

En autoklav är en anordning inom vilken olika kemiska och fysiska processer äger rum under påverkan av temperatur och högt tryck. Sådana enheter används inom olika områden inom industri och vetenskap. I livsmedelsindustrin används autoklaver för produktion av konserverat kött. Det var för detta ändamål som författaren bestämde sig för att göra en autoklav hemlagad.
Verktyg och material.
-Bolgarka
-Drel
- 12 tums biltur
- Stålklämmor 300 mm
-Termometr
-Manometr
-Boltkrok
-Gängade kopplingar
Säkerhetsventil
-Kameraventil

Författaren till den hemlagade beskriver två alternativ. Under driften av den första hemlagade identifierades vissa designfel, så det slutfördes. Här kommer vi att överväga den andra förbättrade versionen av autoklaven. Eftersom autoklaven arbetar under tryck upp till 3,5 bar är det nödvändigt att stärka kolven så att den inte spricker.
Steg 1. Stärk den centrala delen.
För att stärka den centrala delen använde författaren stålklämmor. Han installerade fem klämmor på lika avstånd från varandra och drog av dem.

Steg 2. Förstärka botten.
För att stärka kolvens botten använde författaren en 12-tums fälg från Oka.

Först klippte han hårddisken enligt märkena. Resultatet är tre delar. För en autoklav behövs två sidor. Genom kommer att gå till den övre delen av burk och med fästplanet till den nedre.

En cirkel med en diameter på 28,5 mm skärs ut från ett 8 mm metallskiva (i den första utföringsformen, 5 mm, men vid ett tryck av 3,5 bar började 5 mm-skivan att böjas). Tar bort avfasningen från cirkeln och sätter den i den nedre bågen. Han lägger kolven på bågen, sätter på toppen av skivans andra hälft. Spalten mellan kolven och skivorna är tätade med en aluminiumlist, vilket ger strukturen ytterligare styvhet. Borrar sex hål för M6-stiftet i skivans nedre och övre del. När du har installerat en hårnål skärper du en design.

Steg 3. Gör locket.
I den första versionen lämnade författaren standardlocket och förstärkte det med en tryckplatta, men som praxis har visat, pressas standardpackningen ut under påverkan av tryck och temperatur.Sedan tog författaren bort det vanliga kolvskyddet. För att tillverka en tryckplatta av en 8 mm metallplåt skärdes en hexagon med en diameter på 24 cm. Sex borrhål 10 mm borras i hörnen. Istället för att lägga, används ett transportband med en tjocklek på 1 cm. En cirkel med en diameter på 21 cm skärs ut ur den. I den första versionen var det möjligt att kroka bultarna till standardutskjutningarna.

Vid den andra kolven var de kompenserade, så författaren använde ett extra fäste. Efter att ha mätt lika avståndet mellan handtagen borrade jag 4 hål på varje sida och installerade fästet.Du kan använda fästet för kabeln.


Steg 4. Installation av instrumentering.

För att reglera temperatur och tryck användes en termometer och en manometer. Eftersom temperaturen i autoklaven når 120 grader togs en termometer med en skala upp till 160. Trycket når 3,5 bar. Författaren använde en manometer med en skala på 6 bar. Två hål borrades på toppen av kolven. Diametern är något större än den gängade delen av enheterna. Sedan skruvas muttern upp till stoppet tills den stoppar, en paronitpackning placeras. Termotätning appliceras på tråden och ett fumtejp lindas på toppen. Röret sätts in i hålet och en packning och låsmutter placeras från insidan.
Steg 5. Automation.
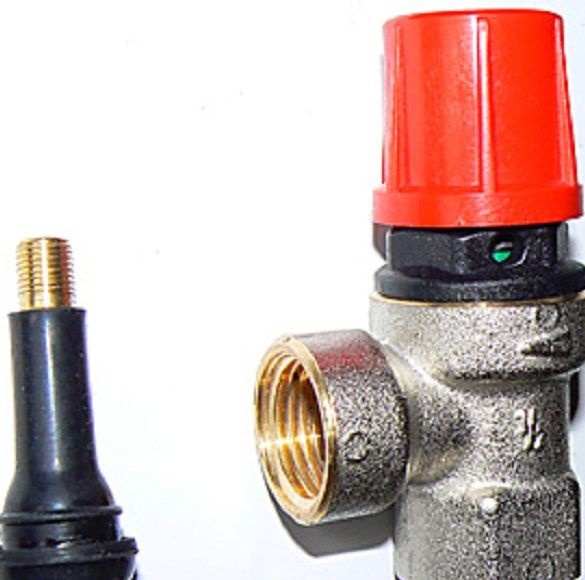
För att öka trycket använde författaren en rörlös bilventil. För att avlasta trycket installerades en säkerhetsventil för värmesystemet. Ventilen arbetar med ett tryck på 3,5 bar och har förmågan att pressa ut trycket.
Enligt författaren har hans autoklav flera fördelar jämfört med industridesign. Enkelhet och låga tillverkningskostnader, lätt rostfri konstruktion, underhåll.
Mer information, såväl som säkerhetsåtgärder, proceduren för att arbeta på en autoklav och matlagningsrecept, se källplatsen.