
I den här artikeln kommer författaren till YouTube-kanalen "TOKARKA" att berätta hur han skapade en halvautomatisk slagkraft.

Material.
- Bokträ timmer
- Stålstång, fjäder
- stålrör
- Mässing tomt
- Gammal kran
- rostfritt stålremsa
- Andra lim
- Tvåkomponent epoxylim
- Zinkflöde, lod
- motorolja
- Fläck
- Sandpapper.
verktyg, används av författaren.
- Vrid- och borrmaskiner
—
- strippskiva för kronblad
- Lerka, tryck
—
—
- Fil, rasp, fil, hammare, skruvstång, pincett
— .
Tillverkningsprocess.
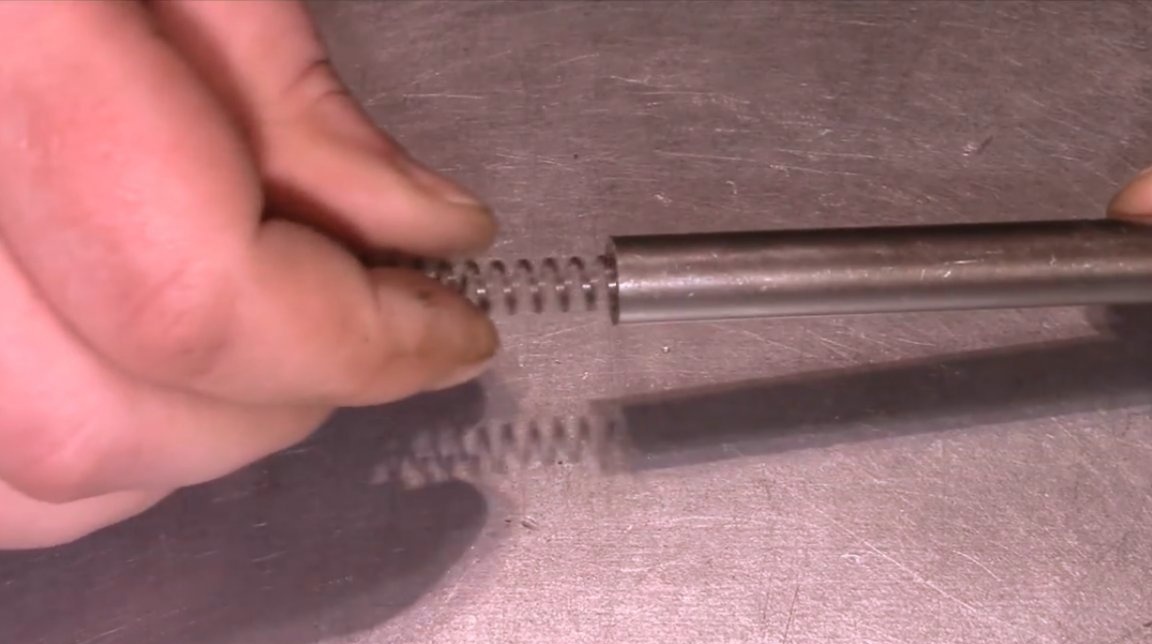
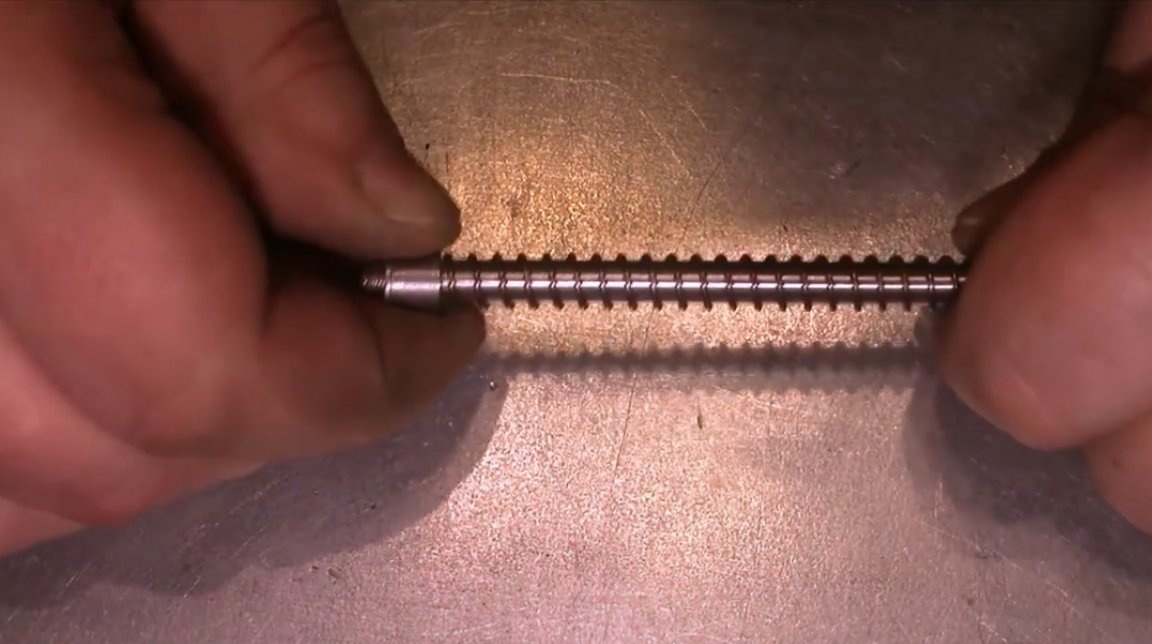
Först behöver du två huvudelement - en fjäder som fritt kommer in i röret.
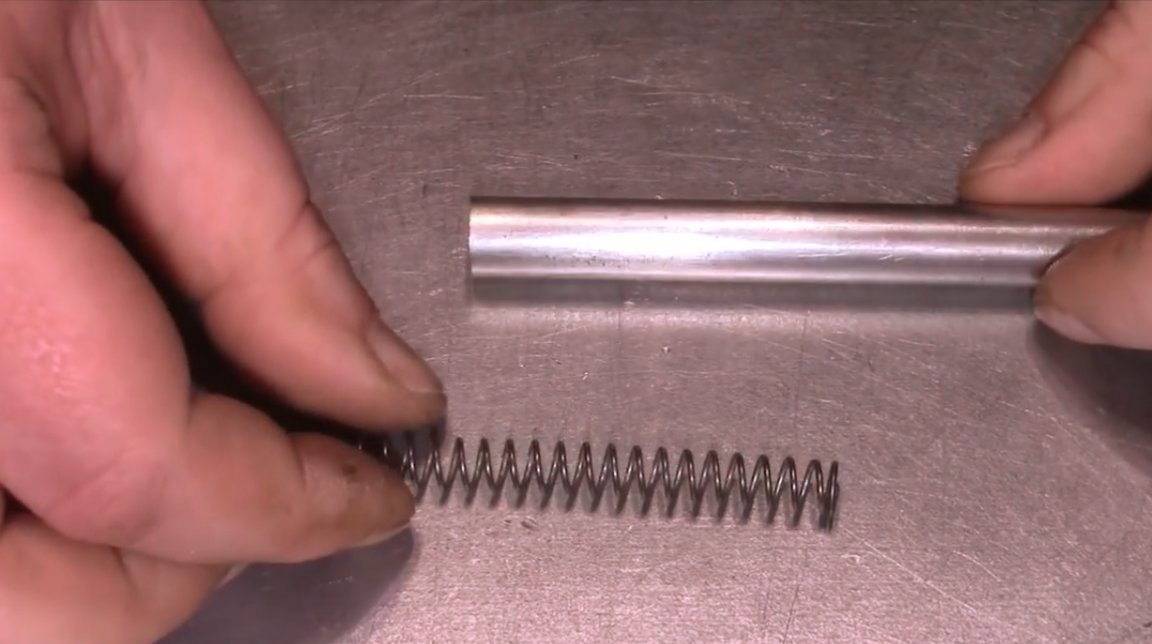
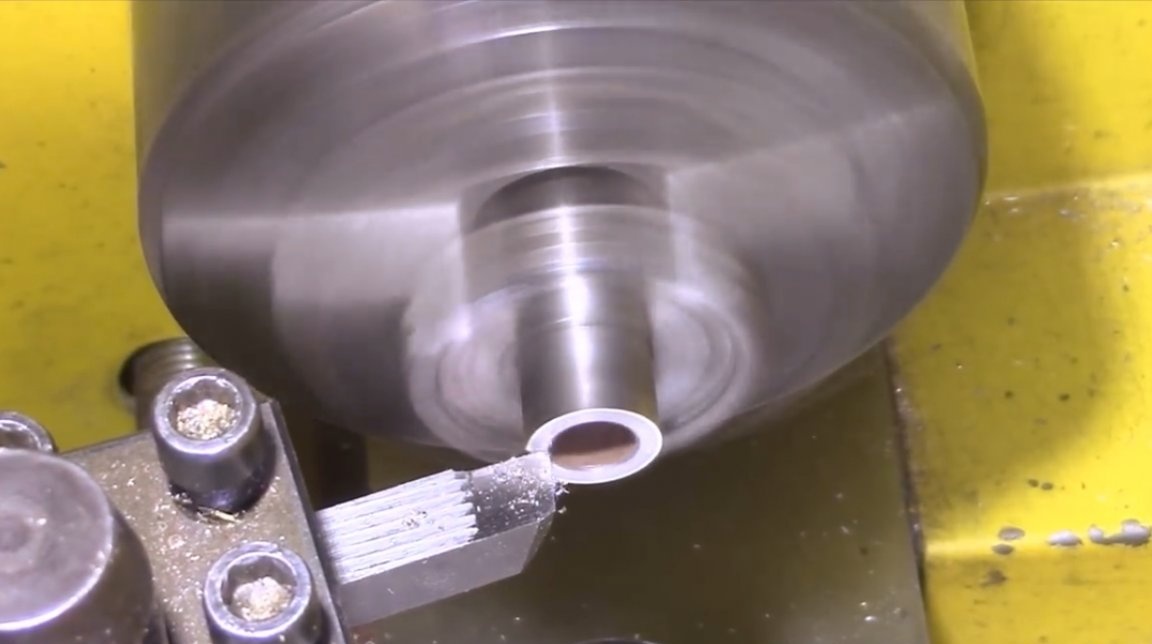
En kant på röret är inriktad, röret skärs med en längd på 130 mm.
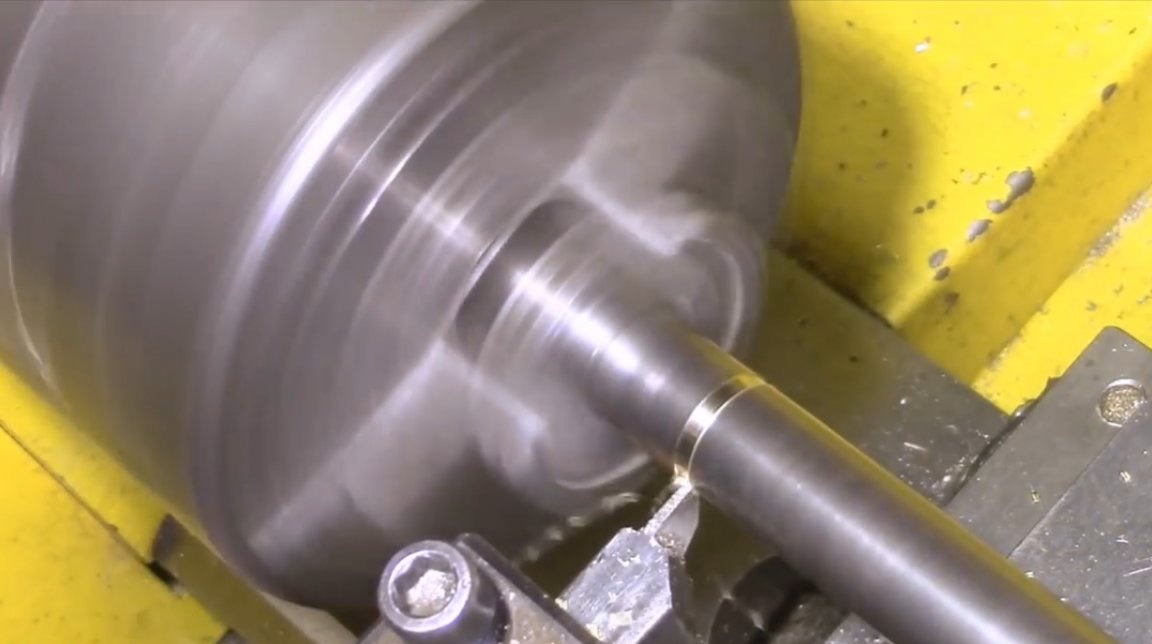
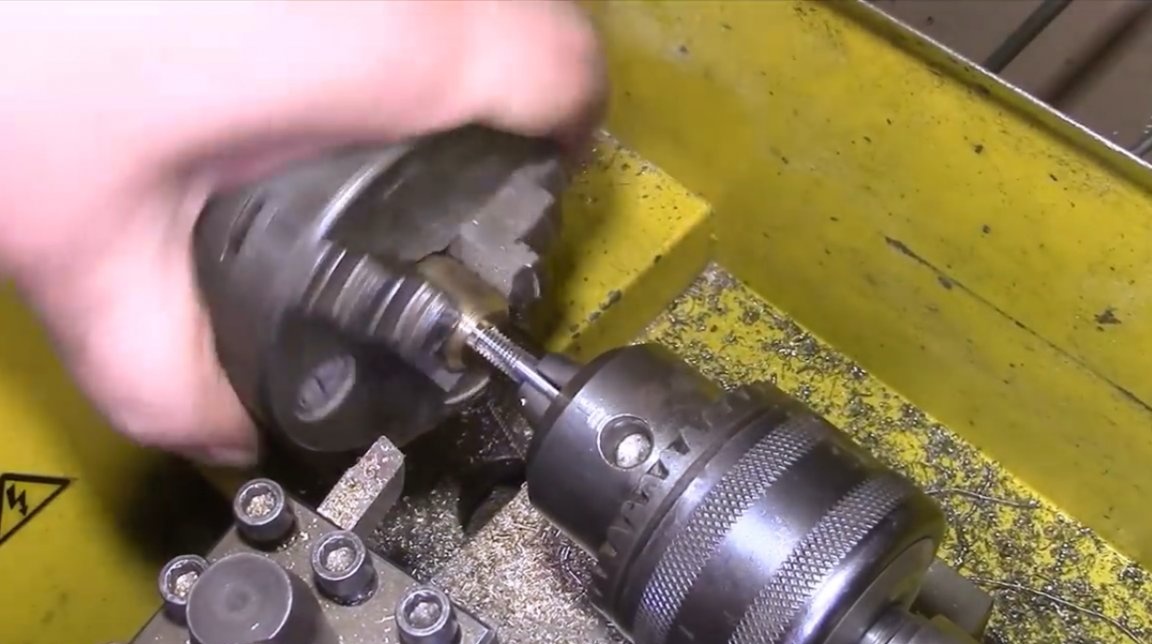
Stålstången vrids så att en fjäder bärs på den.


