


Denna design gjordes för exakt borrning av kretskort med speciella borrar (borrar) baserade på volframkarbid.

Dessa borrar är perfekt borrade och nästan inte trubbiga från glasfiber. Men de är ganska ömtåliga och går lätt att bryta när de av misstag lutar elverktyget. Efter att ha brutit ett par tunna borrar, bestämde jag mig för att börja tillverka en borrstativ.
Jag hade en bränd handfräs som låg i papperskorgen (det var ingen mening att reparera det - priset på frågan).
Tanken var att använda sina delar och standardprodukter från en hårdvarubutik med minimal förfining och minimal kostnad och tid. Och universalitet, d.v.s. möjligheten att installera som ett eget MFI-företag Dremel,

och kinesiska IFI-alternativ.

I denna design användes:
- detaljer från den manuella fräsaren BOSCH POF-1200
- standard monteringsplatta 180x65x2mm
- standard monteringsplatta 200x20x2mm
- standard monteringsplatta 100 x20x2mm
- standardhörn 50x90x55x2mm
- standardhörn 100x100x20x4mm
- metallklämma med mutter 1 1/2 48-52mm
- hårnål M8-120mm
- aluminiumplatta (silumin) 120x60x4mm
- LDSP 225x180x16mm
- spånskiva 180x80x16mm
- fästelement: M4, M5, M6, M8.
Av de använda verktygen:
- Dremel MFI
- borrställ
- skärmaskin
- pussel
- skruvmejsel
- filer
- klämmor
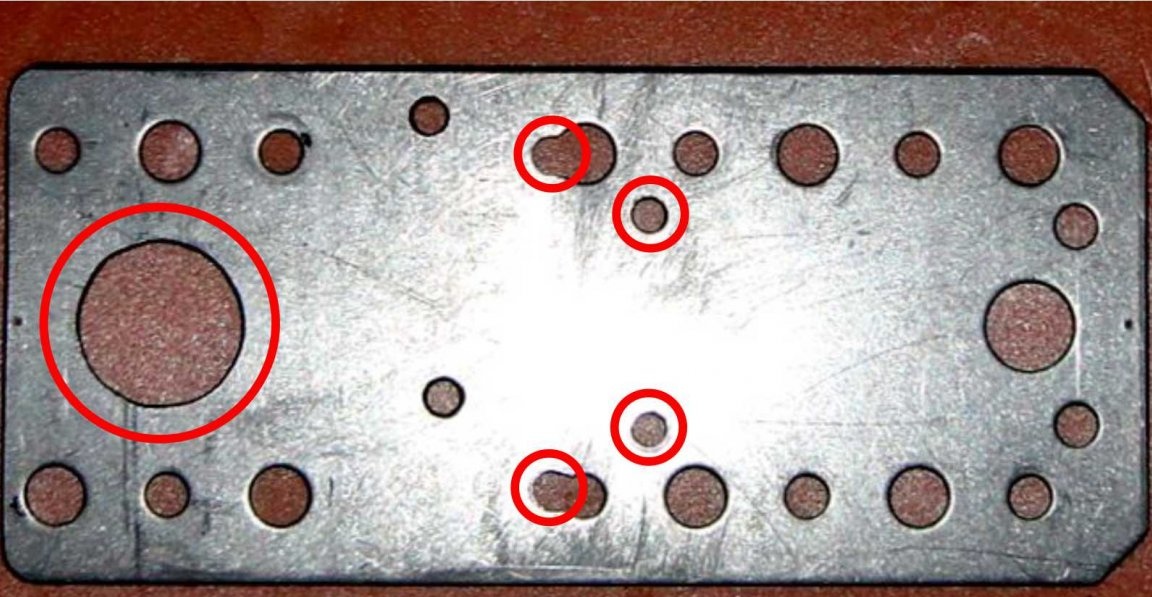
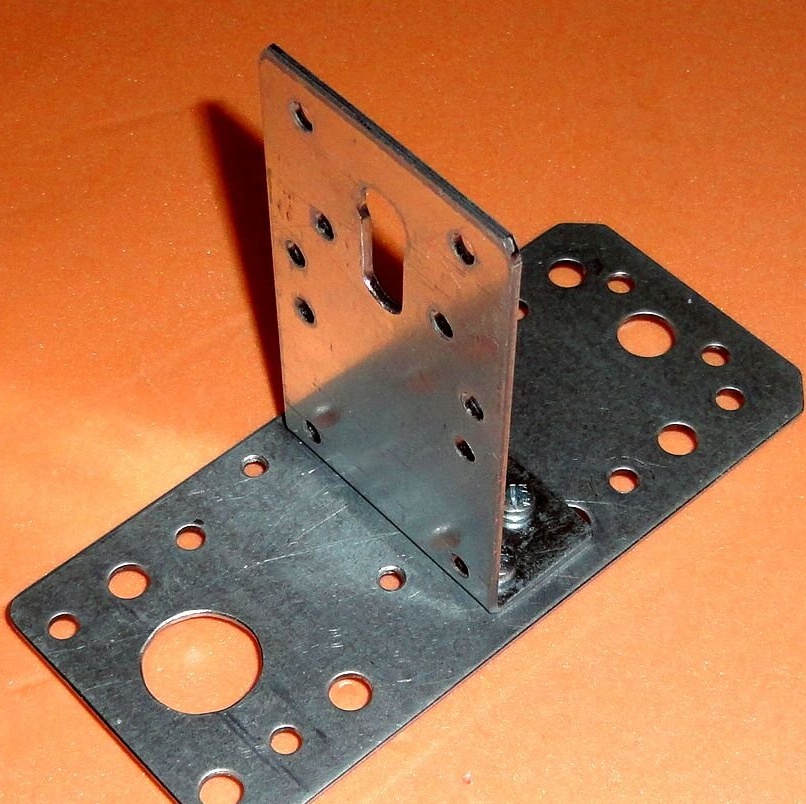
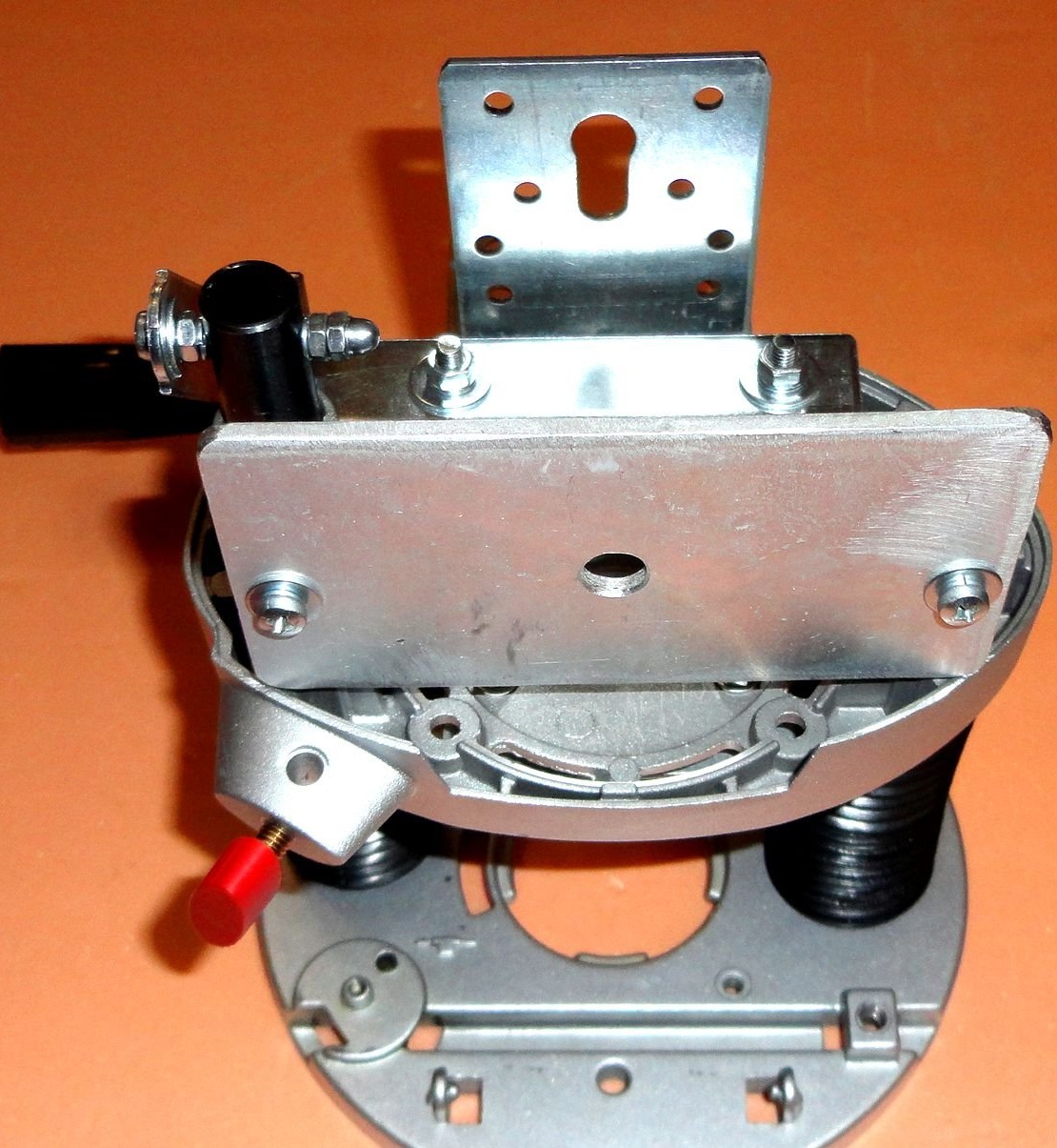
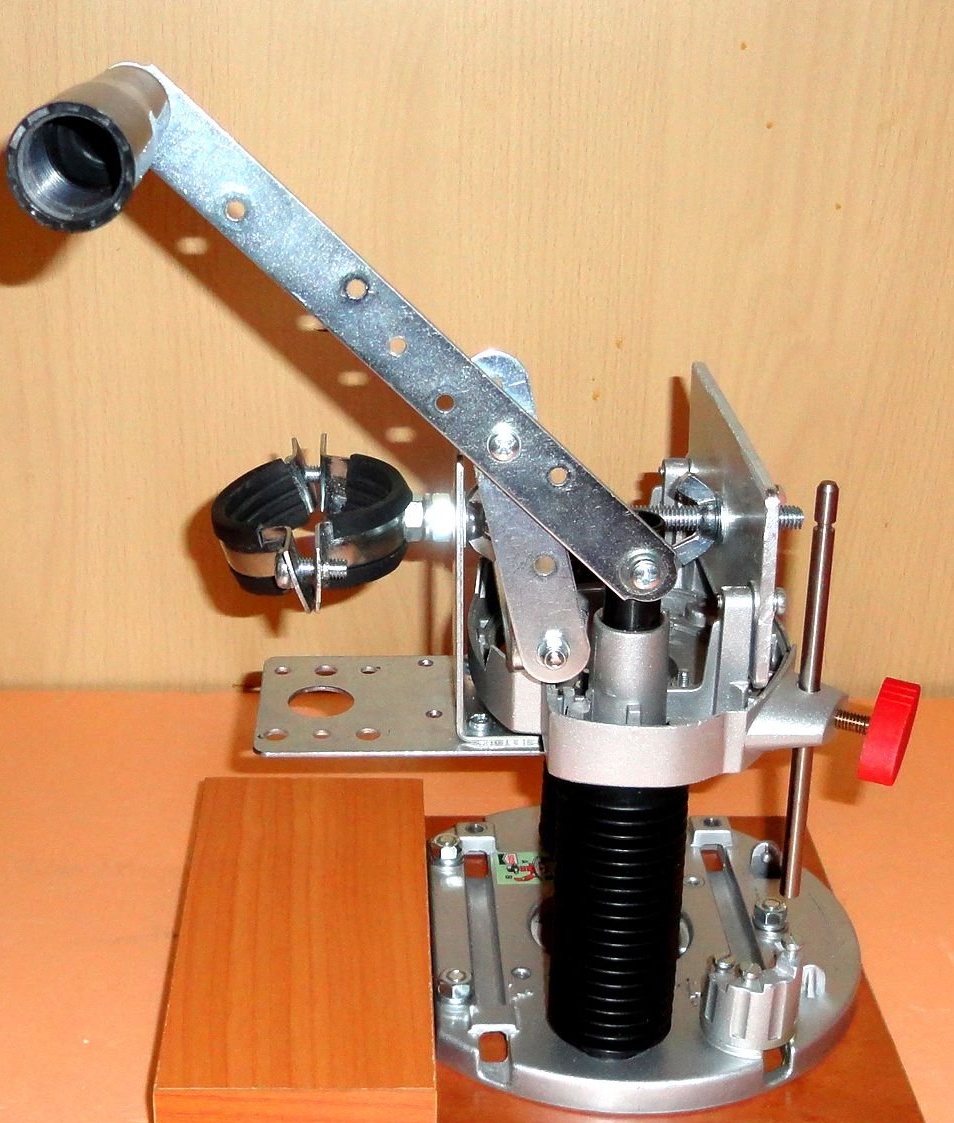
All märkning och vidare bearbetning av konstruktionsdelar genomfördes omedelbart på plats. Stödbandet är tillverkat av en metallmonteringsplatta av metall 180x65x2mm. Plattan väljs med hänsyn till hålens sammanfall med hålen på kvarnkroppen.
Två hål borrades under fabrikshörnhålen i stången och två hål bearbetades. En öppning gjordes för MFI-höljet med en diameter på 19,5-20 mm. Överskottet skärs av. Resultatet är en storlek på 145x65mm.
