

Författaren bestämde sig för att göra den här kniven och presentera den för sin brorson, som fyller 13 år. Så i storlek görs det lämpligt. Men genom att använda denna metod kan du enkelt göra ett blad i alla former och storlekar.
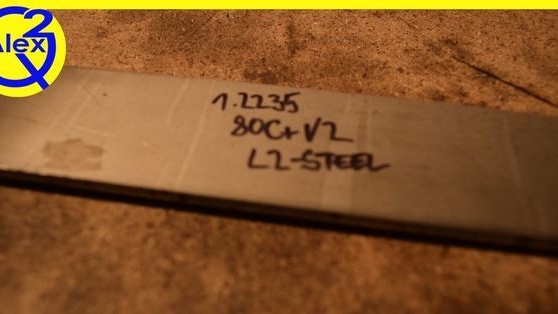
Allt är tillverkat av högkvalitativa material, högkolstål, som författaren speciellt köpte för sådana ändamål fungerar som ett material för bladet.
Material och verktyg för hemlagad:
material:
- en källa för högkolstål (3,2 mm tjocklek);
- skär med röd färg (G10 - 1 mm x 40 mm x 250 mm);
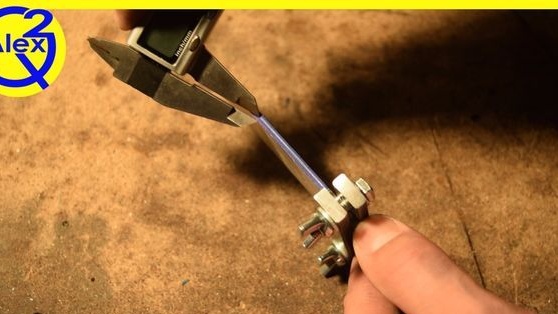
- stålstång för stift (6 mm);
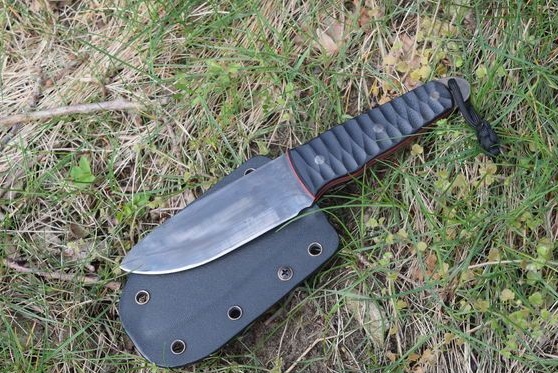
- svart ark Kydex;
- epoxi och mer.

instrument:
- en kvarn med slip- och skärskivor;
- en bra borr;
- båndslipmaskin (eller annan slipmaskin);
- sandpapper för maskinen med korn 600, 1000, 1200, 1500, 2000;
- en propanbrännare eller annan värmekälla vars temperatur överstiger 1200 grader Celsius;
- eldfast tegel;
- linolja, vax.
Processen att göra en kniv:
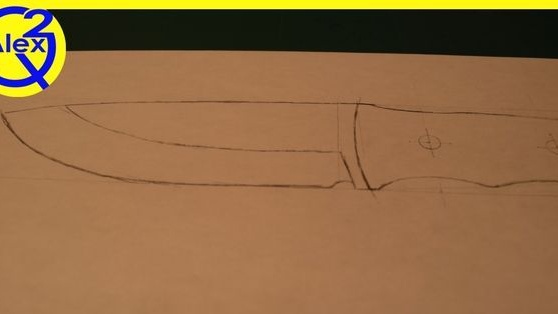
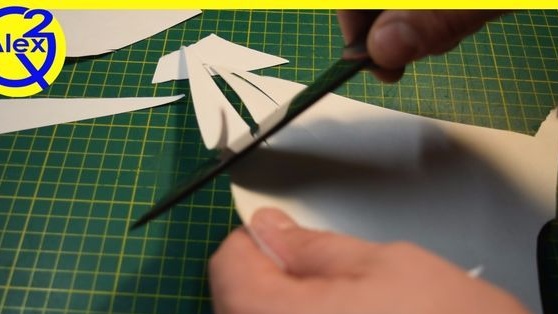
Första steget. Design och mall
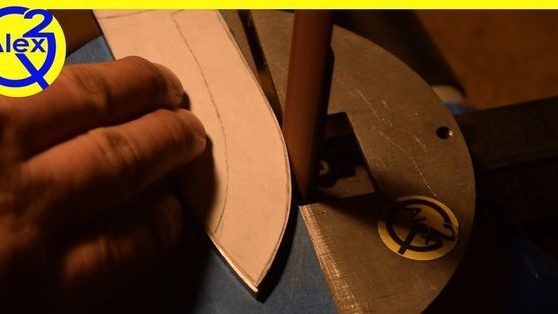
Först måste du skapa rätt knivprojekt på papper. Tja, bara klippa det. Då kommer det att vara mycket bekvämt att producera en bladprofil på den.