I ena änden av stången skärs en M6-gänga.
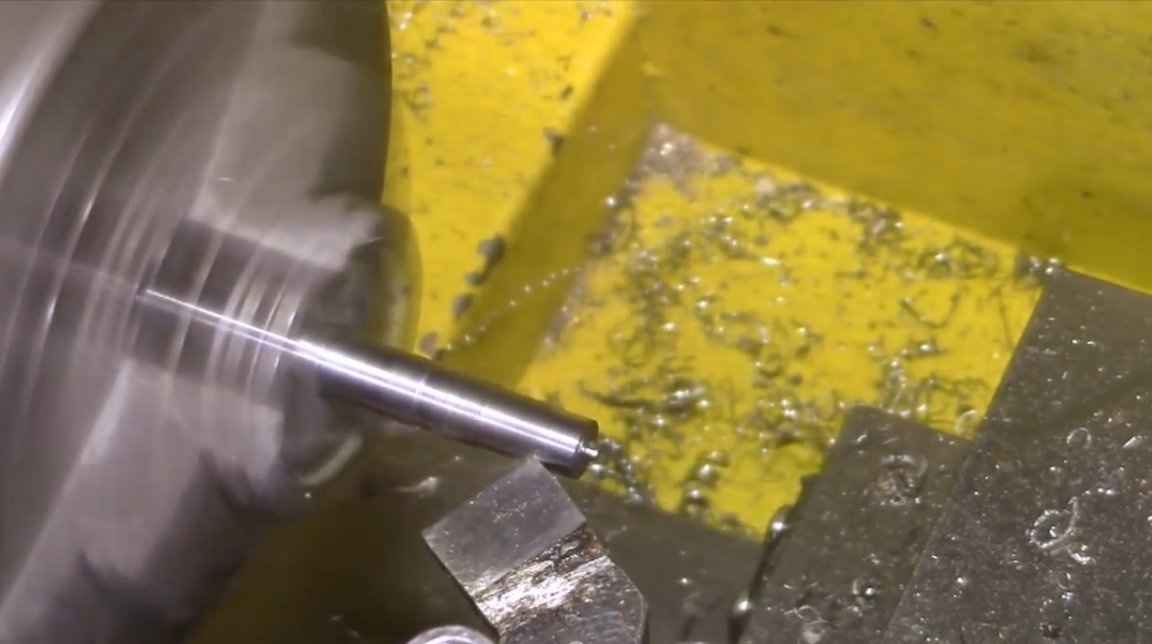

Barens yta är slipad med fint sandpapper.


Den resulterande kolven kommer att vara en del av slagmekanismen.

