


Så den sista delen av tetralogin om att skapa en anordning för att producera förgasargas (bensindampor) för att bränna dem i en stor glasblåsande brännare. Låt mig påminna er om att hela detta epos med bensin istället för den vanliga bensinen startades för flera syften. Först och främst - temperaturen på brännaren hos en bensindampbrännare är något högre än till och med propan (med luftblästring), för att inte tala naturgas. Med tanke på att ämnen för glasblåsning från lågsmältande glas har blivit exotiska och endast glas som kräver förhöjda temperaturer (syre) för att bearbetas på brännaren, att erhålla höga temperaturer lämpliga för högsmältande glas med hjälp av alternativa metoder utan att använda syre i cylindrar är en värdig uppgift ( fullständigt utbyte av syre uppnås genom att tillsätta en liten mängd detonerande gas från elektrolysatorn till bensindampor). Ett trevligt ögonblick är leveransen av kompakt flytande bränsle till en verkstad bort från vägarna. Det finns några mindre positiva punkter som nämnts tidigare.
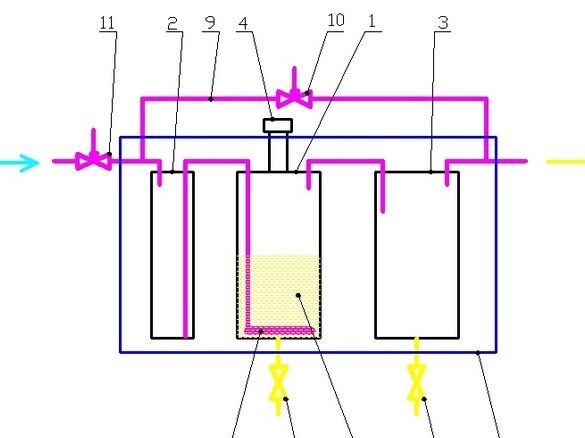
Beskrivningen av anordningen, algoritmen för dess drift och tillverkningen av en bensinfälla (pos. 2) beskrevs i del 1, tillverkningen av en bubblare (pos. 1) i del 2, tillverkningen av en kondensator (pos. 3) och anslutningen av alla tre tankar, i del 3.
Så vår enhet är klar i allmänhet och består av alla tre tankar 1,2,3 med motsvarande munstycken och insidor. Tankarna är anslutna och monterade (lödda) på ett tennställ. Det återstående arbetet bör utföras i den ordning de följs: tillverkning av en låda 12, böjning och installation av en förbikoppling 9 med en överflödesnålventil 10, tillverkning och installation av ett inlopps- och utloppsrör (allt som sticker ut ur lådan måste monteras på plats). Installation av en värmekabel på en bubblare, installation av tankar i en låda och återfyllning med sand. Installera en termisk styrenhet.
Verktyg, utrustning.
Alla anslutningar gjordes genom lödning - du behöver en manuell gasbrännare. Uppsättning bänkverktyg. Slipbeläggning av medelstor storlek för slipning av lödfläckar. För en noggrann skärning av kopparrör är det bekvämt att använda en ändpendelsåg, eller så kommer en gjutbox med en bågsåg att göra.Det kom i praktiskt elektriskt slip, bänkskruv. Vid tillverkningen av lådan användes en cirkelsåg, en liten hyvel och samma pendelsåg. Borrmaskin, skruvmejsel. Några klämmor. För målning - pensel, disk.
Material.
Kopparplåtar och mässingsbeslag användes, kopparrör 15 mm, 18 mm i diameter. Specialutslagsplatser och kopplingar är delar av ett kopparrör. Två små nålkranar, bitar av järn från gamla VVS-inventarier. Tinn-kopparlöd nr 3, flöde till det. Brush. LKM, trasor i bomull. Lim - snickare PVA.
So. Han tog upp lådan. Beredt trä - för ramen, starka, hartsartade stänger utan knutar och brister, för mantelplankor. Ramstängerna läggs ut. Jag anslöt det "i halva trädet" till snickarens PVA, kontrollerade rektangulariteten med en stor snickare, klämde fast den med klämmor på ett platt bord. På bilden finns en torkram, två stycken över varandra.


Efter torkning började manteln. Brädor och beslag av lämplig längd planades till en tjocklek av 12 ... 15 mm, skuren till storlek, borrade hål för fästelement, skruvade med skruvar. Han gjorde snitt för de utskjutande dräneringsrören, i framtiden kommer de dessutom att täckas med tennplattor.
Nästan en färdig låda, fallet för handtagen för transport. Som pennor beslutades att anpassa de sista (övre) plankorna på lådens ändar. För att göra detta klippte han ut deras ökade tjocklek så att det skulle vara behagligt att hålla med handen, och för att vackert docka ner botten på "handtaget" med tunt foder, var vi tvungna att göra ett koniskt ämne.



Efter att ha märkt handtaget borrade jag kanterna på öppningen för handen med en pennborr på ett stort träd (40 mm), kopplade hålen med en elektrisk sticksåg, slipade stora borrar med ett sandpapper.



