

God dag till alla. I den här artikeln kommer vi att tänka, jag tror att det är mer användbart för många hemgjorda kanalförfattare. Många av er är redan bekanta med några hemlagade produkter från denna mästare, som, DIY-smide eller Hemmagjord manuell maskin för skärning av trådar och stavar. I den här artikeln kommer författaren tydligt att visa hur han samlar sådana nippor från ett vårblad.

Författaren använde följande material:
Bladfjäder, 8 mm tjock.

Ett par bitar från 6 mm fjäderblad.

Metallstången med en diameter på 8 mm.

Ett par M 6-bultar.

Och så är muttrarna för dessa bultar.

instrument:
Smedgafflar och stift.
Vinkelslipare.
Hammaren.
Elektrisk borr.
Olika filer.
Vise.
Anvil.
Och borren.
På ett stort vårblad gjorde författaren layouten på ämnena.
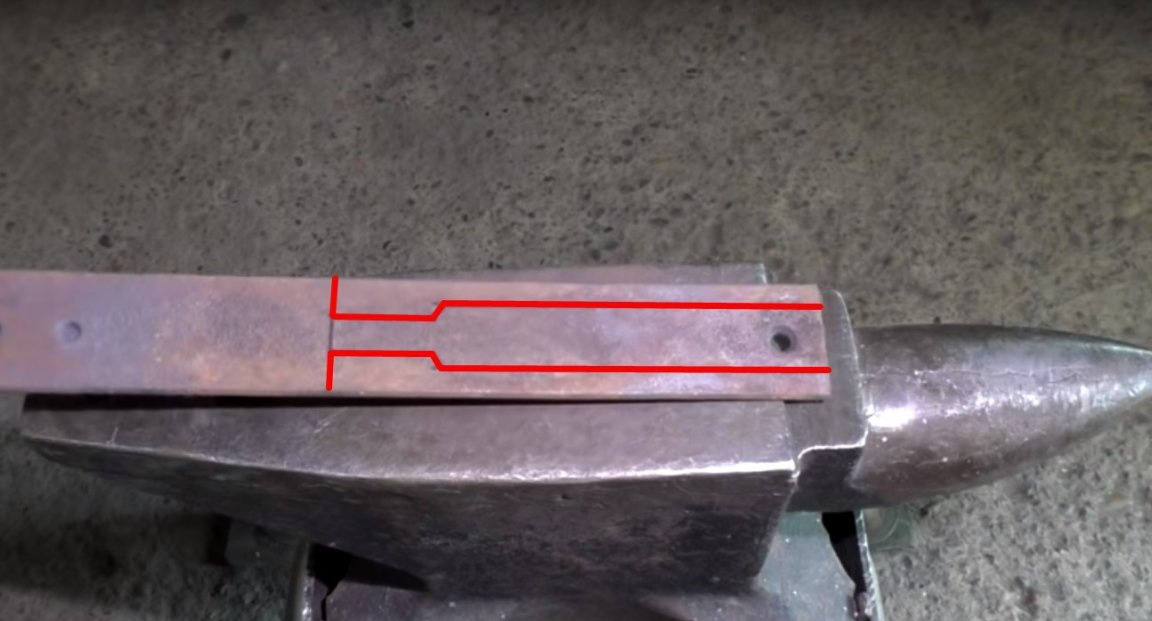
Därefter klippte befälhavaren ut dessa ämnen med vinkelslipare.

Och de platser där man kunde klippa med hjälp av vinkelslipare gavs inte möjlighet, författaren bröt helt enkelt.



Måtten på arbetsstyckena: längd 250 mm, tjocklek 8 mm, handtagets bredd 12,5 mm, käftbredd 20 mm, käftlängd 50 mm.

Sådana är tomma.