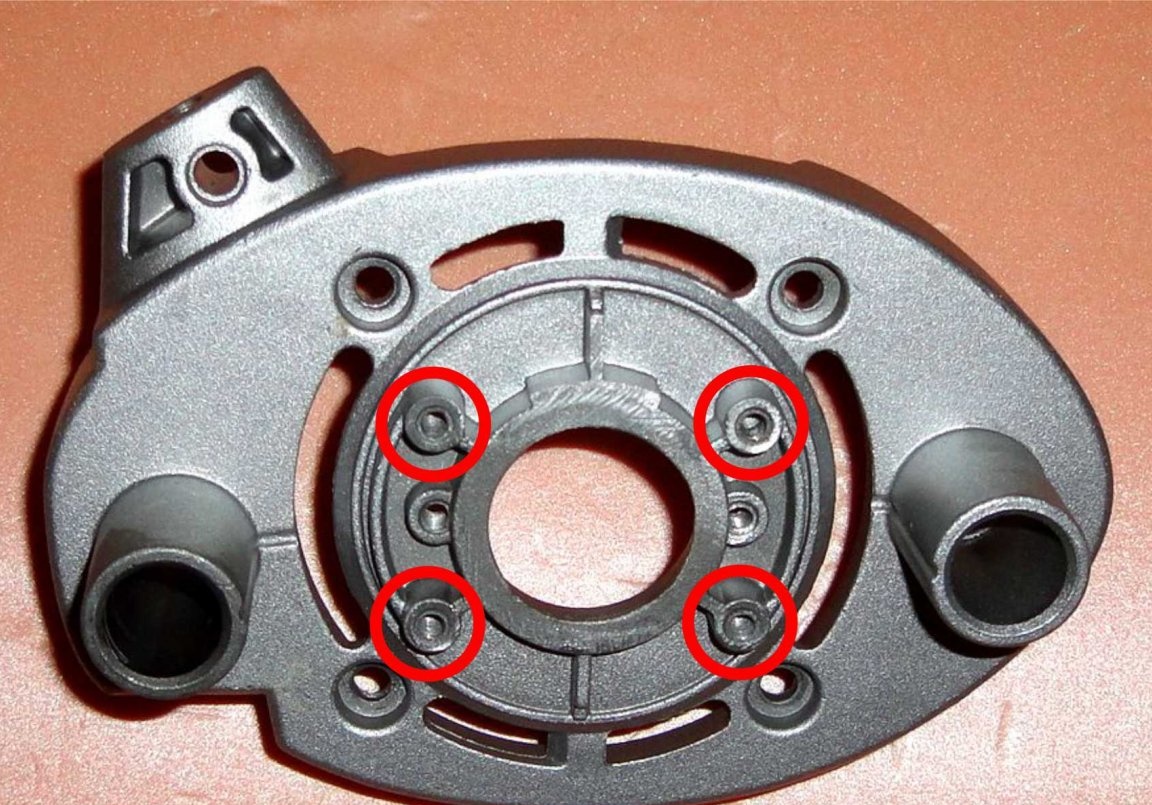
I hörnet är fabrikshålet bearbetat för en 8 mm dubbel. Överskottet skärs av. Den yttre dimensionen är 25x90x55mm.
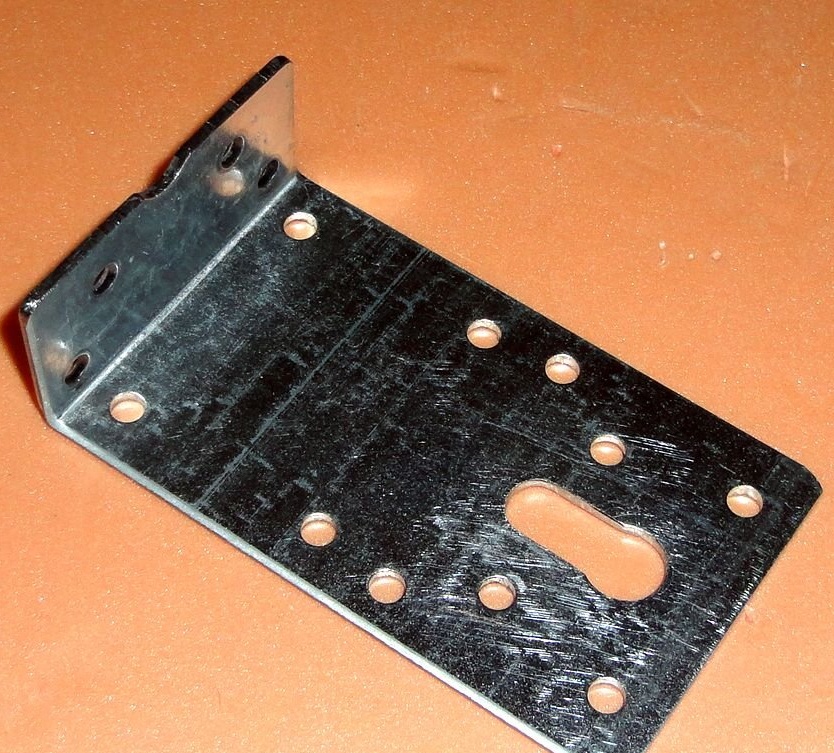
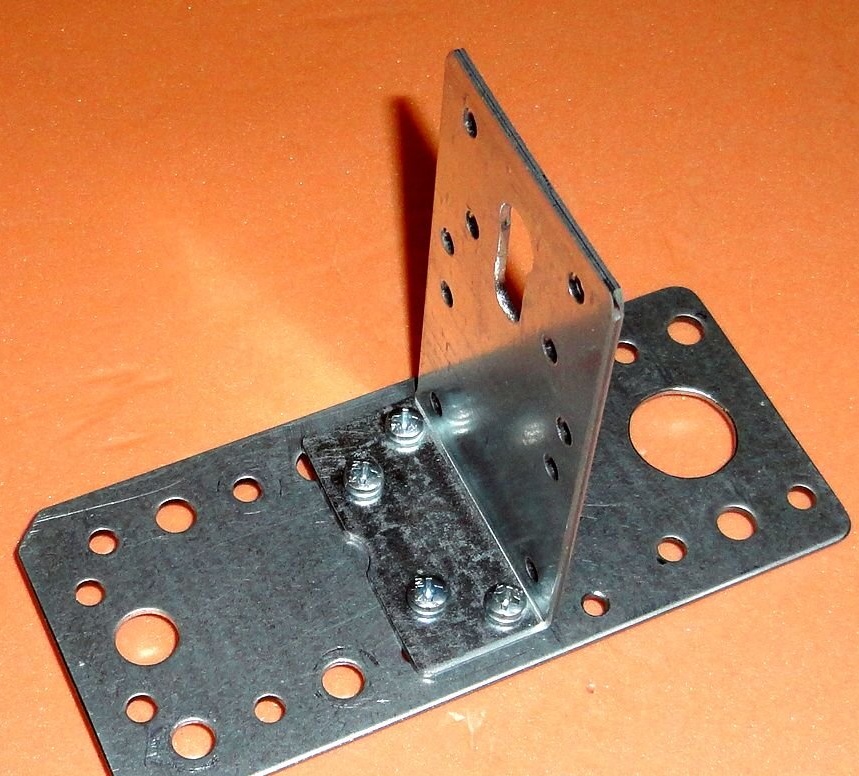
Stödplatta med installerat hörn. Montering sker med M4-skruvar.
Betoningen på spakmekanismen är gjord av ett vanligt metallhörn 100x100x20x4mm.Ett 2 mm tjockt hörn fungerar inte. det börjar våren och deformeras (kontrolleras). I den resulterande delen används fabrikstillverkade hål, varav ett måste stansas. Och ett hål borrades under länkstångens axel med en diameter på 4 mm. Den resulterande yttre dimensionen på delen är 100x20x20mm.

Tyngden fästs på kroppen med hjälp av M5-skruvar genom racken som används 18 mm M6-anslutningsmuttrar.


Ett genomgående hål borrades i den rörformiga styrningen för spakaxeln med en diameter på 4 mm.

Aluminiumhållarens bakplatta (silumin) skärs med måtten 120x60x4mm. I den borrades hål (med en marginal, för inriktning) i sidled 4,5 mm, centrala 9 mm.