Steg två Vi bildar en bladprofil
Först avgör författaren hur länge arbetsstycket behövs. Nu behöver du bara klippa bort överskottet från det med en kvarn eller annat verktyg.





Vidare är det lämpligt att slipa arbetsstycket ordentligt för att jämna det, samt ta bort rost och andra föroreningar. Skarpa kanter kan också plattas ut för säkerhet. För sådana ändamål använde författaren en remslipmaskin.



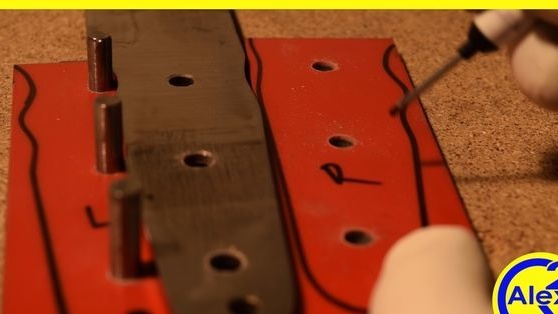
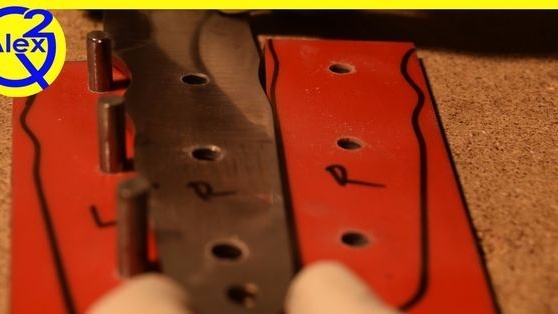
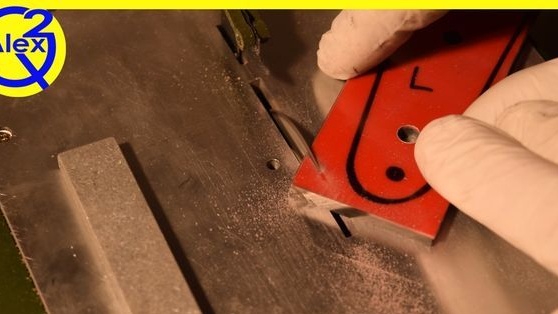
Efter det ska en mall som är klippt av papper limmas på ämnet.



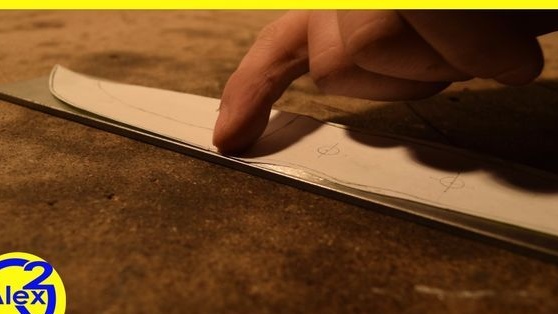
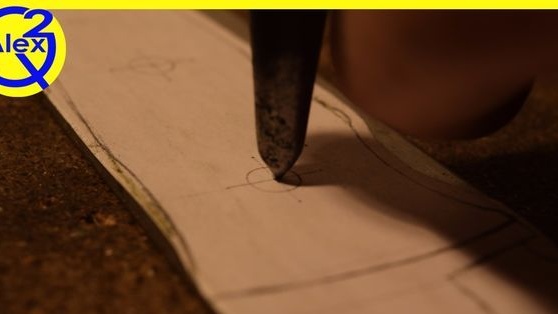

