



Denna ring kan tillverkas med konventionella handverktyg, men det är bättre att använda elverktyg, eftersom det gör tillverkningen mycket enklare. En bältes slipmaskin är ett önskvärt verktyg, men de flesta har inte det här verktyget. Det enda som verkligen är nödvändigt för att skapa en perfekt rund ring är en borr och sandpapper, allt beror på din kreativa strategi.
För tillverkningen av ringen användes en rostfri mutter i stället för den vanliga mjuka stålmuttern, eftersom rostfritt stål är mindre benägna att oxidera och reagera med huden. Att använda en mutter från denna typ av stål förhindrar rost, eftersom den är polerad till en super glans.
Steg 1: Processen att ringa (video)
Steg 2: Material och verktyg

material:
- En mutter av rostfritt eller vanligt stål, tillräckligt för ringen;
instrument:
- borr;
- Aluminiumstav eller trästång;
- Isoleringstejp;
- Bältslipare, skivkvarn eller bärbar kvarn för bordsslipmaskiner (detta underlättar ringbildning);
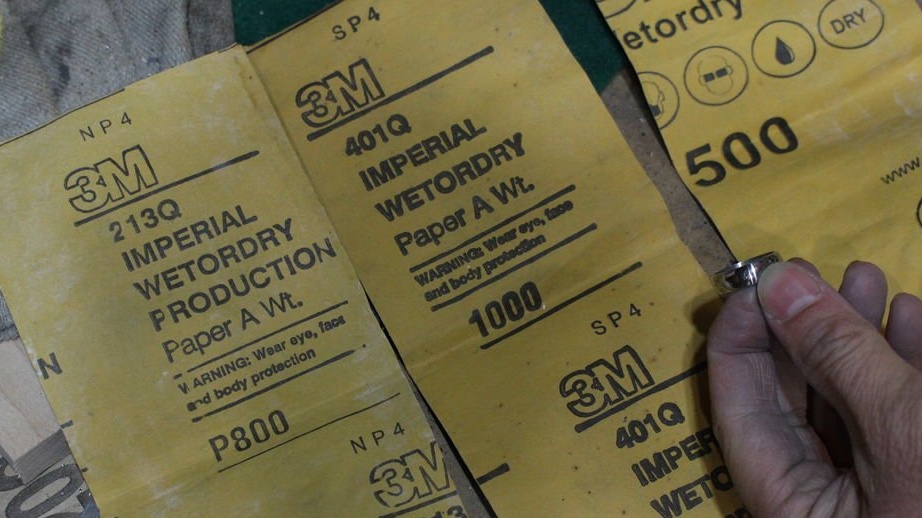
- Emery-papper med olika kornstorlekar (våt / torr, trasig trasa) (60, 120, 220, 320, 400, 600, 800, 1000, 1500);
- Filerna är runda och platta;
- Slipmaskin eller borr med stenskärning eller karbid-volframspets;
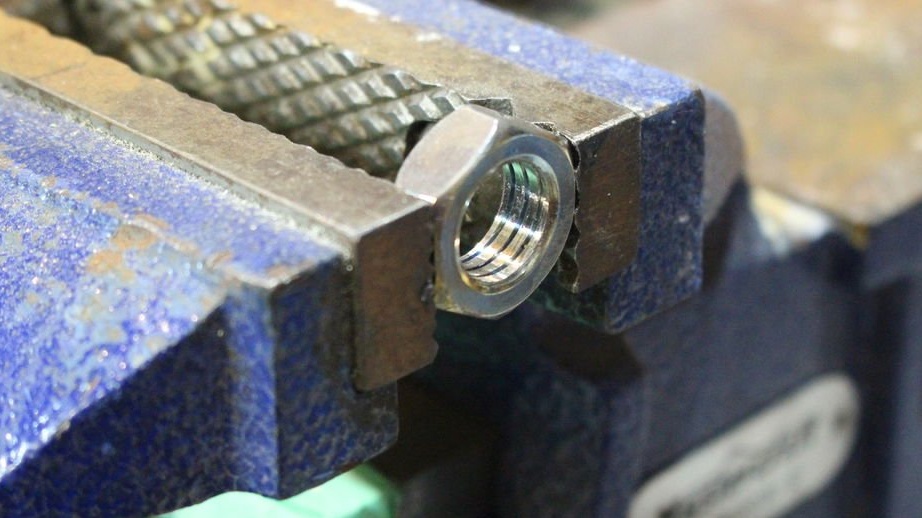
- Vise;
- Blowtorch (valfritt);
- Ringdorn (valfritt);
Anmärkningar: emery-tyg istället för vanligt sandpapper kommer att hålla mycket längre när du arbetar med stål.
* Andra verktyg som du kan använda om du inte har en bältslipare är en bärbar bältslipare, träbearbetning stationära bältsliprar eller skivslipmaskiner, en minislipare (lapptäckskiva eller slipskiva), en slipadapter med grovt sandpapper .
Steg 3: Bestäm ringstorlek