Befälhavaren släpte bort de brutna kanterna på arbetsstyckena med en hammare.
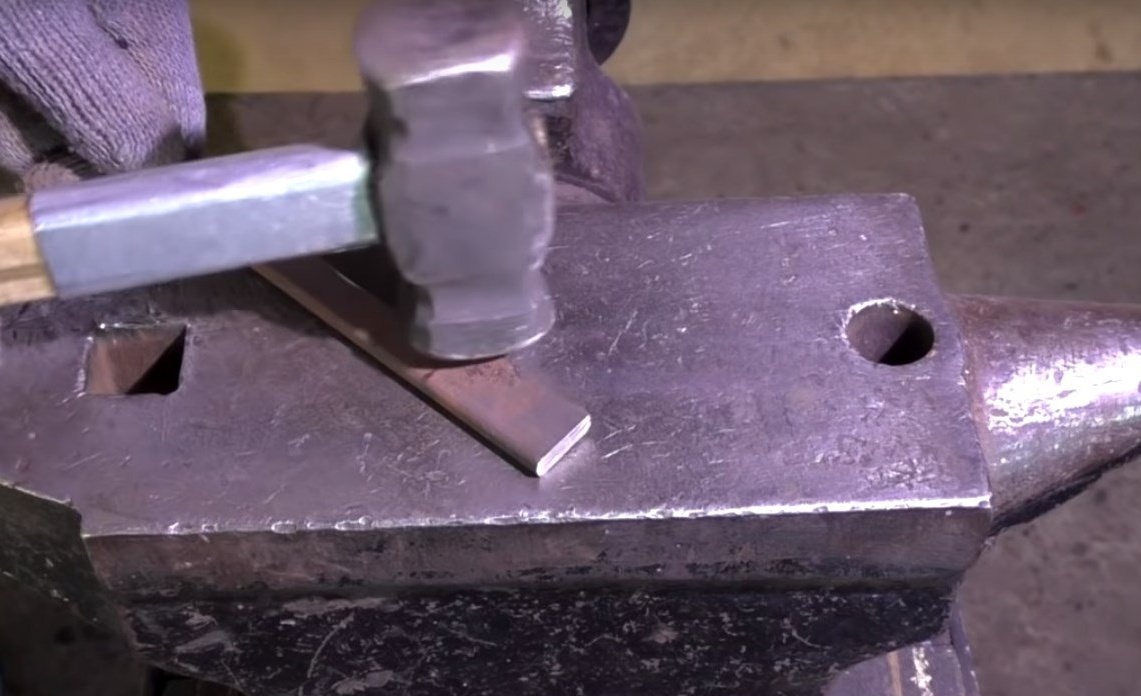



Och sedan hanterade han den med en fil.

Något som det här.

Värm sedan varje arbetsstycke växelvis.

Böjde gradvis, vilket ger varje ämne önskad form.



