
I den här artikeln kommer vi att försöka använda i casting. Vi kommer att hälla mässing, brons och vismut på 3D-modeller tryckta på skrivaren.

Följande instruktioner är hämtade från Fiery TV-kanalen YouTube. Låt oss först försöka kasta en tärning med 20 ansikten. Dessa tärningar behövs i vissa brädspel.
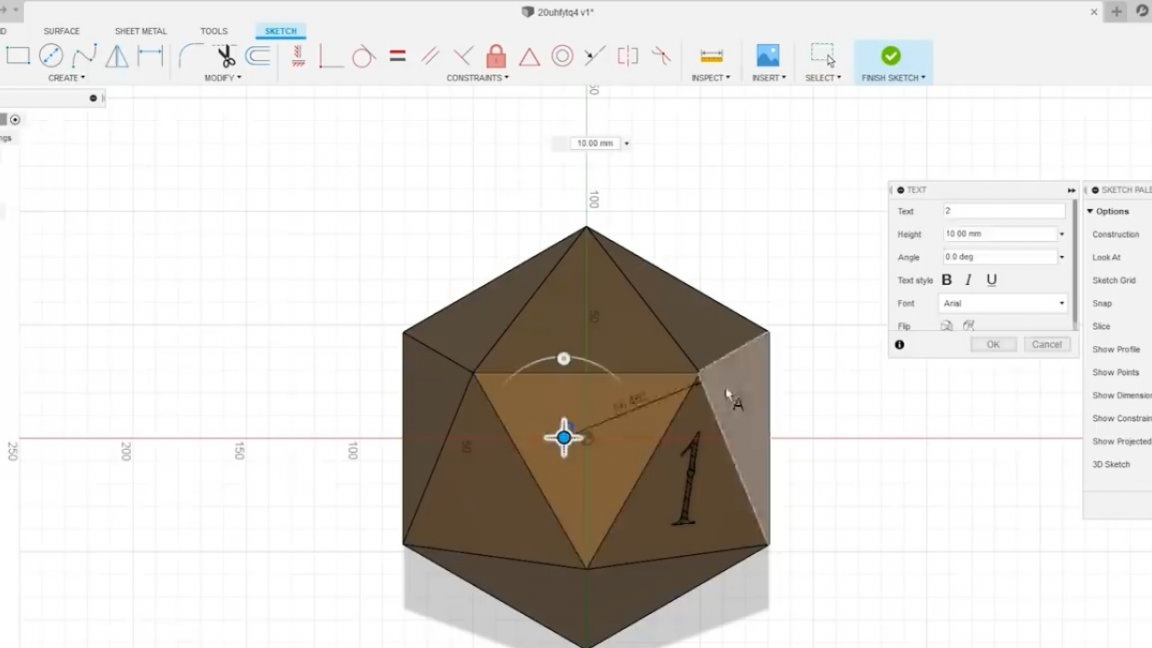
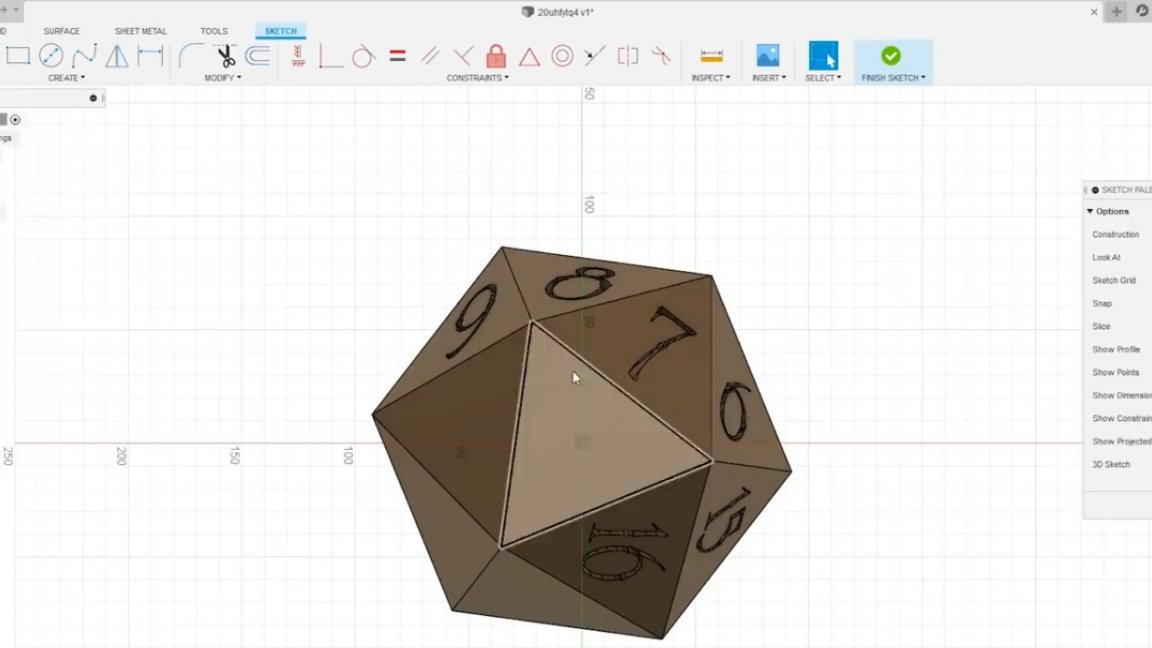
En sådan ovanlig form är bara perfekt för att testa gjutningsteknologi, eftersom detta modellen Den har ett stort antal ansikten, som också finns i olika plan och i olika vinklar. Och förutom ovanstående pryder många små nummer en sådan tärning, för vilken författaren valde ett ganska tunt teckensnitt. I allmänhet har vi många svårigheter och många specifika funktioner framöver.
Det beslutades att skapa en 3D-modell från grunden så att det var möjligt att korrigera modellen efter behov och att öva i 3D-modellering samtidigt.