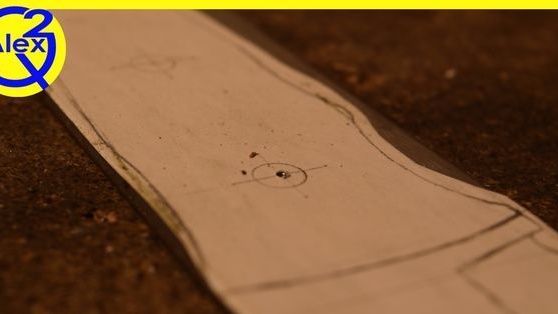
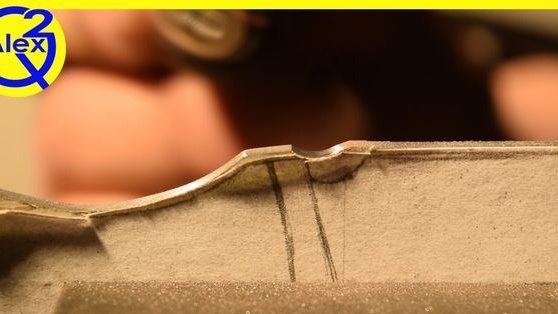
Det är viktigt att inte glömma att märka på metallen där hålen kommer att vara belägna. De kan lutas.
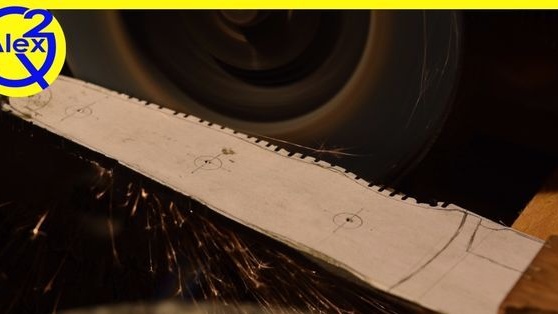
Tja, när scenen avslutas bildar författaren bladets primära profil. Här behöver du en kvarn eller en kvarn med ett slipskiva med ett korn på 40.





Steg tre Vi arbetar på en bälgsslipare
Nu kan kniven rengöras från den limmade mallen, samt trimma profilen.





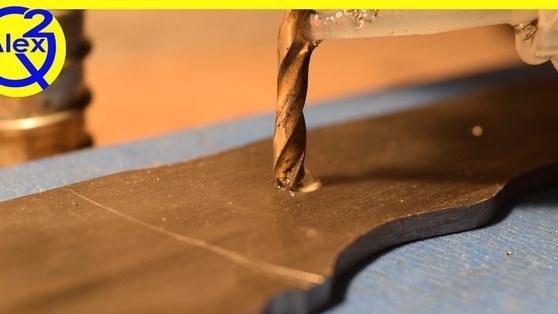
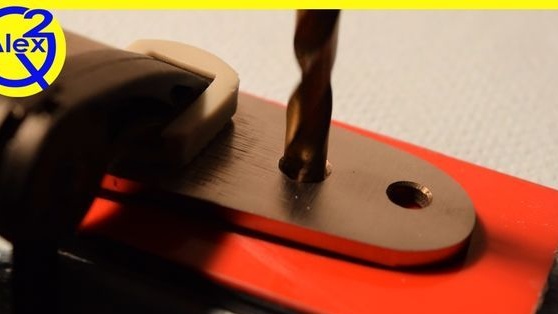
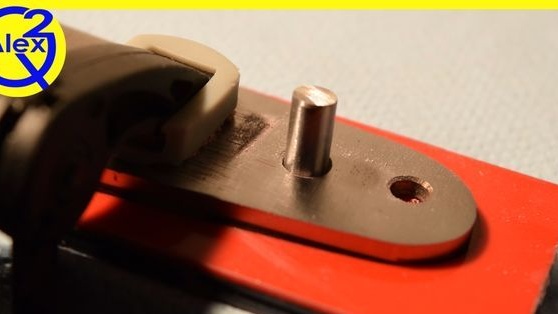
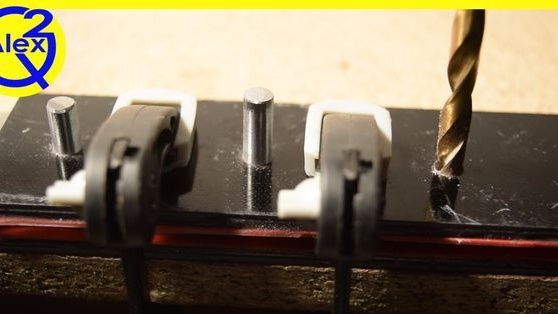
Steg fyraBorra hål
I detta skede borrar författaren hål i arbetsstycket. Vid första anblicken verkar denna uppgift enkel, men det är ibland inte så lätt att borra högkolstål.