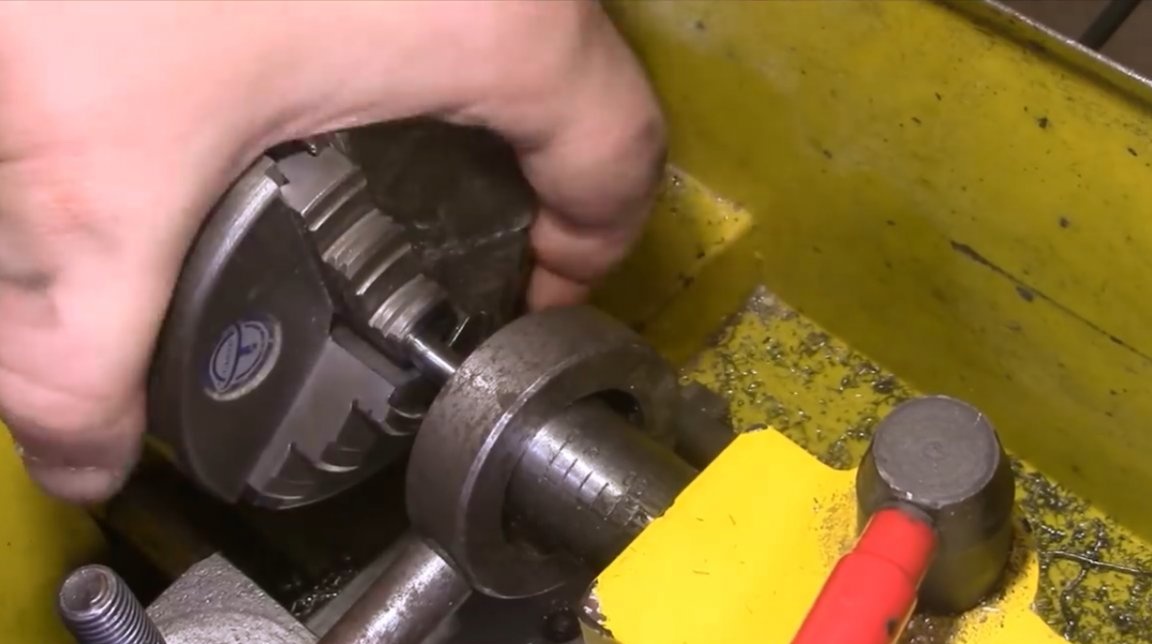
Som svarfjäderblockare slipar befälhavaren en speciell plugg - en hylsa.


Nu kolven med fjädern sätts in i röret och blockeras av en propp.

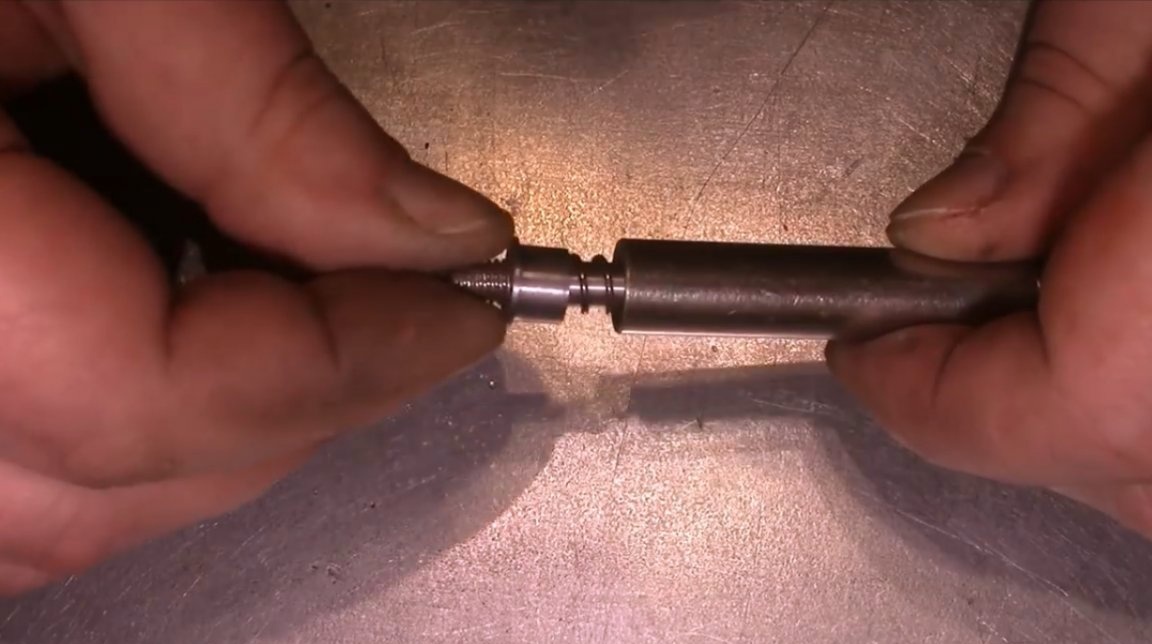
Från mässingsskivan slipar ett handtag, för vilket slagmekanismen kommer att haka. Den skär M6-tråden i den.






Handtagsytorna är slipade och polerade.


Författaren samlar först slagmekanismen.


Huvudhandtaget är tillverkat av runda timmer i bok, ett hål borras i det, så nära rörets diameter som möjligt. Om detta inte fungerar kan röret fixeras med epoxi.

Sedan pressas röret in i handtaget på handtaget.

Handtaget slipas till önskad form och slipas med sandpapper.




Rörets och handtagets diametrar sammanträffade mycket bra, och befälhavaren var tvungen att hitta en stång för att pressa ut röret.


Nu är handtagsytorna impregnerade med fläckar, torkade och slipade med fint sandpapper.
Efter torkning appliceras ett epoxiharts utspätt med ett lösningsmedel. För att påskynda torkprocessen kan du värma ytan.



Det är dags att löda röret och pluggen.