Efter att ha installerat handtagen på plats markerades de återstående ämnena på sidoväggarna på plats, skär bort överskottet, skruvade med skruvar. Det sista passet, allt verkar passa.
Den färdiga lådan utan fanatism är slipad, grundad med utspädd lack och målad i flera lager med PF-115 emalje, gräsgrön, med en mellanliggande slipning av de upphöjda fibrerna med ett fint eller gnidet slipande sandpapper. Medan färgen torkar kan du göra tillverkning och installation av de återstående järnstyckena.


Jag beredde och lödde nålkranar i den omgivande förstärkningen - deras vanliga trådar utformade för att dra åt spännbanden, rengörde dem med en trådborste, lödd med en gasfackla med tenn-kopparlöd och en speciell flödpasta för detta lod. Luftslanganslutning - Snabbkopplingsstandard för spiralpneumatisk orange slang. Kopparrör från ett vattenförsörjningssystem med en diameter på 15 och 18 mm, det skulle vara trevligt att ansluta dem med standarddelar som erbjuds specifikt för detta - kopplingar, vinklar, men bara ett fåtal av deras typer var tillgängliga - tees, kopplingar, pluggar. Jag var tvungen att komma ut. Jag gjorde vinklarna på 90 grader på egen hand - jag klippte ändarna på rören i en vinkel på 45 grader på ändsågen (använd minst skyddsglasögon!) Och efter att ha strimmat och applicerat flöde, lägg dem på en röd tegelsten och lödd med en brännare. Glöm inte att skölja från flödet med varmt vatten - syraflöde. När vi lödar flera platser i närheten fortsätter vi från den allmänna principen - först lödar vi mer massiva delar, sedan mindre, så det är mindre chans att den föregående lödningen förfaller, även om du lödar med samma lödning. Om diametrarna för de lödade delarna inte väsentligen sammanföll, dominerade de den erforderliga mängden koppar, tidigare väl strippad tråd, med en diameter på cirka 0,4 ... 0,5 mm. Jag demonterade kranarna innan lödning så mycket som möjligt för att inte värma upp plastvridningen och gummipackningarna. Glöm inte att prova på rören oftare på tullstationen, så att på grund av frånvaro, som ryska rasta säger, "inte röra upp sidorna."


Slutligen löd de beredda med hjälp av tillgängliga tees. Spalterna kompenseras också genom trådlindning. Omkoppla vid eller något ovanpå påfyllningshalsen, dess kran bör kika ut ur sandbädden. Dess rör är lutande mot den vertikala axeln för att inte blockera åtkomsten till påfyllningshalsen.


En plats är anordnad i utloppsröret för flamskyddet, vilket förhindrar att flamman tränger in från "bakslaget" in i enheten. Flamskyddare av detta slag måste installeras - i fartygen är en färdiggjord blandning av bränsle med ett oxidationsmedel och flamens inträngning inuti allvarliga konsekvenser. Lyckligtvis är bränningshastigheten för bensindångor relativt låg och kopparmuddeln i röret är en garanterad åtgärd för att undertrycka lågan. Hon kommer att fyllas med volym i utloppsröret från den gängade delen till hörnet. Så att trådstoppningen inte kryper ur sin avsedda plats, lödas ett tvärstopp för att vända röret - ett stycke av tjock mässingstråd. En 0,5-tums gänga är lödad till rörets utloppsände från vattenbeslag - en mässing “clown” från badblandarens uppsättning. Den icke-standardvinkeln görs på liknande sätt som de tidigare av bekvämlighetsskäl - när förgasaren placeras i nedre vänster, under bordet, kommer utloppsslangen att böjas mindre.

Ett obligatoriskt steg är ett läcktest. I helt monterade fartyg med beslag är det ganska enkelt - anslut utloppsröret med en standard VVS-plugg, smörj korkkranar, klipp ut ett elastiskt band för påfyllningspluggen. Det återstår att ansluta kompressorn till ingången på enheten och, efter pumpning upp flera atmosfärer, gå längs sömmarna med tvålskum. Markera platserna för luftläckage och lödning efter tvättning och torkning. Kontrollera även resultatet.
Det var här med min enhet som en olycka inträffade - när jag pumpade ungefär fyra atmosfärer rivdes ett skal på bubbelhöljet. Kanske var det en liten fel i fabrikens stansning av locket - en spricka i stället för stark böjning. Kanske på grund av frånvaro eller otillräcklig glödgning innan stämpling. På den, en spricka, locket lossnade. Samtidigt "öppnade" tanken, slet ett av rören till en granne och böjde basen något. Flera försök gjordes för att reparera, men det var omöjligt att återställa enheten noggrant, och viktigast av allt, pålitligt, utan betydande demontering. Enheten är avsedd för mindre kritisk än användning av bränslefartyg.
Resultatet av olyckan var i allmänhet överdrivet förtroende och betydligt mindre tryck räckte för att kontrollera tätheten med såpbubblor. Under den normala driften av anordningen överskrider trycket inuti kärlen inte atmosfärstrycket, och genom att vidta kända åtgärder för att skydda mot "omvänd flamslag" (kopparnät, "muddle") kan kärlen vara tillverkade av mycket tunna material.