

I dagens artikel kommer vi att överväga tekniken för att göra en bra stark kniv från Damaskus stål. Kniven skapas i traditionell stil, det vill säga genom smide. Här kommer du att behöva en eldstad, städ, hammare och mycket tålamod.
En egenskap hos Damaskusstål är att olika typer av metall blandas genom smidning vid tillverkningen. Först bereds plattorna, svetsas sedan, värms upp, och sedan vrids arbetsstycket för att blanda alla typer av metall.
På grund av att kniven kan utgöra ett hot mot hälsan, bör den inte ges i händerna på människor med en instabil psyke.
Material och verktyg för att tillverka en kniv:
Från material:
- stålplattor av minst två kvaliteter (det är önskvärt att använda stål med högt kolinnehåll, då kan det härdas väl. Författaren använde två typer av stål, dessa är 1095 och 15n20);
- flöde (borax kommer att behövas, det kan köpas i en järnaffär);
- en lång stång (behövs så att det är möjligt att svetsa ett arbetsstycke för uppvärmning i en ugn);
- valfritt trä att välja mellan;
- epoxylim (helst som torkar snabbt);
- mässingsnitar;
- Linolja eller annan impregnering för trä;
- vegetabilisk olja för härdande stål;
- järnklorid.

Från verktygen:
- en städ (företrädesvis en riktig stor städ. I ett extremt fall, en bit skena, en slägga och annat det är);
- hammare (författaren används med en tvärspårare som väger 1,3 kg);
- svetsning (det är bekvämt för henne att svetsa plattorna med varandra och fästa beslagen, men om inte kan du använda tråden);
- en smedja för smed (den måste ha en relativt hög temperatur så att arken smälter ihop);
- bälteslipmaskin (du kan använda en fil, men det kommer att kräva mycket styrka och tålamod);
- ugn (eller annat anpassning för uppvärmning av metall för härdning);
- en borrmaskin eller borrmaskin;
- Vise (mycket hjälpsam i processen.


Processen att göra en kniv:
Första steget. Samla ämnen
I detta skede förbereder författaren tomma ämnen. Det är nödvändigt att klippa plattorna till önskad längd, för författaren är den 7,6x1,2 cm. Det är viktigt att tänka på att ju större arbetsstycket, desto svårare blir det att smida en kniv. Preliminära svetsplatser måste rengöras noggrant från rost och skala. Plattorna staplas med alternerande metaller.



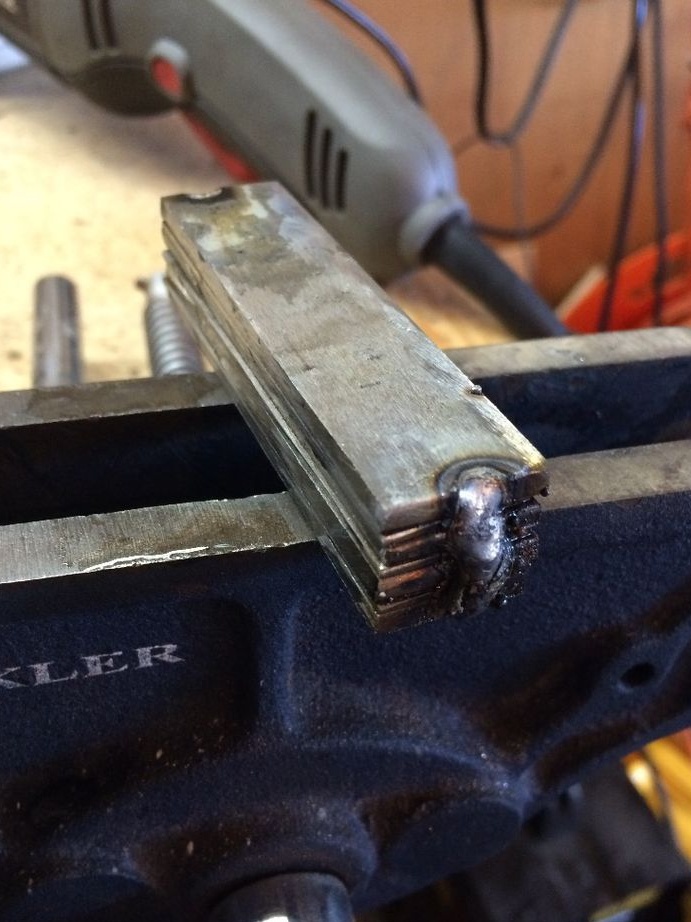
Sammanfattningsvis måste ett armeringsstycke svetsas till arbetsstycket så att det kan placeras i ugnen. Istället för att svetsa förstärkningen kan naturligtvis arbetsstycket dras ut med långa handtänger.
Steg två Vi skickar arbetsstycket till ugnen
Nu utsätts arbetsstycket för första uppvärmning och smidning. Hornförfattare gjorde hemlagad av en gascylinder. Inuti är den färdig med eldfast cement och koolinull. Eftersom härden är liten i storlek upphettas den lätt till önskade temperaturer.