Som ett flöde för lödning av järnmetaller rekommenderar författaren användning av zinkklorid. Du kan plåta ytor med vanligt lod.


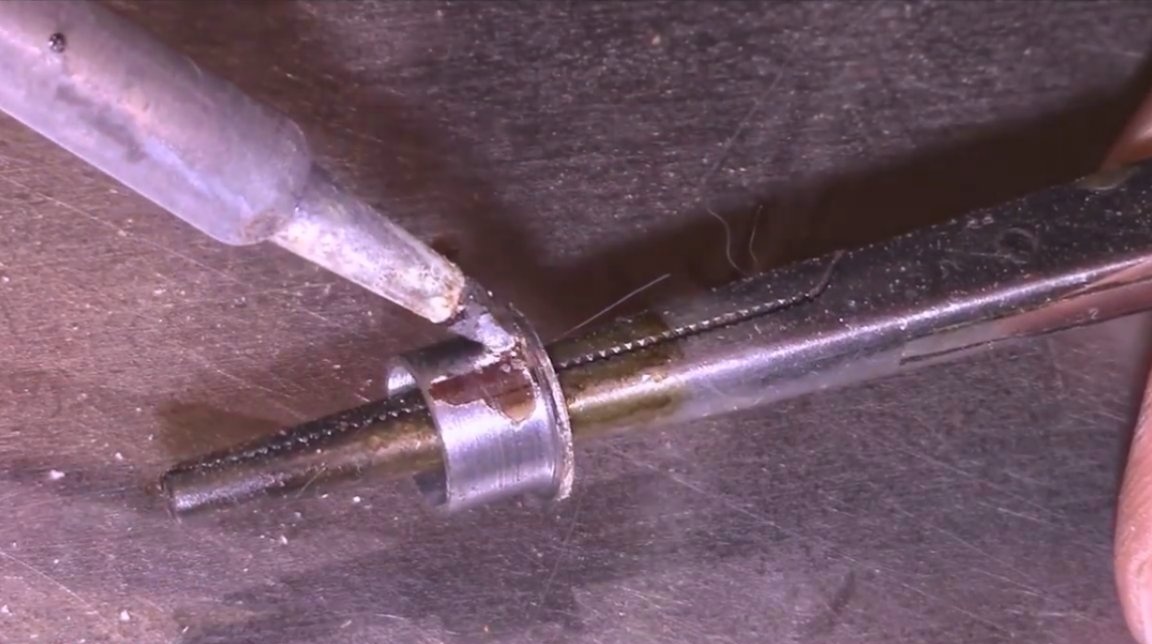
Nu kan du ansluta delarna och värma dem med en gasbrännare.

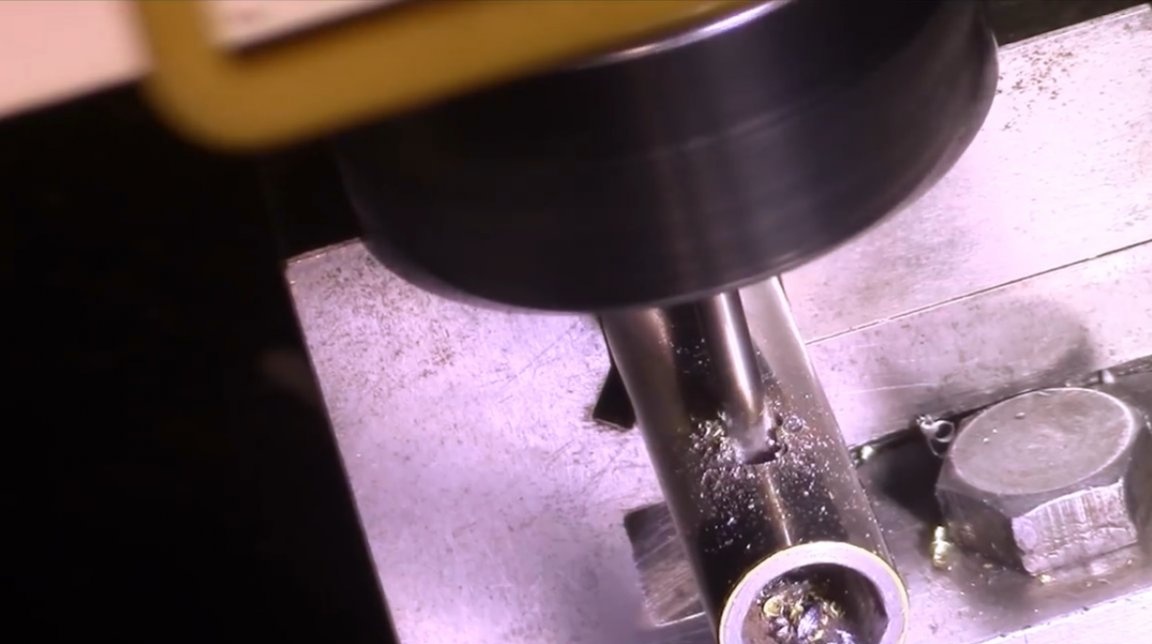
På rörets yttre yta gör han flera ringformade spår för bättre grepp med handtaget och limet.