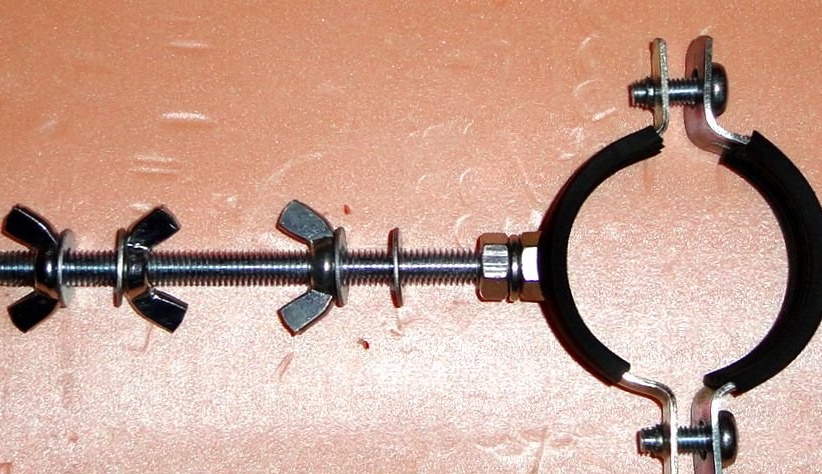
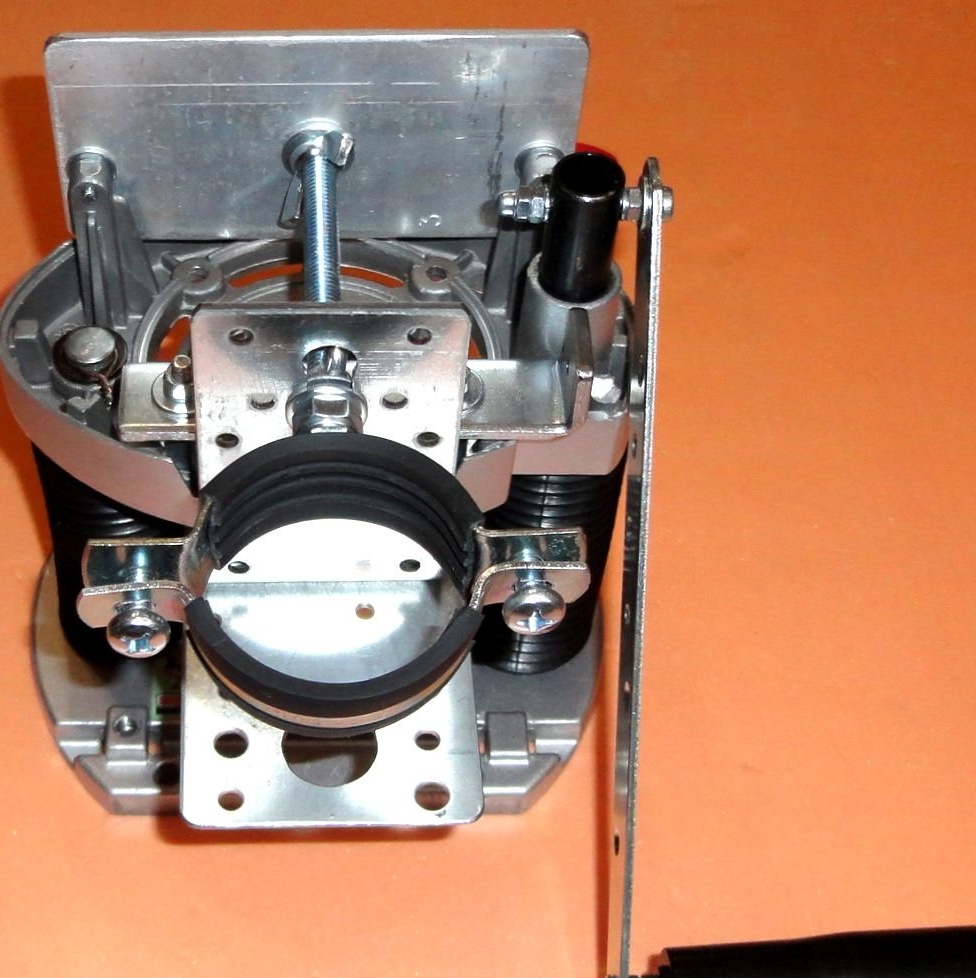
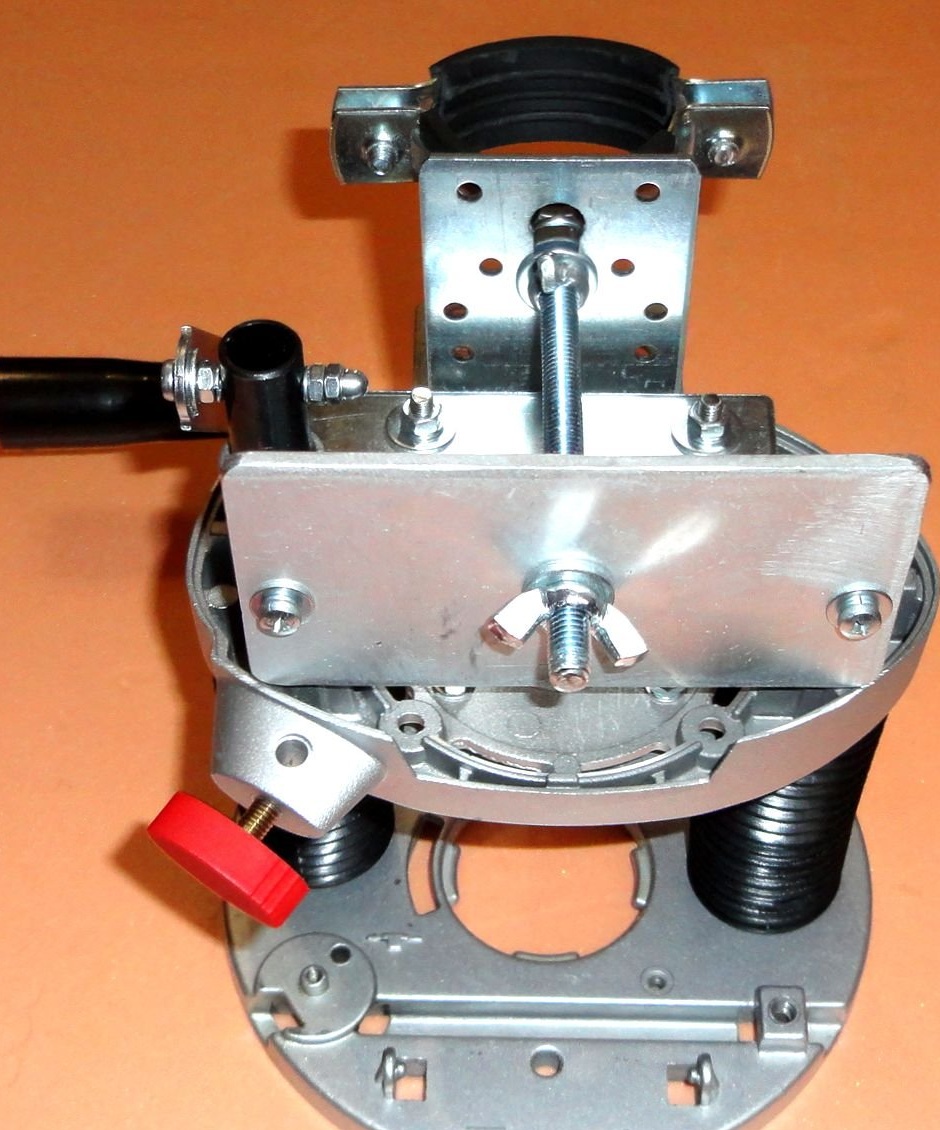
Konstruktionen använder bara en fjäder, vilket är tillräckligt. Fjädern är monterad på en rörformig styrning. Båda styrningarna är täckta med termoelement.