Det första steget är att bestämma storleken på insidan av ringen så att den matchar storleken på fingret. Det är bättre att minska den till önskad storlek och sedan justera den så snart du testar den på fingret.
Glödg muttern innan du arbetar med den, värm den med brännaren tills den blir röd. Låt det sedan svalna. Detta är inte nödvändigt, men detta steg underlättar arbetet med metall.
För kalibrering användes en slipmaskin med volframkornkorn. De flesta människor har inte det här verktyget, så en borr med en fräs för sten är också lämplig. Att använda en rund fil är också lämpligt om du inte har något av dessa verktyg.
När du använder en kvarn eller borr, se till att arbeta i en cirkel, annars kommer du att hamna med ett ojämnt hål.
Använd en ringdorn för att kontrollera storleken, eller så kan du använda fingret.
Steg 4: Bildning av önskad ringtjocklek




Denna mutter var för bred, så den skärpdes till en finare storlek.
Den erforderliga tjockleken på ringen markerades med en tunn penna, och sedan avlägsnades överskottsmaterialet med hjälp av en bälgsslipare. Om du inte har en bältslipare kan detta göras med bältes- eller skivslipare. I detta fall använde författaren ett grovt slipband med en kornstorlek på 60 enheter för att föra denna mutter till önskad storlek.
Steg 5: Bilda ringens yttersida



Eftersom denna ring är slät och perfekt rund är det nödvändigt att slipa kanterna på muttrarna.
Steg 6: Improviserad ringbänk




Detta verktyg gör ringen perfekt rund och slät. Improviserad "mini-svarv" med en aluminiumstång och tejp. Istället för en aluminiumstång är ett trähandtag också lämpligt. Aluminiumstaven lindad runt med tejp matchade ringens storlek. Ringen hålls endast av friktion. Du måste lägga till eller ta bort tejp så att ringen passar ihop. Sedan måste denna stång sättas in i borrningen.
Steg 7: Grov slipning av ringen




Med hjälp av en improviserad svarv för ringen är det dags att forma den till slutform. I själva verket kommer du att rotera pseudoborraren och samtidigt slipa den på en bältslipare. Återigen, om du inte har en remslipmaskin, kan du använda en diskslipmaskin eller en bärbar remslipmaskin.
Du kan helt enkelt hålla muttern fäst vid ett trästycke och slipa den på stort sandpapper. Detta fungerar också, men det kommer att ta mycket lång tid. Eftersom det manuella arbetet är noggrant och långt.
Ringen börjar runda och ta form. Försök att hålla ringen jämnt så att den har en platt profil.
I detta skede måste du bestämma produktens tjocklek och slipa tills du når den önskade tjockleken på ringen. Det kan vara en tunn elegant eller tjock bred ring.
Steg 8: Fräsning och efterbehandling






Det är dags att lägga till de avfasade kanterna i ringen till önskad storlek. Att lägga till fasetter gör ringen bekväm att bära. Du kan helt enkelt runda kanten och få en tjock ring. Författaren bestämde sig för att göra en elegant och bekväm ring.
Med hjälp av en trasa och en skruvmejsel klippte författaren kanterna. Inuti ringen måste metallen bearbetas manuellt. Så snart ringen når önskad form är det dags att gå vidare till ett mindre sandpapper.
Fortsätt gradvis till finare spannmål på sandpapper. Varje korn tar bort tidigare repor. Sliptiden bör ta en minut eller två för varje kornstorlek. När du når en kornstorlek på 800-1000 enheter bör ringen börja lysa.
Vid en kornstorlek på 1500 enheter kommer ringen verkligen vara lysande. Och detta är redan innan polering.
Steg 9: Polering




Det sista steget är att polera ringen.
Polera ringen med en poleringsskär. I detta fall är det nödvändigt att lägga till poleringspasta för metallen, både inom och utanför.
Det är tillrådligt att använda en behållare för att inte stänga allt runt.