Flera hål borras i framsidan av röret, och sedan är kanterna i linje med en fil.
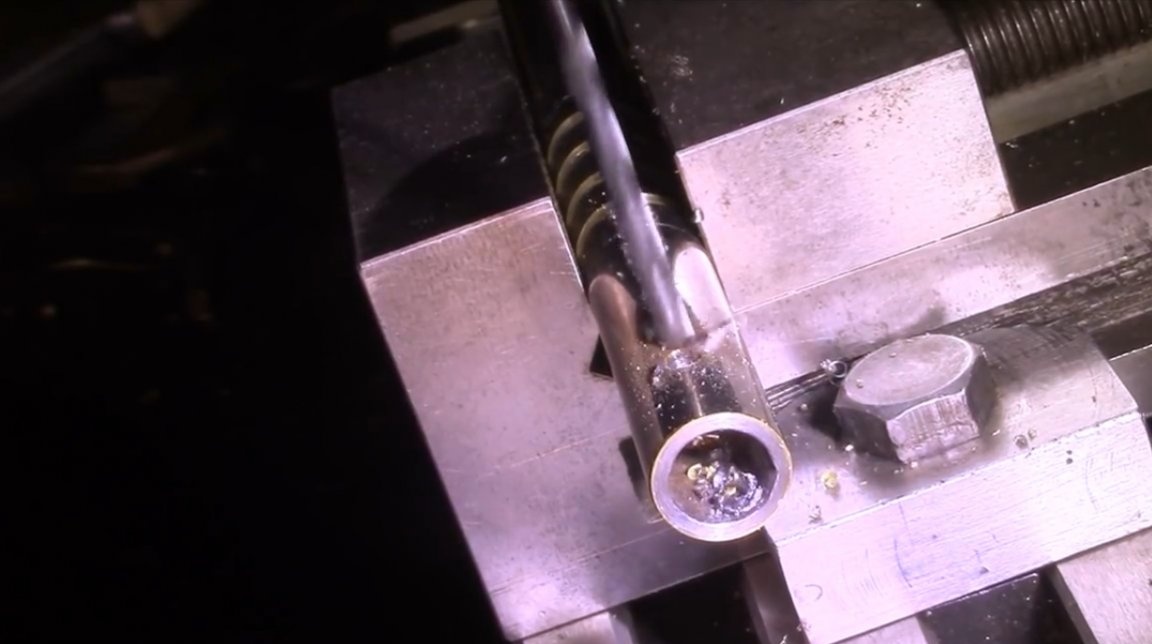

För bättre motståndskraft mot chockbelastningar måste en boll lödas till kolvens näsa.

Nu måste du borra kolvens näsa till en diameter på 5 mm.

Därefter gör befälhavaren ett övergångstips från en värmebehandlad stålstång.





Borra ett hål med en diameter på 3 mm för en stift.

Med hjälp av en blad för strippning av kronblad, skärps den gamla kranen, det kommer att vara det viktigaste tipset.

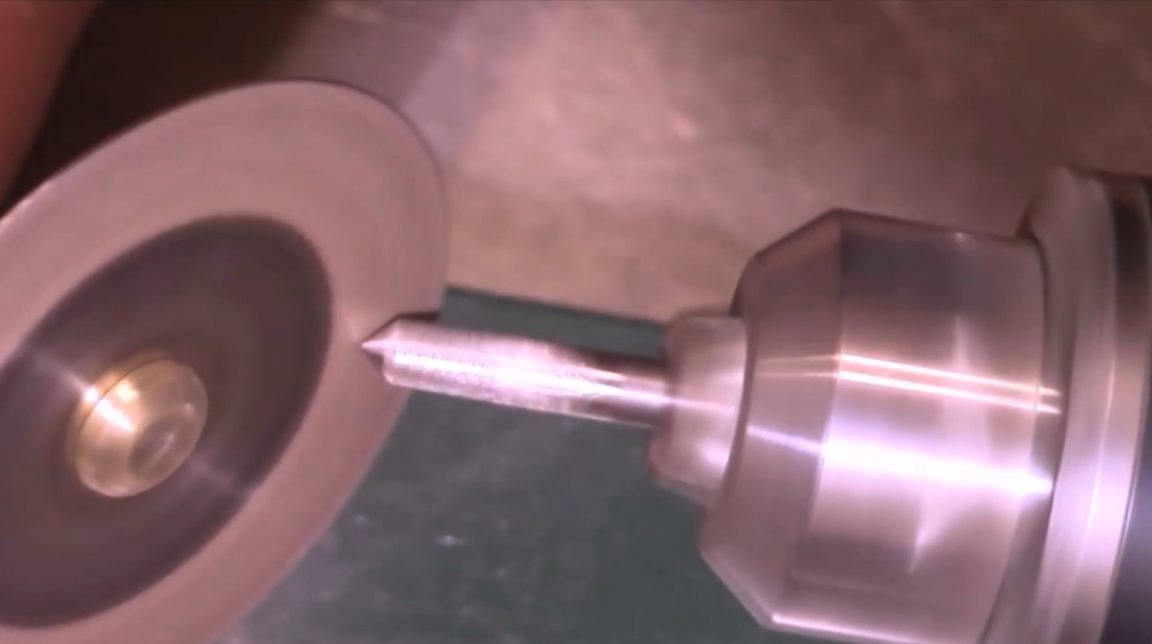
Den skärpade kranen lödas i adaptern. Bollen är också lödd till kolven.



Så huvuddelarna i mekanismen är nästan redo.


Efter att ha täckt rörets yta med epoxi pressar han den in i handtaget.

Täpper låsstiftet i spetsen.