Metallen måste värmas till en körsbärsröd färg, efter att den har tagits bort är det nödvändigt att strö den omedelbart med en brun för att ta bort skalan och förhindra interaktion med syre. Speciellt måste du försöka fylla boraxen mellan plattorna på plattorna, så att metallen blandas väl och blir så homogen som möjligt. Denna procedur måste utföras flera gånger, om nödvändigt ta bort skalan.
Vidare värms arbetsstycket upp till smittemperaturen, enligt författaren är detta i området 1260-1315 omC. Metallen ska bli ljusgul eller orange. Innan du tar bort arbetsstycket måste du se till att det redan finns en städ och en hammare till hands, eftersom metallen svalnar och du inte kan förlora tid.
Som ett resultat sträcks arbetsstycket så att det kan böjas.
Steg tre Rörande stål
I detta steg värms arbetsstycket upp många gånger och lämpar sig för smidning, ju fler gånger detta görs, desto bättre metallblandningar. Först måste arbetsstycket smiddas så att det blir dubbelt så länge som det var. Sträck metallen så jämnt som möjligt. Sedan i mitten görs ett hack med en mejsel och arbetsstycket vikas i hälften. Därefter upphettas och smides det tills de två plattorna blir homogena. Totalt veckade författaren metallen fyra gånger och fick så småningom 112 lager.
När du binder flera lager är det viktigt att alltid använda en brun och rengöra skalan.



Formeln för beräkning av skikten är som följer: den initiala mängden * 2 i graden av antalet krökningar, dvs 7 * 2 ^ 4 = 112).
I slutet värms arbetsstycket upp till smittemperaturen, sätts in i kanten i städets spår och vrids i form av en spiral. Då måste denna spiral igen reformeras till en rektangulär form. Sammanfattningsvis kan du verifiera att skikten är homogena genom att strippa en eller flera kanter på arbetsstycket.
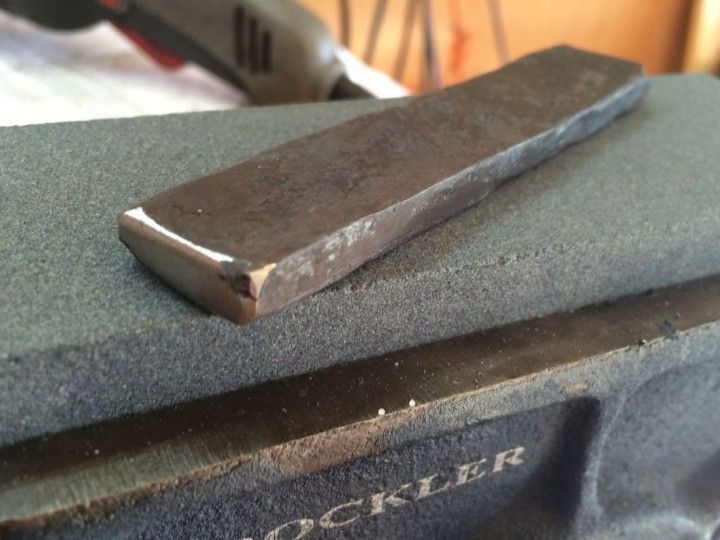
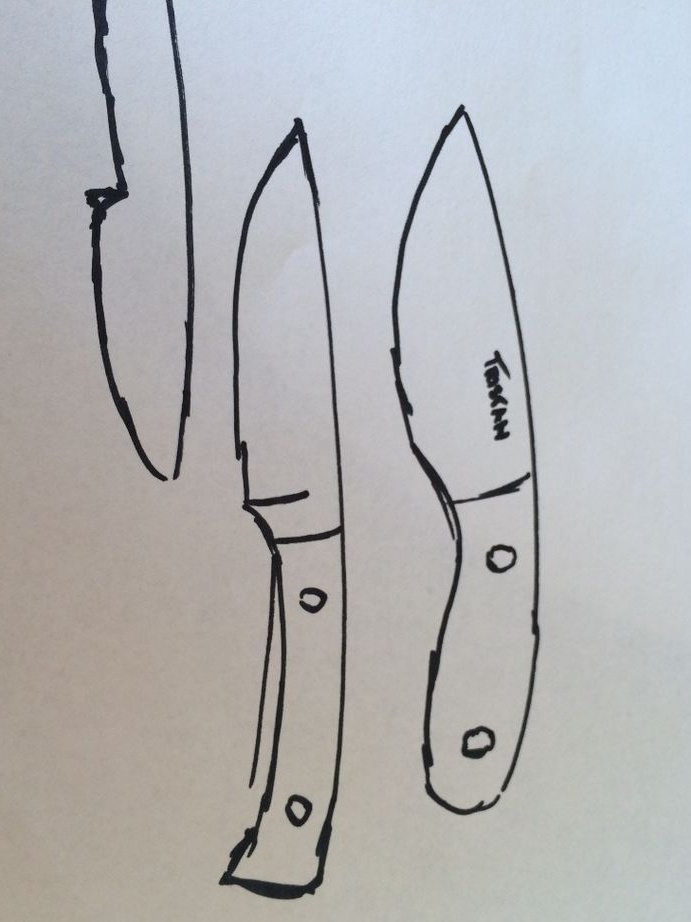
Steg fyra Smide huvudprofilen
I detta skede bildar författaren huvudknivprofilen genom att smide. I detta skede kan du också ställa in knivens fasader så att du senare måste arbeta mindre på en kvarn eller fil, vilket i det senare fallet är mycket tråkigt.