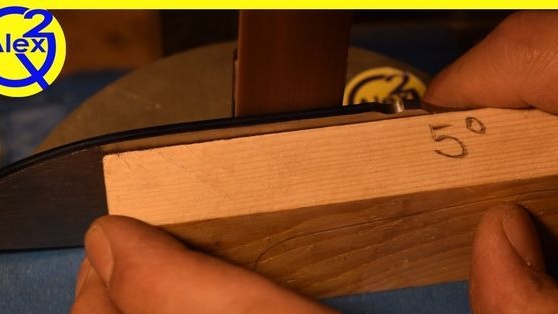
Steg fem Kniv avfasar
Författaren beslutade att närma sig tillverkningen av fasetter med fullständig allvar. Först markerade han noggrant allt, bestämde de nödvändiga vinklarna och började sedan bilda fasetter på en bältslipmaskin.





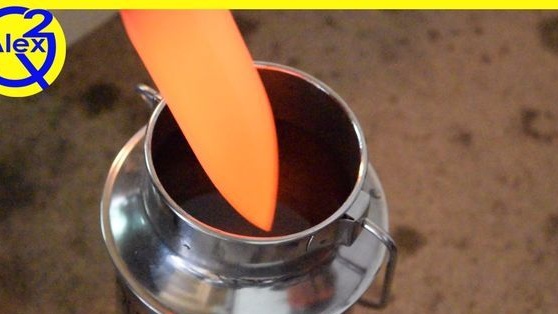
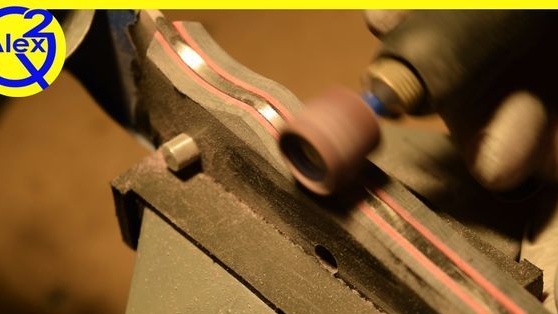
Steg sex Vi härdar bladet
Härdning är ett mycket viktigt ögonblick i tillverkningen av en kniv. För att härda stål med högt kolinnehåll måste det värmas till en ljusröd eller orange färg och sedan kylas i olja. Författaren värmde sin förform från 80CrV2 till en temperatur på 840 ° C - 880 ° C och kyldes sedan i vegetabilisk olja.
Du måste värma "bakifrån", medan värmen fördelas ner till en smalare del. Den angivna temperaturen måste hållas i cirka 5 minuter så att stålet värms upp jämnt. Efter att ha sänkt oljan i stål, låt den svalna helt.
Om bladet är härdat väl ska det inte tas med en fil.