Hållarfästena använder M8-muttrar av typen "lamm" för att underlätta justeringen av borrens lutning. M8-hårnålen är fäst vid klämman genom en spårbricka och säkras med en extra mutter.
Basplattan med hållarens hörn är fäst på huset med fyra M4-skruvar.
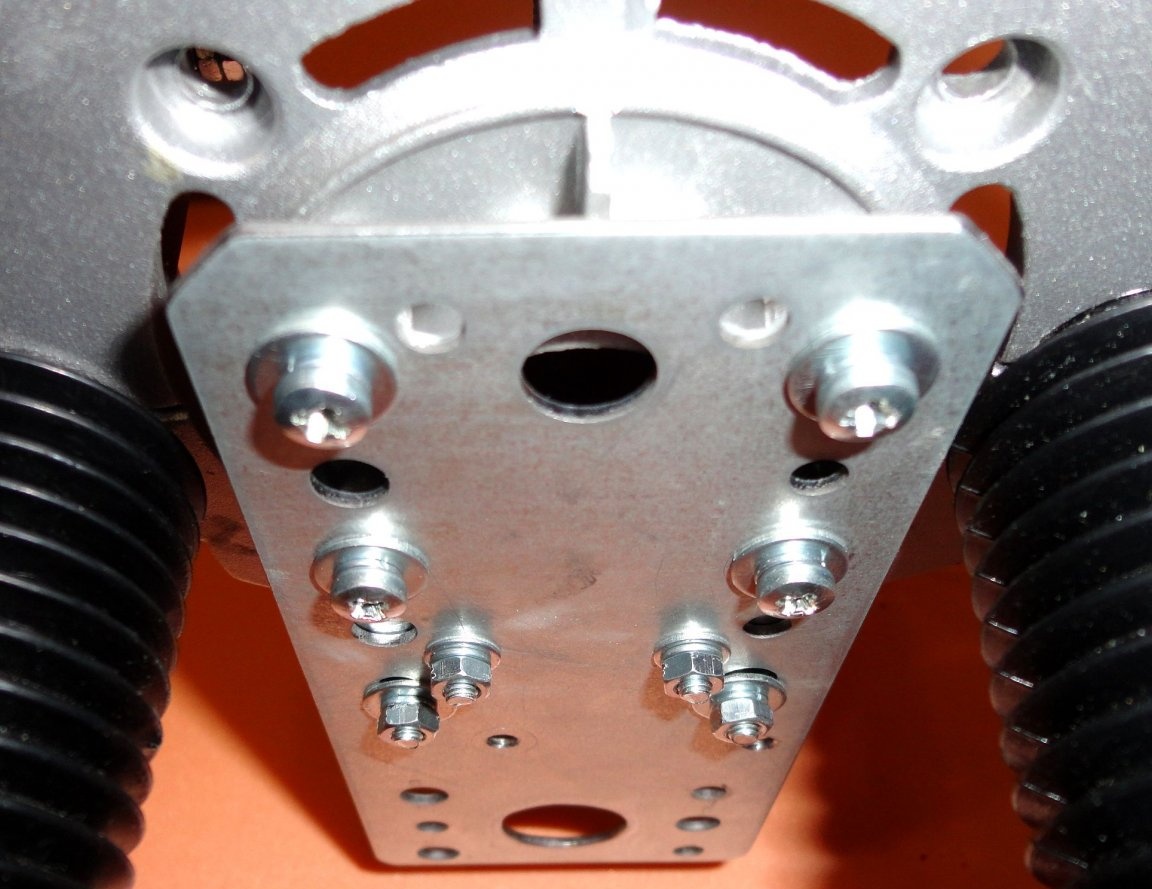
Hållarens bakplatta är fäst på kroppen med två M4-skruvar.
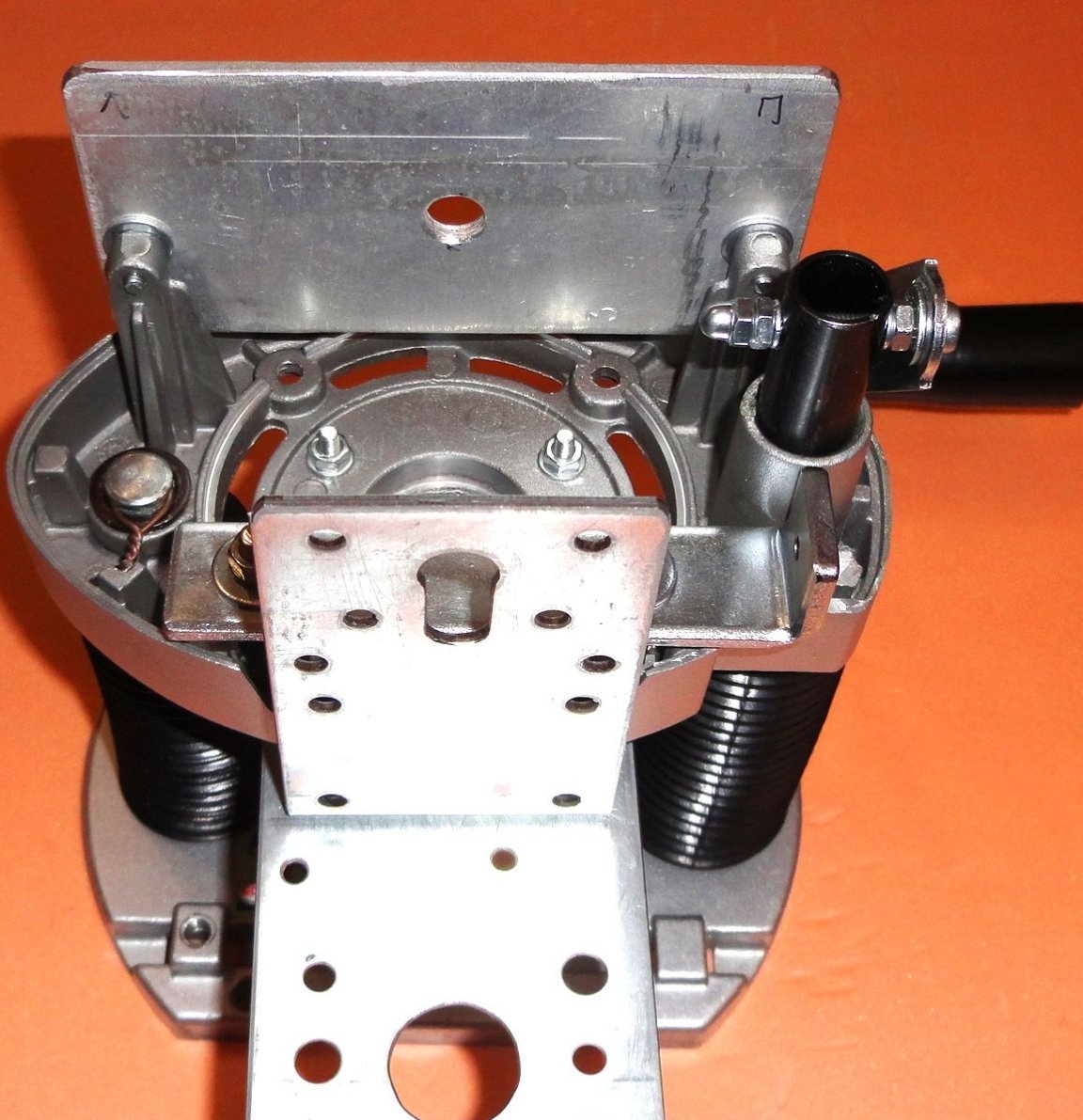
Monterad hållare.