Författaren tryckte en kub med två halvor och det fanns skäl för det. För det första är det omöjligt att skriva ut små delar utan att blåsa, de överhettas helt enkelt. För det andra är det omöjligt att skriva ut en kub precis som att även med stöd, alla ytor som ser ner visar sig vara för grova och vissa nummer blir till och med oläsliga.
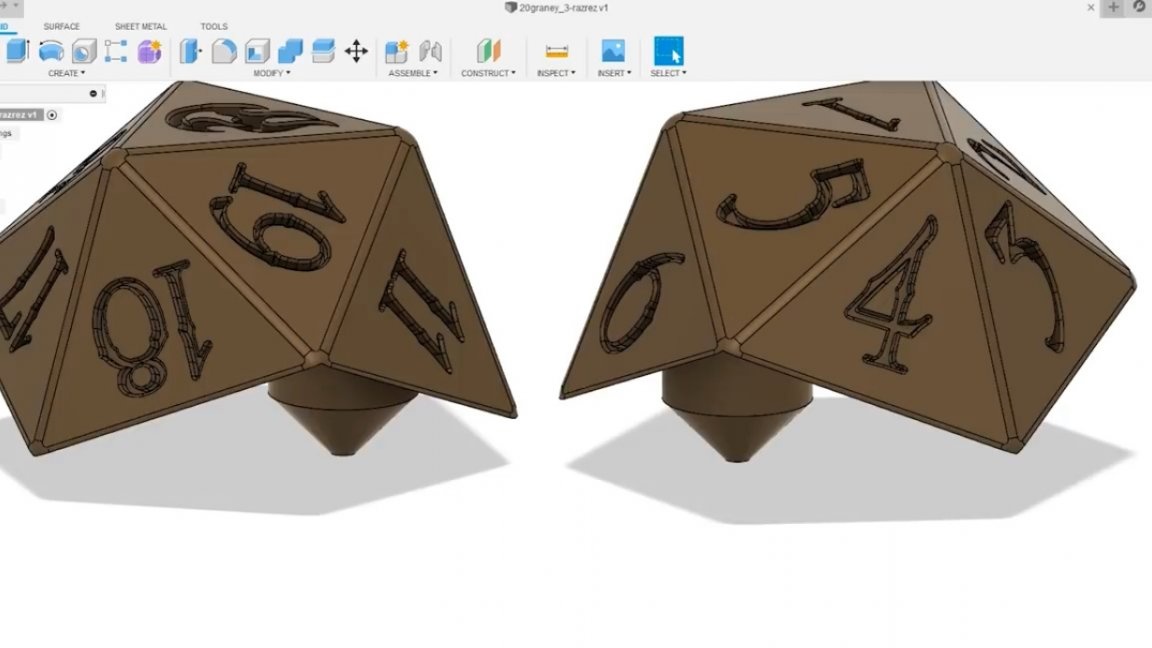

Men som ni ser, i slutändan blev allt ganska exakt, allt passar ihop, det finns inga snedvridningar, kanterna är jämna och siffrorna är perfekt läsbara.
Om någon av läsarna vill upprepa detta projekt, här länken till modellmappen.
Allt trycktes ganska bra, med undantag för små kosyachki i kanterna, men vi fixar det. Nu är det nödvändigt att ta bort resterna av stöden och rengöra det inre planet med en fil för att exakt docka de resulterande arbetsstyckena.