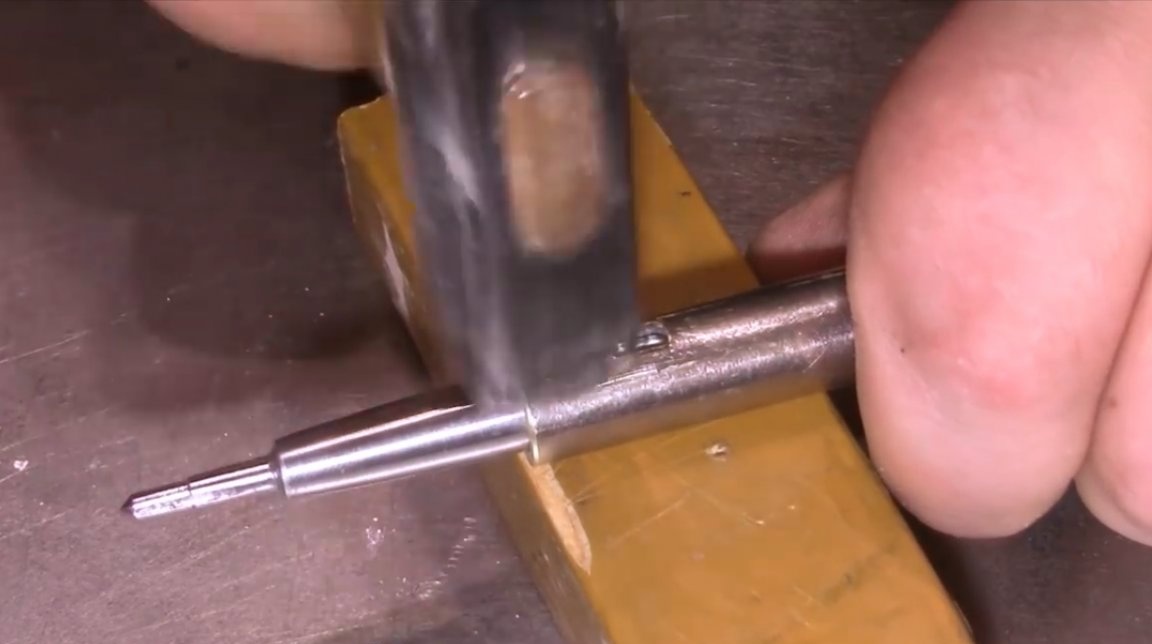

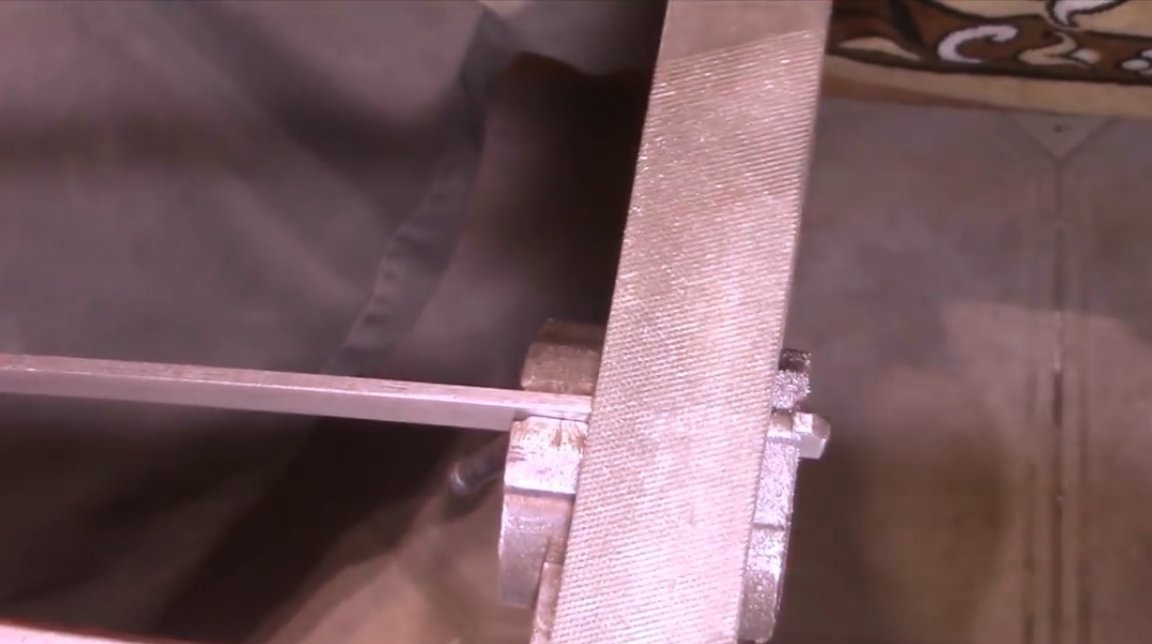
Nu måste du klippa spåret för avtryckaren och även borra ett tvärgående hål för axeln.



Alla slitsar är impregnerade med andra lim.

Författaren själv kommer att göra avtryckaren från det trimmade spett.


Tillverkningen av denna del sker enligt följande.