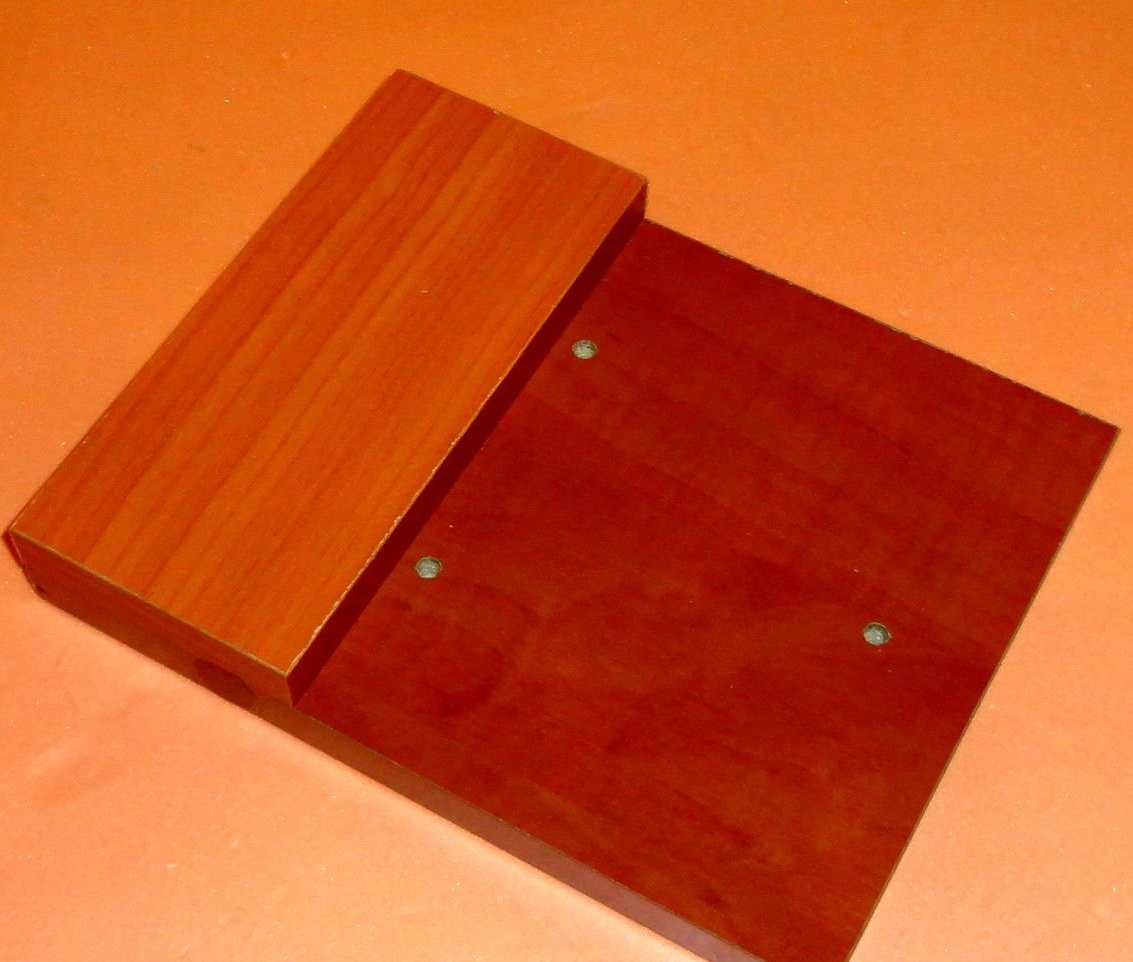
Sängen och stödbordet är skuren från spånskivan och har måtten 225x180x16mm och 80x180x16mm. Självhäftande gummistödlager limmas på baksidan för av möbler. Supporttabellen ändras enkelt till olika alternativ.
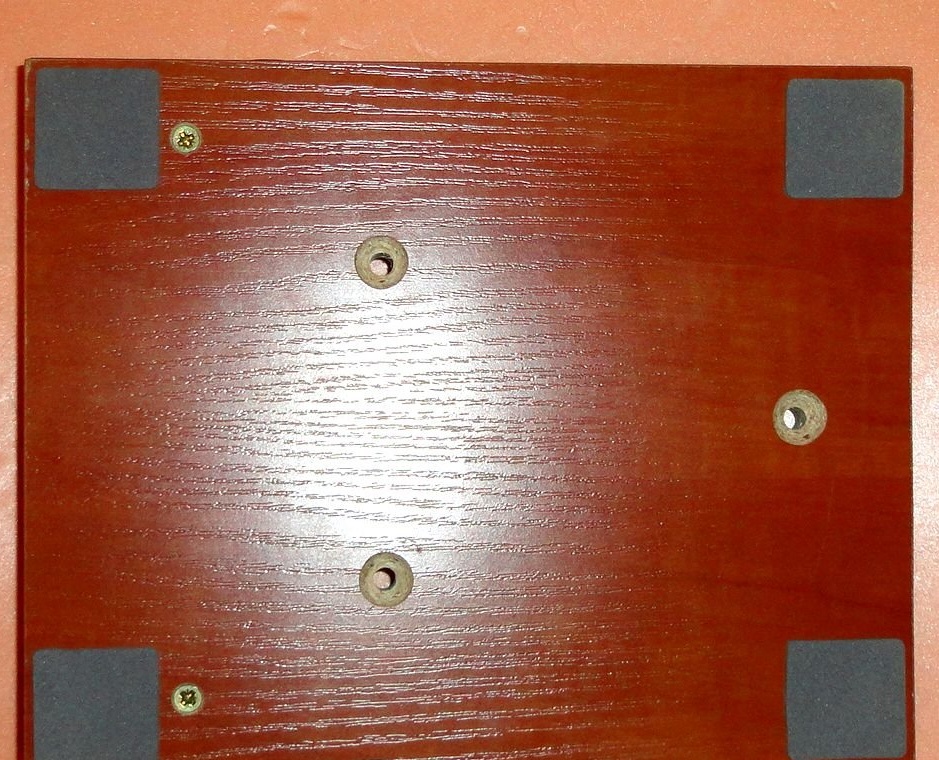
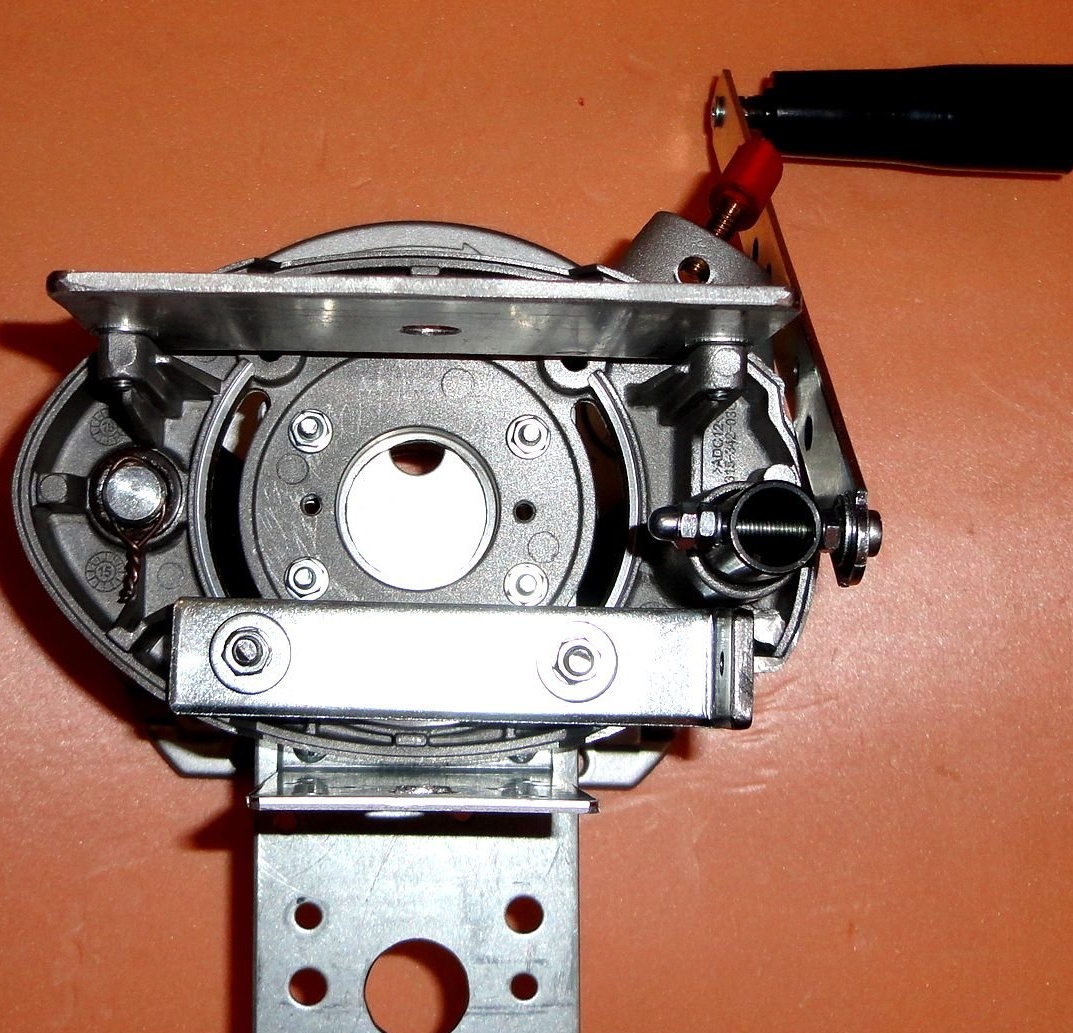
Kvarnets basplatta är fäst på sängen med tre M6-skruvar.
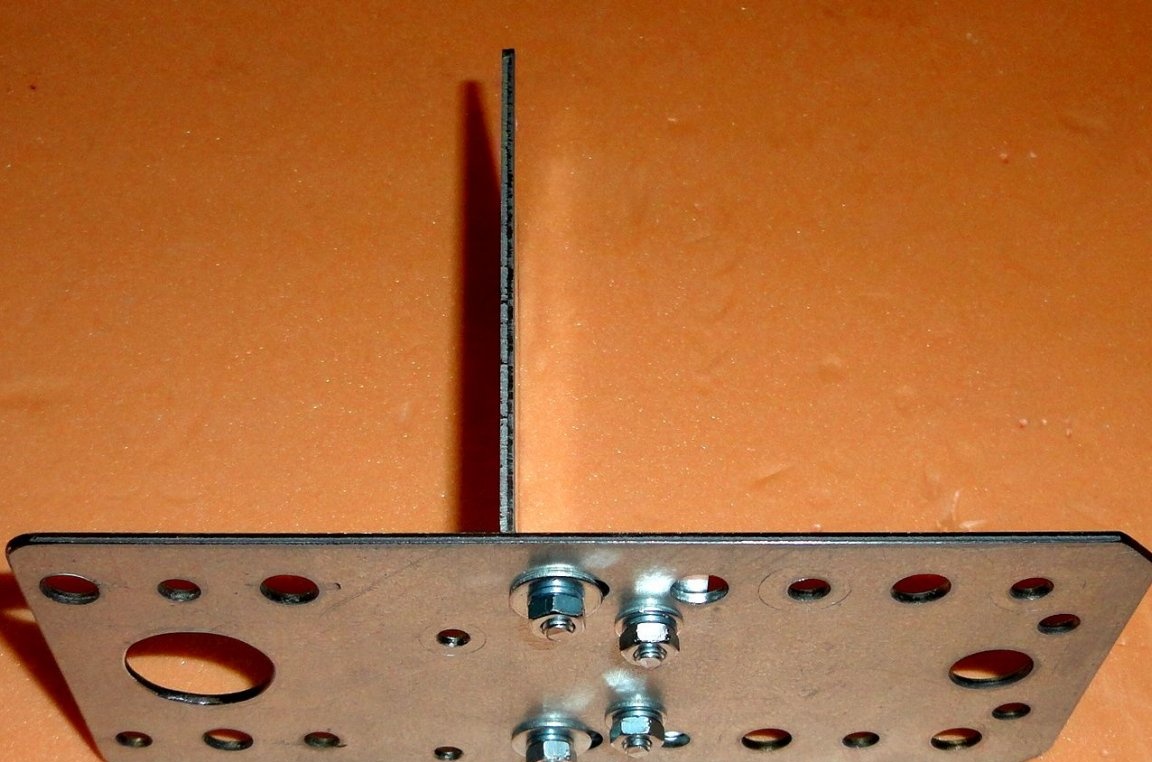
Spakmekanismen är gjord av färdiga monteringsplattor 200x20x2mm och 100x20x2mm, i vilka ytterligare 4 mm hål är gjorda.


De använda axlarna är M4-skruvar. Axlarna på den rörformiga styrningen och det nedre stoppet är styvt fixerade med muttrar och spårbrickor. Dragaxeln roterar fritt. Tvättmaskiner används också för att jämna ut hela mekanismen. Självlåsande muttrar (med gummiinsatser) används också i mekanismen.