Nästa vi behöver superlim. Efter limning med en kniv blir vi av med resterna av lim.

Men fogen är fortfarande inte så snygg, den måste kittas. Alla samma superlim kommer att fungera som kitt. Vi sätter den på skarven och väntar på dess fullständiga polymerisation.


Efter det är det nödvändigt att noggrant anpassa kanterna till en fil. I allmänhet hände en sådan sak i detta skede:

Ytan på kuben är inte slät och ganska grov, den måste jämnas ut. Som du vet är PLA-plast löst i diklormetan.I sin rena form är det ganska problematiskt att köpa detta ämne, så det beslutades att använda en sådan färgborttagare:

Diklormetan har använts som huvudingrediens i denna produkt. Använd extremt försiktigt ett tunt lager av detta verktyg med en borste och jämn ytan lite med fingrarna.


Det viktigaste här är att inte överdriva det, eftersom vi bara behöver bli av med grovheten så att silikonen inte klistrar fast vid plasten. Detta följs av ett mycket avgörande steg - det är nödvändigt att göra intryck av tvåkomponents injektionsgummi, samtidigt som du säkerställer att fogen på de två halvorna av formen passerar längs kanten på kuben.


Gör omedelbart spruenkanalerna. För att inte bry oss om att söka efter ytterligare material, kommer vi att göra murens väggar av skulptural plasticine.
Därefter måste du bearbeta ytan. För detta ändamål är det bäst att använda den vanligaste vaselin, men författaren bestämde sig för att behandla ytan med silikonfett, eftersom den applicerades med en borste under ganska lång tid.

Därefter måste du förbereda silikongummi. Blanda det noggrant med en härdare.



Efter ett par timmar kan du fylla i andra hälften. Vi gör också väggarna i skulpturell lera. Därefter applicera en separator, författaren använde samma silikonfett, men som det visade sig förgäves ...

15 timmar gick och allt slutligen polymeriserades. Väggarna i plasticin är ganska lätta att separera, men silikonen fastnade ihop, silikonfett hjälpte inte. Det är synd naturligtvis, men ingenting kan göras, du måste klippa det.

Det är nödvändigt att klippa så att man får så många utsprång, spår och svängar som möjligt. Enkelt uttryckt att ha så många oegentligheter som möjligt.
Anslut sedan halvorna till varandra och fäst med gummiband. 10 elastiska band håller två halvor perfekt tillsammans. Författaren fäst först formen med elektrisk tejp, men ersatte den sedan med de nämnda elastiska banden.
Därefter måste du smälta paraffinen. Författaren använder paraffinvax för ljus, han säljs direkt i paket.

Men för gjutning är det fortfarande önskvärt att köpa rätt paraffin, som används i smycken. Sådan paraffin har större styrka och krymper praktiskt taget inte.

Efter kylning är det nödvändigt att ta bort paraffinmodellen från formen.

Allt verkar vara bra, men grankanalerna bröt av omedelbart. Fortfarande är denna paraffin inte särskilt lämplig för denna roll. Därefter gör vi formen av gips. Häll gipset i den förberedda behållaren (i detta fall i en skuren aluminiumburk). Sedan doppar vi ner paraffinmodellen ungefär hälften av dess höjd och väntar på att gipsen fryser. Sedan lödar vi grankanalerna och fyller modellen med gips till slutet.
Efter att gipsen har stannat kan du börja ta bort paraffinen från formen. När den upphettas smälter paraffinet och överskottet vatten börjar komma ut ur gipsen.

När allt paraffin har tagits bort lämnar vi formuläret på kaminen i ett par timmar så att det är helt torrt.