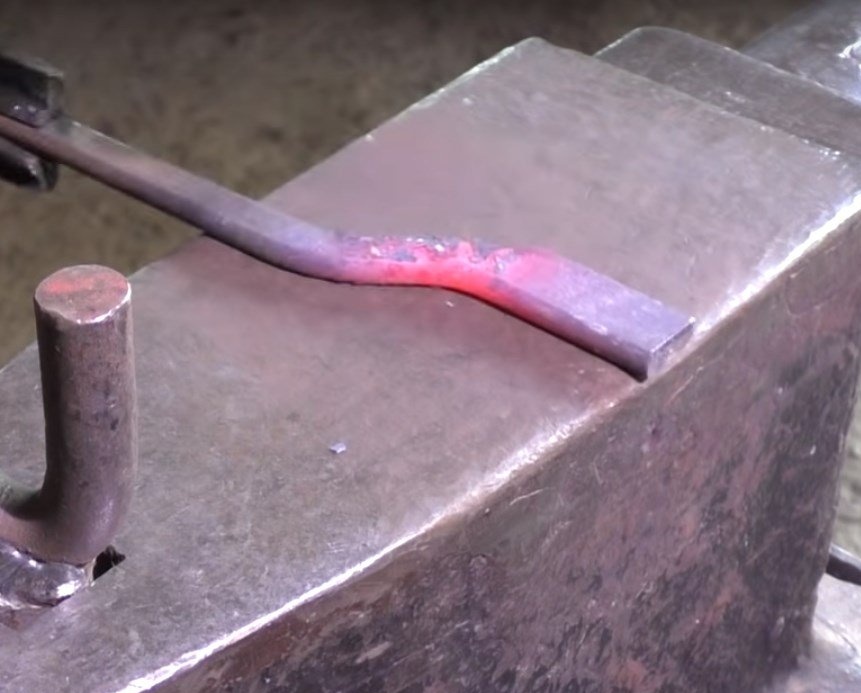

Han förde svängarna så att när man kombinerade delarna av handtaget och svampen var i samma plan.



Efter att ha provat.

Och igen, färdigställandet av detaljerna.


Återigen passande.

Och så vidare tills kombinationen av delar blev nästan idealisk.

Därefter, på dessa platser, kommer författaren att göra hål för bultarna och kommer att ge en rundad form till läpparna.
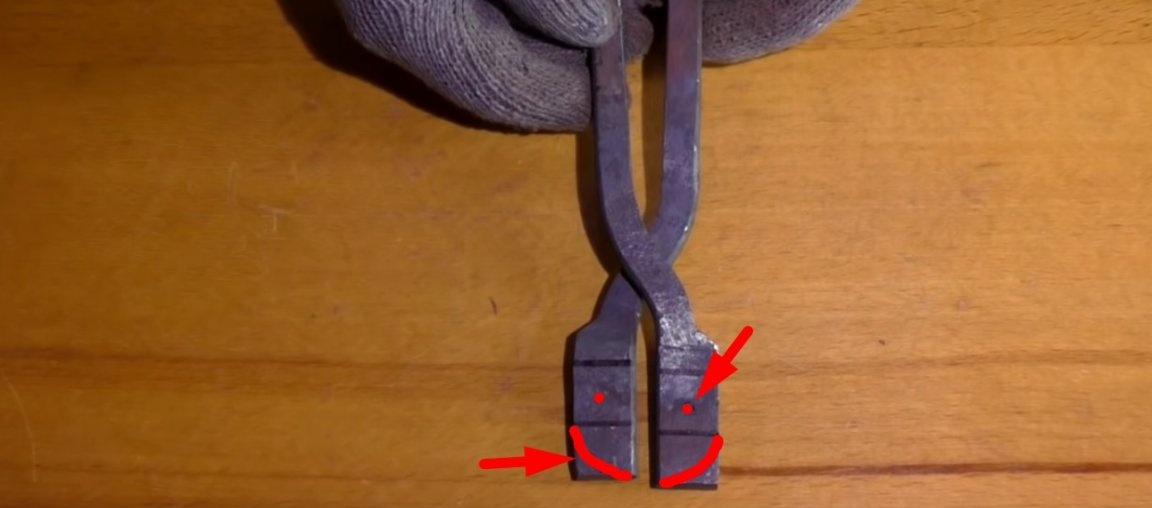
Nästa kommer att skärpa skärkanterna.