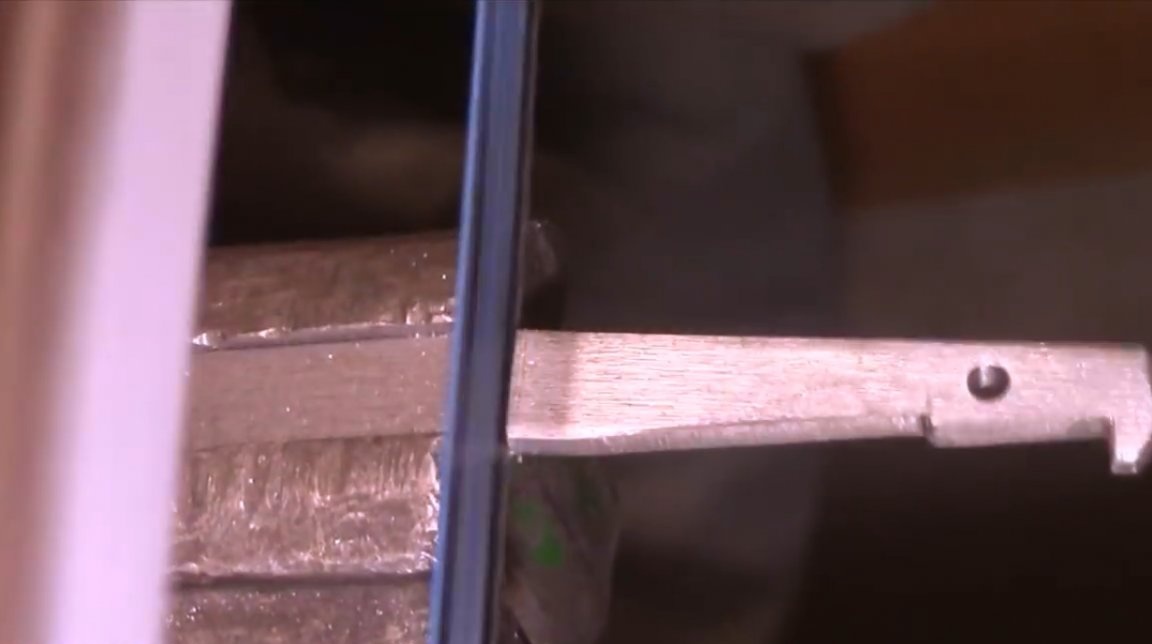
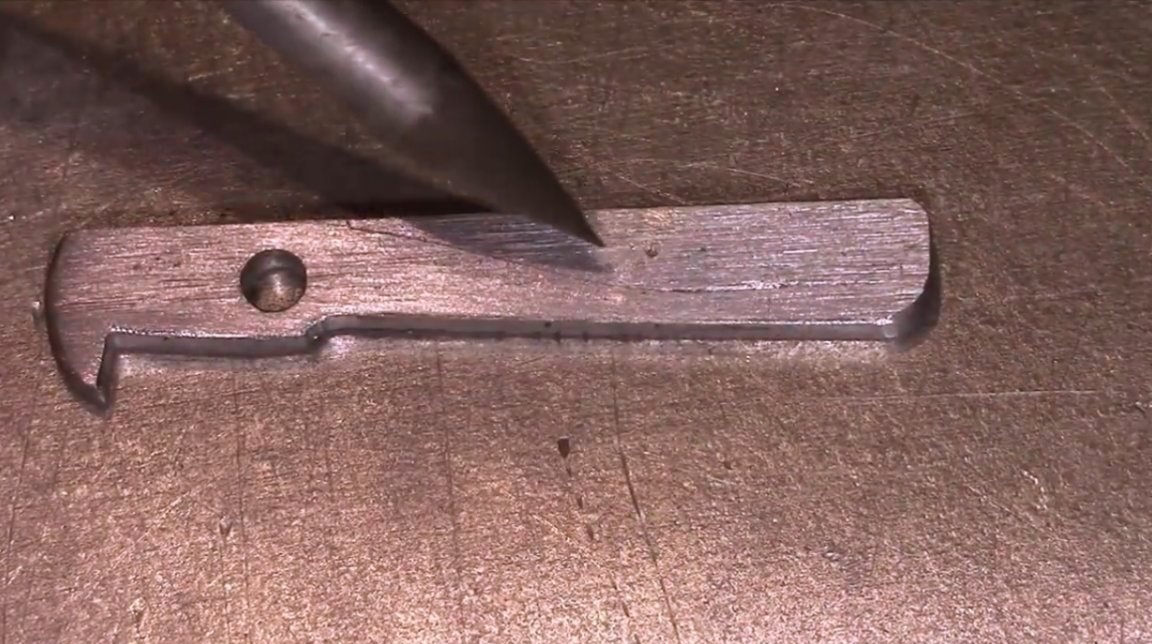

Ett tunt hål borras i handtaget och en fjäder från tändaren sätts in i det.


Alla delar är klara för montering!

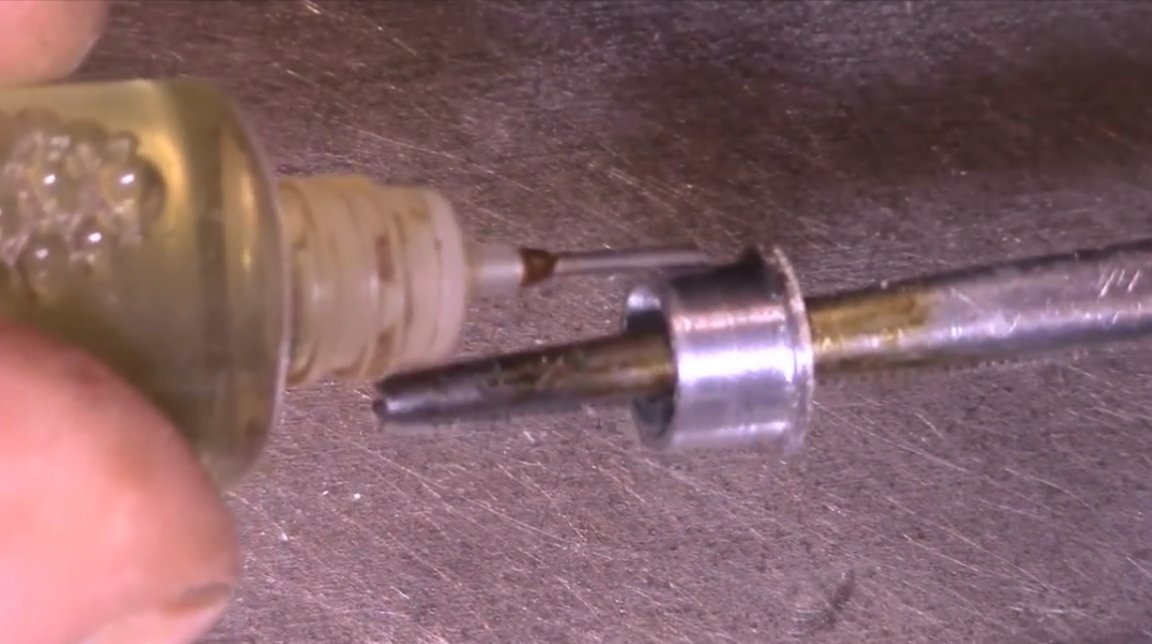
Befälhavaren applicerar fett på slagmekanismen. Och handtaget vrids med ett andra lim.



Låser avtryckaren med en stift.

Häftar mekanismen och försöker slagkraften.


Ganska djupa märken finns kvar på aluminiumplattan. Samtidigt kunde den automatiska kinesiska kärnan inte ens göra detsamma efter flera upprepningar.



Med en stålbricka - samma historia. Resultatet av ett femfaldigt slag av den kinesiska kärnan är till vänster.


Ja, och med kopparblocket är detsamma. Författarens verktyg kan göra ett anständigt märke i ett exakt slag.


Jag tackar författaren för den goda idén att producera en högkvalitativ halvautomatisk kärna!

Allt gott humör, lycka till och intressanta idéer!
Författarvideo kan hittas här.