

Pressen är ett verktyg som inte ofta används i hemmet garagetmen när du behöver honom, kan du inte göra utan honom.
Befälhavaren behövde räta ut den böjda cykelaxeln. Detta krävde en press. Eftersom kraven är minimala bör pressens storlek vara medelstor mellan bänkens höjd och golvnivån.
Han ville också att den hydrauliska domkraften skulle tas bort om han behövde den någon annanstans.
Steg ett: Säkerhet först
En liten mängd svetsning krävs på övre och nedre armar på donkraften, liksom på benen på stabilisatorn.
Med tanke på detta gäller alla svetsförsiktighetsåtgärder: långa ärmar, lämpliga svetshandskar och en bågsvetshjälm. Tänk på att du kan få UV-brännskador i nackområdet som inte täcks av hjälmens botten, särskilt när du svetsar föremål på golvet. Korrekta skor (skyddsskor eller åtminstone läderskor) krävs också under svetsning. Det är svårt att få snygga svetsar som dansar med heta droppar smält metall på tårna.
På grund av ångorna rekommenderas att svetsa i friluft.
Det finns också mycket skärning och slipning av metall
Med tanke på detta är ögon- och hörselskydd ett måste. En vinkelslipare med en skärskiva utan korrekt skydd orsakar ringningar i öronen, och den sprayar också en enorm ström av gnistor. Se upp för den heta gnistan som reflekteras från väggen. Bär glasögon.
Ett par arbetshandskar minskar vibrationer som överförs till händerna.
Steg två: Verktyg och material



instrument:
- svetsmaskin;
- en borrmaskin med en 20 mm bimetallisk krona "Blu-Mol", den rekommenderade borrhastigheten på 440 rpm.
- Vinkelslipare med en diameter på en skiva på 115 mm + avtagbara och slipskivor;
material:
- Mätare sidorack 2 st .;
- Kanal 100x50 mm, längd 560 mm. för korsstänger 4 st .;
- Hörn 30 mm. och en längd av 1,2 m. som stöd;
- Crosspiece 460mm;
- En bult på 20 mm för tvärstycken, 8 delar;
- M8-bult för stöd, 4 st .;
- 10 ton hydraulkraft
- En metallplatta för jackets övre konsol 200 mmx 100 mm x 20 mm 1 st .;
- Mild stålplåt för bottenfäste
300 mm x 3 mm 1 st .;
- beslag för montering av konsolerna på den bakre fästens returfjäder 300 mm x 10 mm 1 st.
- V-formade block 200 mm x 100 mm x 20 mm 2 st .;
Steg tre: Montering av det nedre stödet


I början beslutade befälhavaren att klippa och svetsa tvärfästet från hörnet för det nedre stödet. För att veta storleken på detta hörn var det först nödvändigt att bestämma hur länge tvärelementen från kanalen skulle vara. Eftersom materialet är knappt var jag tvungen att beräkna utifrån det befintliga. Således visade sig tvärdelarnas längd vara 560 mm, längden på tvärfästet för det undre stödet är 460 mm.
Innan svetselementet på det undre stödet svetsas är det nödvändigt att markera och borra hål för att fästa sidostolparna, som är gjorda av en kanal. Efter svetsning av tvärelementet på det undre stödet bultas de vertikala stolparna.
Steg fyra: rammontering






Blu-Mol bimetallkrona passerade enkelt genom 8 mm stål och förblev skarp även efter 32 hål. På motsatt sida av metallen kvarstår skarpa kanter efter borrning. Dessa metallspån måste slipas med vinkelslipare innan du målar.
Hålen på de tvärgående elementen borras på ett avstånd av 30 mm från kanterna. Befälhavaren borrade hålen så att hålens centrum var på ett avstånd av 40 mm från varandra (bredd 100 mm minus 60 mm borde vara 40 mm). I själva verket skulle det vara bättre om han gjorde dem på ett avstånd av 39 mm från varandra. Så det skulle vara mer praktiskt att dra åt muttrarna.
bilagor:
2D CAD-fil med grundläggande mätningar
Steg fem: Hydrauliska jackhållare








Befälhavaren svetsade ett rörstycke till den övre glidfästet. Den övre delen av den hydrauliska jacken kommer an mot detta segment. Sedan svetsade han beslag, efter att ha böjt det tidigare, för att fästa returfjädrarna, som han fortfarande inte hade kunnat plocka upp. För närvarande, som tillfälliga kojor, istället för fjädrarna, är gummi-bogseringar installerade, som hittills klarar ganska tolerabelt.
Dessutom svetsades små hörn längs alla fyra hörn av konsolen. De tjänar för engagemang med de övre kanalerna (tvärledningar). Så här visar det sig att den övre konsolen glider.
Den nedre fästet är två metallplattor som är svetsade och böjda för att hålla fast basen på donkraften. I plattornas böjda delar borras hål i vilka kedjelänkar sätts in och svetsas. Returlänkar sätts in i dessa länkar, nu tillfälligt gummibrytor.
Steg sex: Testa





Slutförande av jack.
Jag var tvungen att uppgradera den hydrauliska jacken - byt ut den ursprungliga stiftet på ventilen och sätt in en mycket längre en för att göra det lättare att använda med fingrarna.
Denna press böjer lätt 10 mm armeringsjärn på en bilspray, men bara upp till 90 grader.
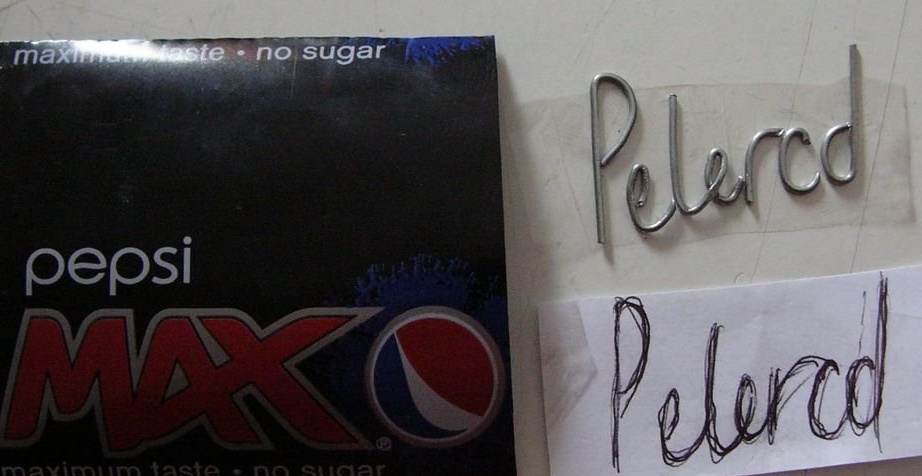
Även med denna press testades alternativet att tillverka stansning från en aluminiumplåt med burk Pepsi. Detta aluminiumplåt har en tjocklek på 1 mm. Som en form testades en galvaniserad tråd med en diameter av 1,23 mm och en gummiplåt med en tjocklek av 1,6 mm som ett underlag.
Men den tunna aluminiumplåten från Pepsi vill riva i sömmarna. Du kanske ska prova med tjockare metall, kanske det fungerar. Eller, som tillval, prova att använda en tunnare tråd, tunnare än 1,23 mm.