Och en rund fil på var och en av svamparna kommer att göra små spår.
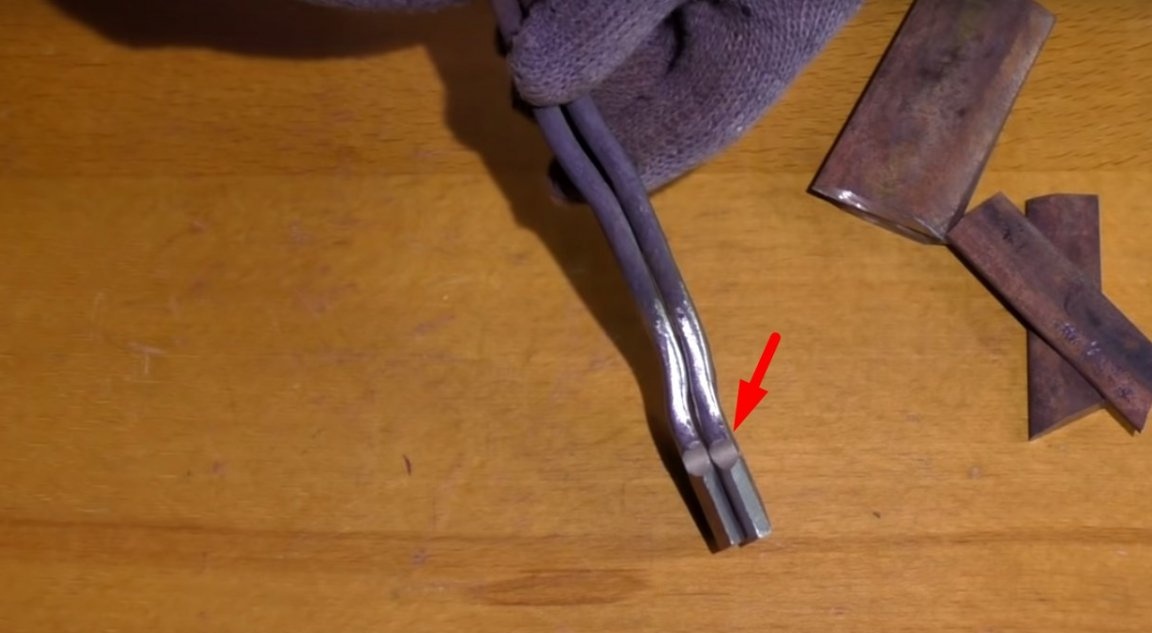
Så att när man kombinerar delar erhålles ett hål med en diameter på 8 mm.

Vidare, från ett vårblad, som är mindre, försökte författaren först.


Och sedan ett par sådana delar som kommer att ansluta de första två ämnena.

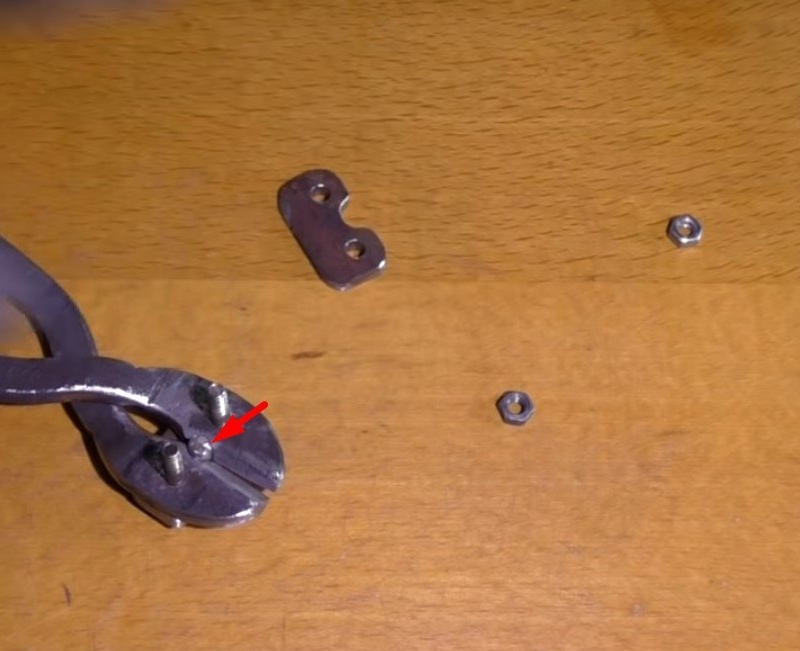
Författaren klippte en liten bit från en metallstång. Denna del kommer att installeras i käftarnas halvcirkelformiga skär och förhindrar därmed käftarnas längdförskjutning.

Spåret i dessa detaljer av författaren gjordes av en anledning. Detta görs så att arbetsstycket ställs närmare axeln, som många vet, det finns den mest optimala platsen för skärning av arbetsstycken.

Sedan gjorde författaren en preliminär församling.