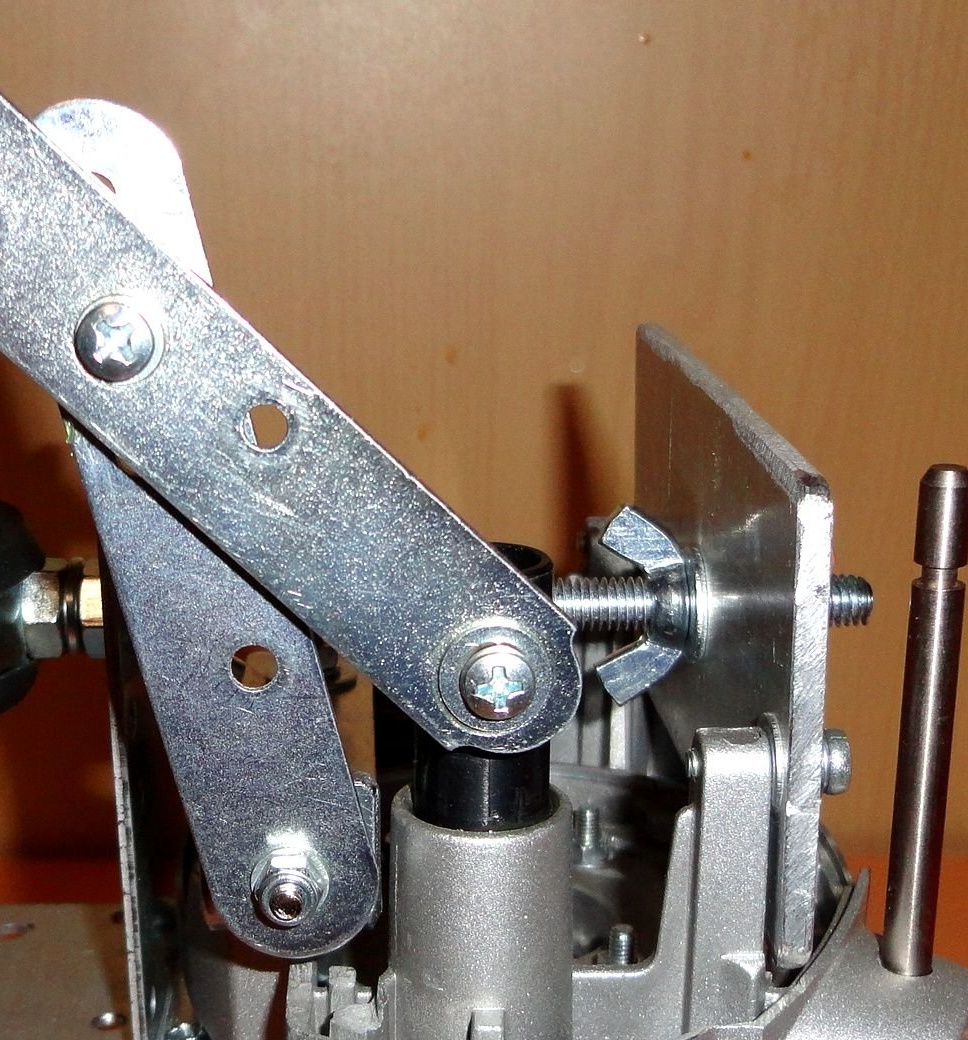
En del från samma frässkärmekanism användes som spakhandtag. Som är fixerad på spaken med en M4-skruv.

För enkelhets skull lämnas ett justerbart djupstopp från frässkären. De rörliga delarna av länken och styrskenorna smörjs. Skruvfästelement tillverkas med graveringsbrickor.
Efter installation av MFI i racket jämnas borrens vinkel relativt stödbordet med de bakre justeringsmuttrarna.
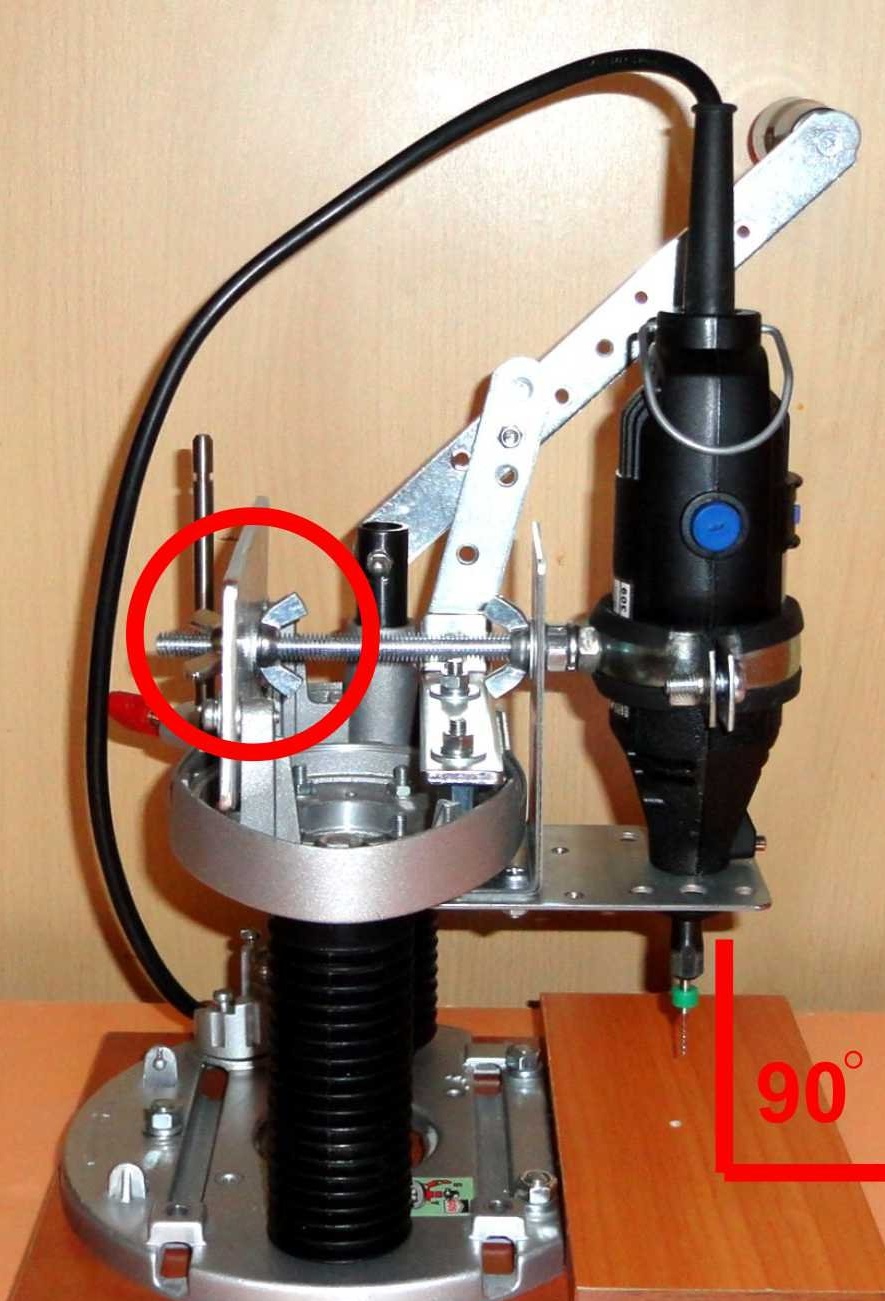
Designen är mycket stabil. Spakens axlar valdes framgångsrikt, kroppens rörelse längs styrningarna är lätt och smidig. Inget motreaktion märks. Borras med en borr 0,3 mm, borrningen leder inte. Det är möjligt att borra utan föregående grop, vilket är bekvämt med LUT-teknik för tillverkning av kretskort. Spaken ger maximalt slag längs styrningarna.
Tyvärr förlorades låsbrickan monterad på skenan, tillfälligt ersatt av vridning av ståltråd.
eftersom vid utformningen av spakmekanismen används standardprodukter, då vid slitage finns det inga problem att byta ut utan onödiga problem. Jag gjorde inte bakgrundsbelysningen, eftersom när jag arbetade vid skrivbordet räckte ett skrivbordsljus.
När jag arbetade med den här produkten minns jag också en sovjetisk metallbarndesigner, där det fanns ett gäng delar med hål, kuggar och nötter !!!
Om du behöver ytterligare information, skriv till postkontoret, jag kommer att försöka vara säker på att svara.
Feedback, förslag och kommentarer är mycket välkomna.