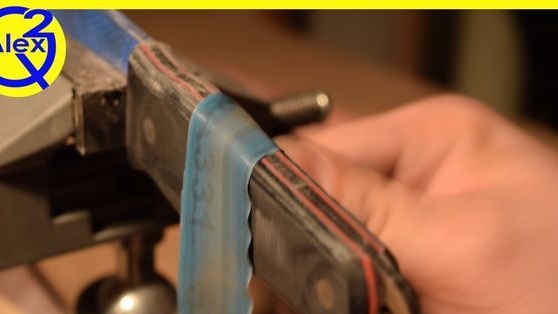
Därefter måste kniven rengöras med sandpapper.

För att uppnå knivens ideala hårdhet behöver nu stålet lite frigöring. Här behöver du en ugn, i den måste du värma kniven i två timmar.
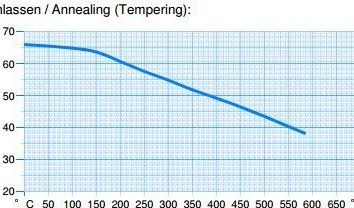
Här är exempel på temperaturförhållanden beroende på ståltyp:
150 ° C (302 ° F) - 63HRC
200 ° C (392 ° F) - 60HRC
250 ° C (482 ° F) - 57HRC


Sjunde steget. Penntillverkning
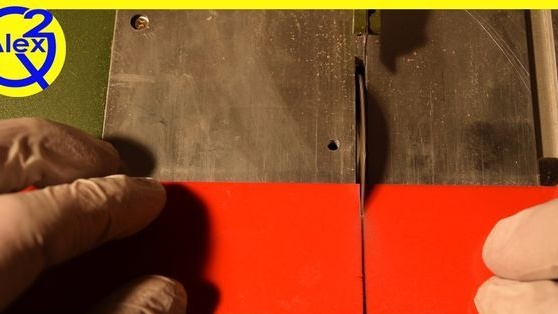
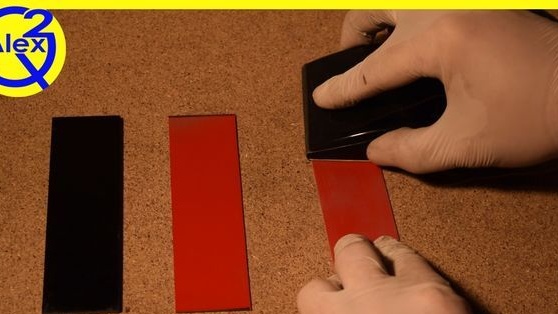
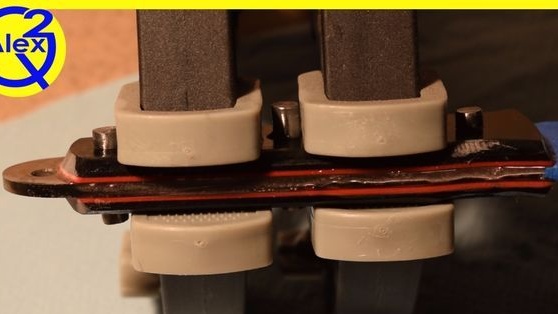
För att skapa en penna beslutade författaren att köpa en G10. Röda och svarta delar valdes. Hela saken går klassiskt. Först måste du fästa bladet på materialet och cirkelformen. Sedan dras alla delar samman, hålen för stiften borras och anslutas.





















Handtaget är limmat med en epoxi, efter att det härdat kan handtaget slutligen slipas.











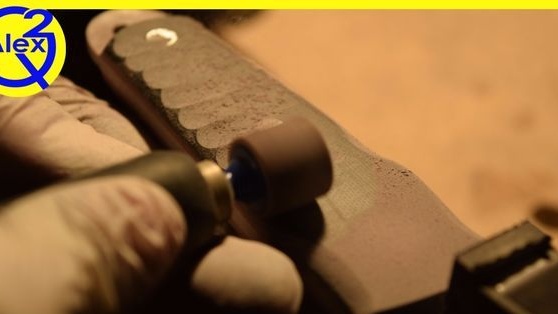
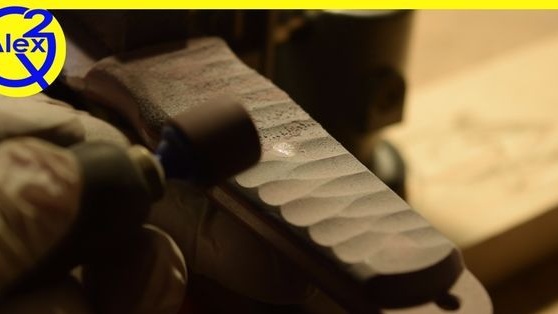


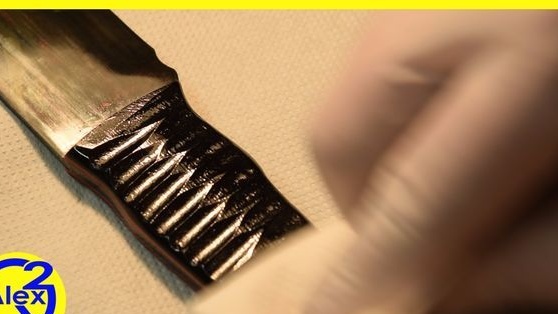
Författaren formar också ribb på handtaget för en bekväm passform i handen och ett vackert utseende.
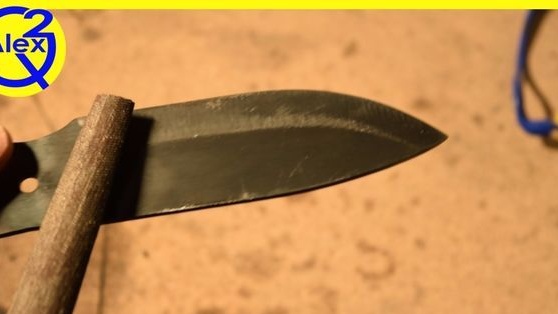
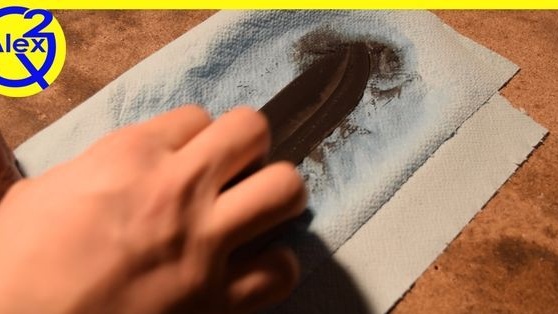
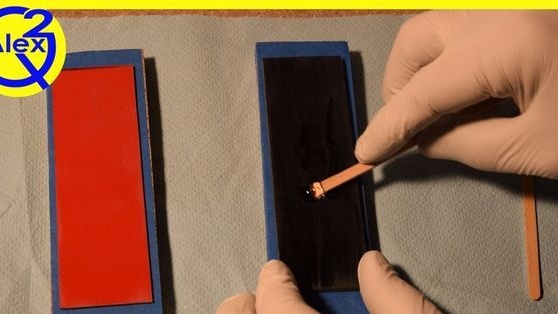
Steg åtta. patina
För att skydda knivens metall mot rost beslutade författaren att täcka den med en patina. För att påskynda denna process köptes ett speciellt reagens.




Steg nio. Slipa och kontrollera kniven
Knivens huvudslipning görs på en bältslipare, men den får perfekt skärpa med manuell skärpning. Här används vattensten med en kornstorlek 3000 och 6000.



Slipning bör vara sådan att kniven klipper papperet utan problem.


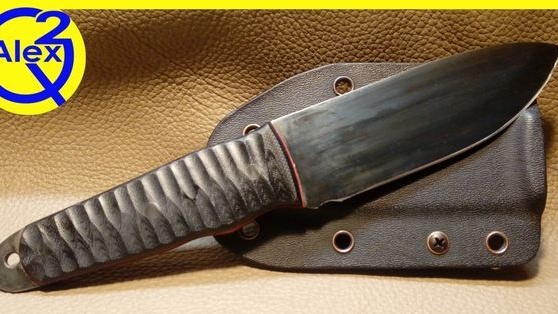



Sammanfattningsvis är den belagd med olja för skydd.