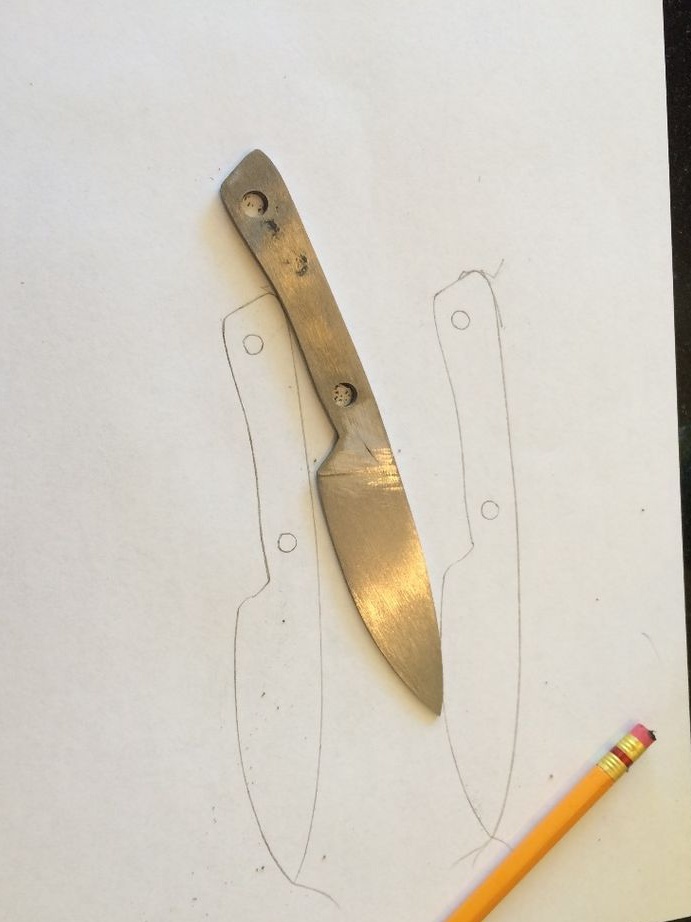
Steg fem Slipa profilen
Om du inte har en slipmaskin behöver du mycket tid och ansträngning för att slutföra detta steg. Här behöver du en fil och en kvarn.








Borr hål mot slutet av slipningen för att säkra handtaget i arbetsstycket. Ännu här kommer vissa detaljer att behöva slutföras med en fil av 400 korn. Kniven måste också skärvas inledningsvis, men den behöver inte vara skarp, eftersom den kan skeva vid härdning.




Steg sex Metallhärdning
Härdning är ett mycket viktigt ögonblick i tillverkningen av en kniv. Det framtida bladets styrka beror på det, och om tekniken kränks kan arbetsstycket alls förstöras. Först och främst bör stål släppas så mycket som möjligt. Detta görs så att metallen inte leder under kylning och bladet inte vrids. Metallen frigörs genom flera uppvärmningar till en temperatur vid vilken stål inte längre kommer att lockas av en magnet. Totalt bör sådana uppvärmningar vara från tre till fem. Stål ska gradvis svalna i friluft.



Därefter kan stålet härdas. Det upphettas åter till en kritisk temperatur och sänks sedan ned i varm olja.Stål med högt kolhalt behöver inte släckas i vatten, eftersom det kyler metallen för snabbt och det bryts ned.
Efter härdning måste stål släppas så att det inte blir sprött. För att göra detta placeras arbetsstycket i en ugn med en temperatur på 205 grader och värms upp i en timme. Då måste hon få svalna gradvis.
Sjunde steget. Bladetsning
När det är etsat får bladet ett karakteristiskt mönster. Hela saken sker kemiskt utan användning av el. Järnklorid bör framställas enligt instruktionerna, författaren har tre delar vatten och en del järnklorid. Åldrandet varar bara 3-5 minuter.


Steg åtta. Vi samlar handtaget och skärper kniven
Det finns många tekniker för att göra handtag för knivar. Du kan använda olika träslag, djurhorn, ben, plast och andra material. Författaren bestämde sig för att använda körsbär och mässnaglar för dessa ändamål, och allt är klassiskt kopplat till epoxylim. Sammanfattningsvis poleras pennan med 400 korn och dras sedan noggrant i linolja.


I slutet behöver kniven bara skärvas. Författaren använder en vanlig vitsten för sådana ändamål. Men för att få bladet till perfektion kan du använda vattensten och gradvis sänka kornstorleken.




Knivens totala längd var cirka 15 cm.