Efter att ha ställt alla detaljer på sin plats.



Ett sådant verktyg visade sig på befälhavaren idag.


Efter en liten verifiering demonterades verktyget igen.

För härdning av skäret.

Författaren släckte olja.


Sedan finjusterade författaren formen på instrumenthandtagen lite mer.



För att underlätta arbetet med det här verktyget.

Och som vanligt testet på arbetsstycken med olika diametrar.
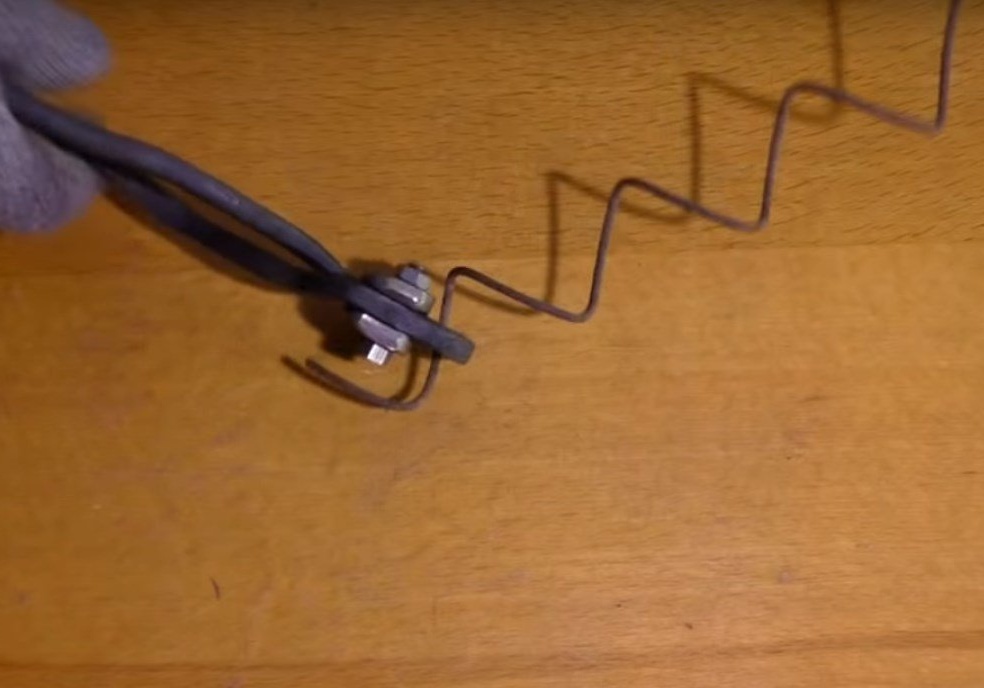

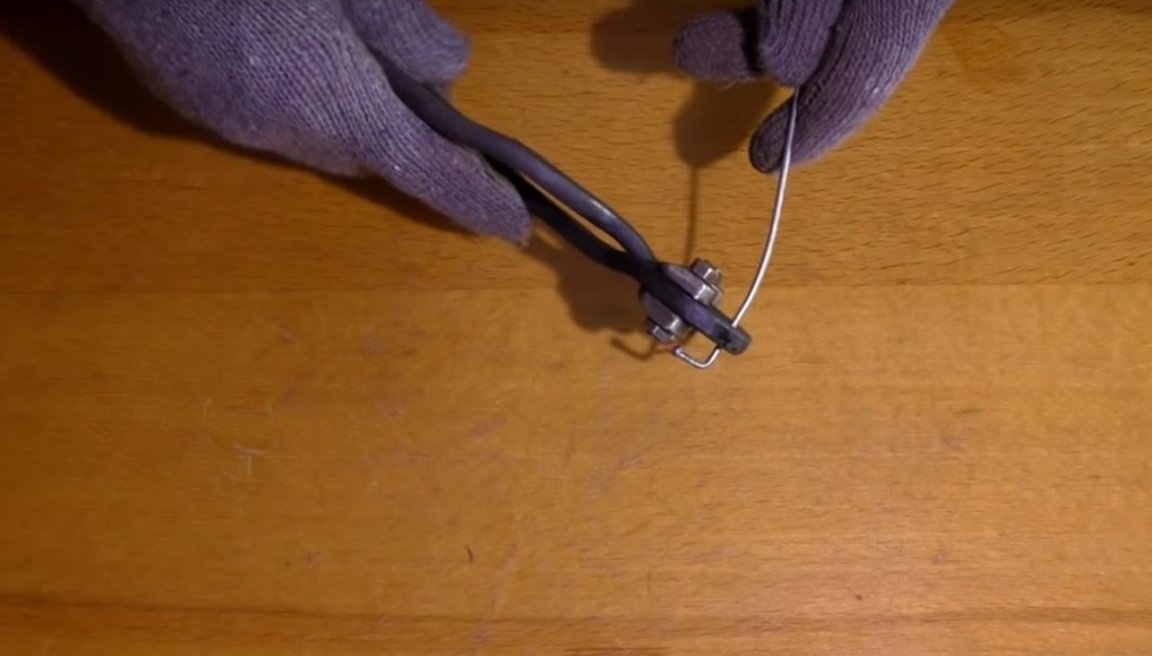
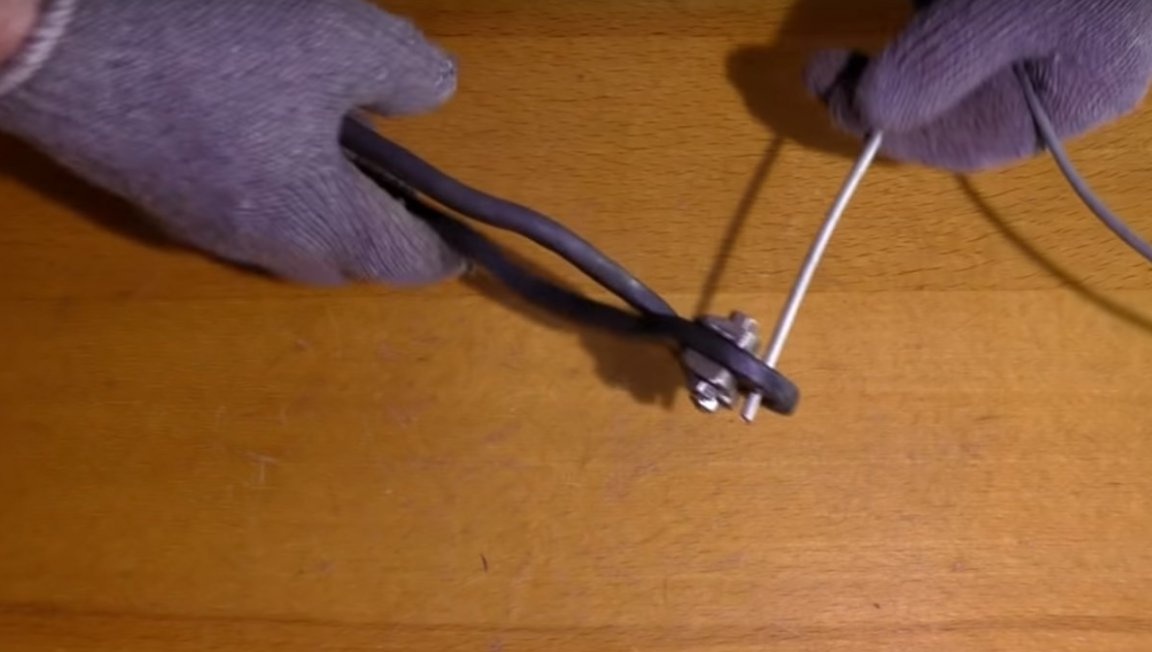
Den maximala tjockleken på arbetsstycket som kan skäras med detta verktyg är 5 mm.

Och det är allt för mig. Tack alla och ses snart!