Nu kan du fortsätta direkt till gjutningen. I en bit av ett gasblock gör vi en fördjupning och placerar ett glas rostfritt stål där som en degel.
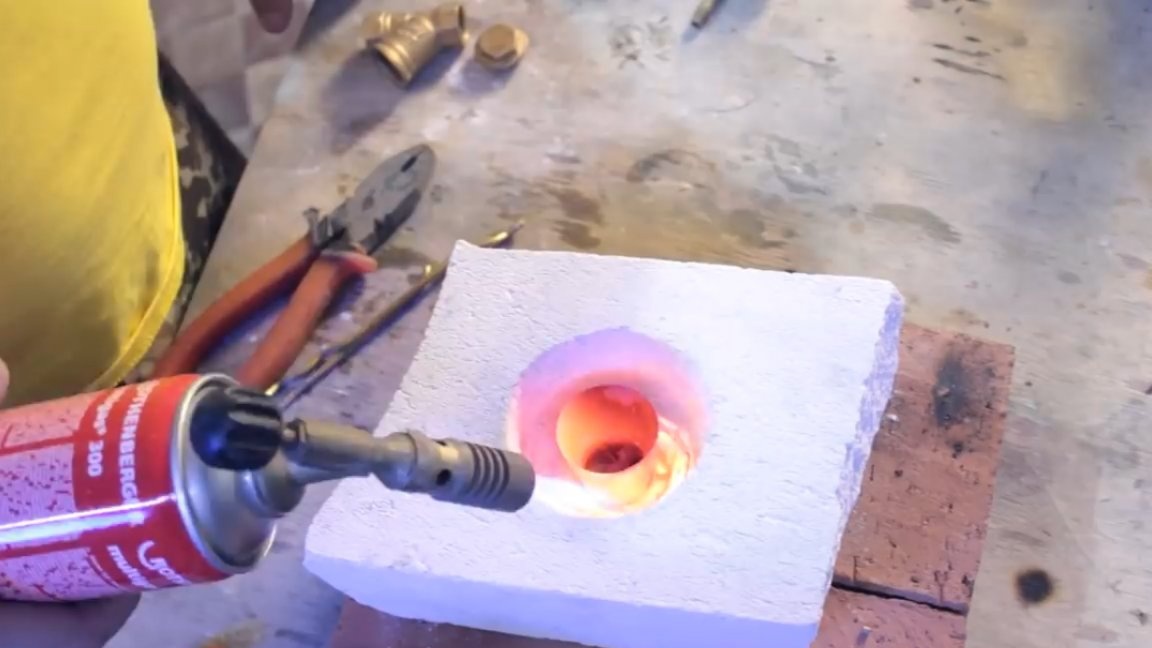
Rostfritt stål värms upp ganska snabbt och det är ganska bekvämt att smälta metallerna i det.
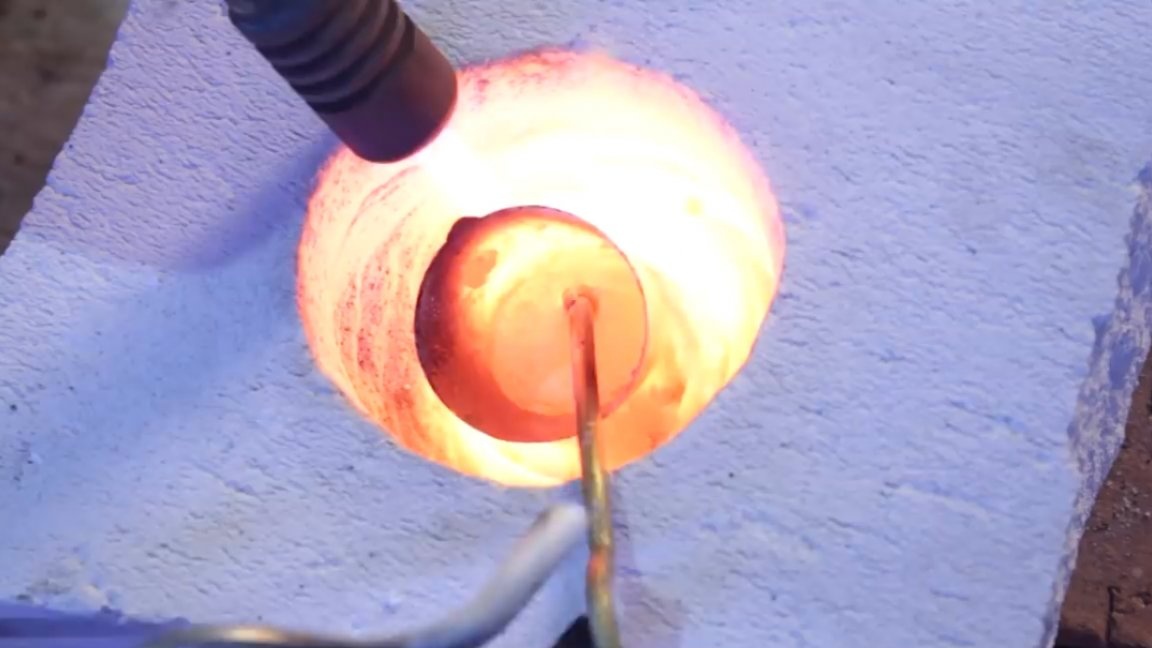
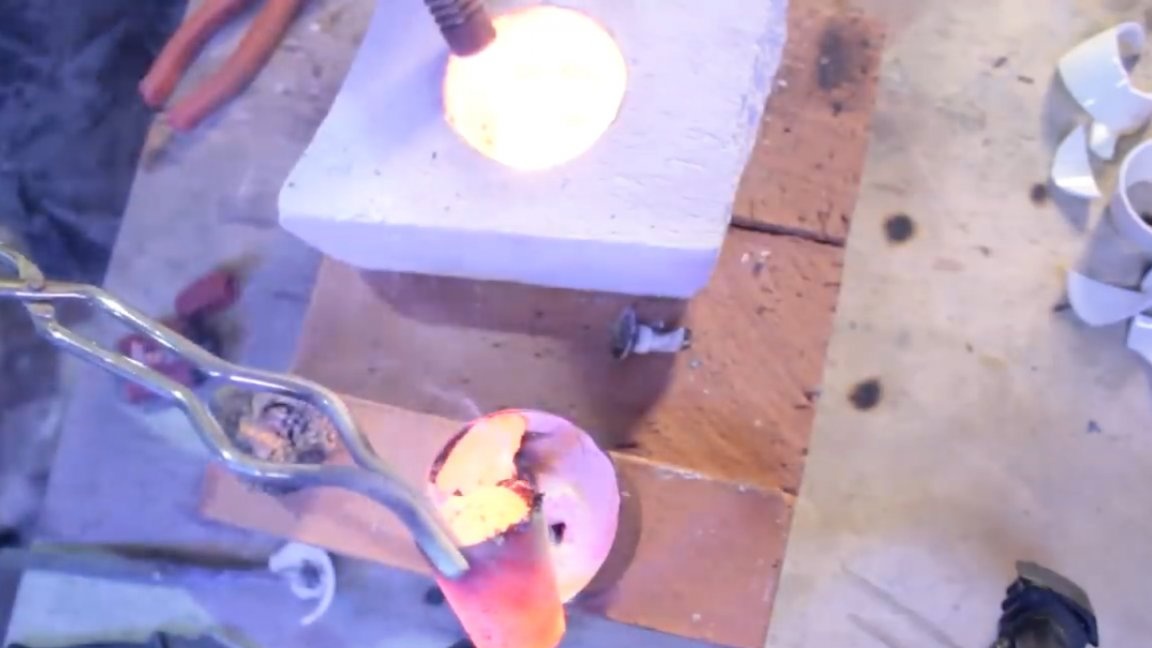
Författaren bestämde sig för att försöka smälta mässingen och omedelbart göra en gjutning. Lödstavar och höljet i det gamla vattenfiltret valdes som råmaterial. Men metallen var inte för flytande, den kunde inte gå ut genom den andra grindkanalen. Generellt sett förstod inte resultatet vad.


Men du måste erkänna att det är ganska svårt att gissa vad som väntar dig när du smälter en okänd mässingsdel. Därför beslutades att göra vår egen gjutlegering. Den har 81% koppar och 19% tenn. Den resulterande bronsen på grund av det höga halten av tenn lämpar sig väl för gjutning och smältning vid en temperatur av 880 grader.
Tyvärr var den resulterande legeringen inte tillräcklig för hela gjutningen. Men låt oss fortfarande titta på resultatet.



En helt annan sak! Alla detaljer är tydligt lästa. Det finns lite konkavitet i ansikten, men det beror på krympning av paraffin vid kylning. Du kan också se små bubblor, de beror också på paraffin.
Slutligen beslutades att kasta en kub från vismut. Vismut är en lågsmältande metall med god fluiditet.

Lite sandpapper och filtcirkel och vi får följande resultat:



Sådana gjutningar visade sig. Naturligtvis måste du arbeta lite mer med tekniken och allt kommer att bli mycket bättre. Med hjälp av denna teknik kan du hälla allt från brons till 3D-modeller som skrivs ut på en skrivare. Det är allt. Tack för din uppmärksamhet. Vi ses snart!
Författarens video: