


En gång, för mycket länge sedan (för cirka 25 år sedan) skapades vårband.

Men tiden går, bilreparationer har blivit mitt främsta yrke och det här verktyget har upphört att passa mig. Efter att ha tittat på resurserna som säljer instrumentet gillade jag stativet.

Men med tanke på krisen tyckte jag inte om prislappen. Därför beslutade jag att göra något liknande själv.
För tillverkning behöver du lite skrot:
1) ungefär två meter av ett heteroseksuellt hörn på 40x60 mm (eller ett professionellt rör med en väggtjocklek på minst 3 mm)
2) 2 lager 201 (202)
3) 2 länkar i dragkedjan (12-16mm stång
4) hårdvara (bultar, muttrar, brickor M10 och M12)
5) en halv meter professionellt rör 15x15 och 20x20mm, 200 mm professionellt rör 40x60mm
6) 0,5 meters vinkel 50x50mm
7) fem avtagbara, en strippskivor för vinkelslipare
8) ett fem millimeter ståldäck eller plåt av samma tjocklek
9) rör med en inre diameter på 12 mm
10) 1 kg tre svetselektroder
11) den "klassiska" "Zhigulevsky" -jacken. Du kan använda "Volgovsky", den är utformad för mer vikt
12) svetsmaskin
13) vinkelslipare (kvarn)
14) borr (borrmaskin)
15) lite ledig tid
Krokkedja

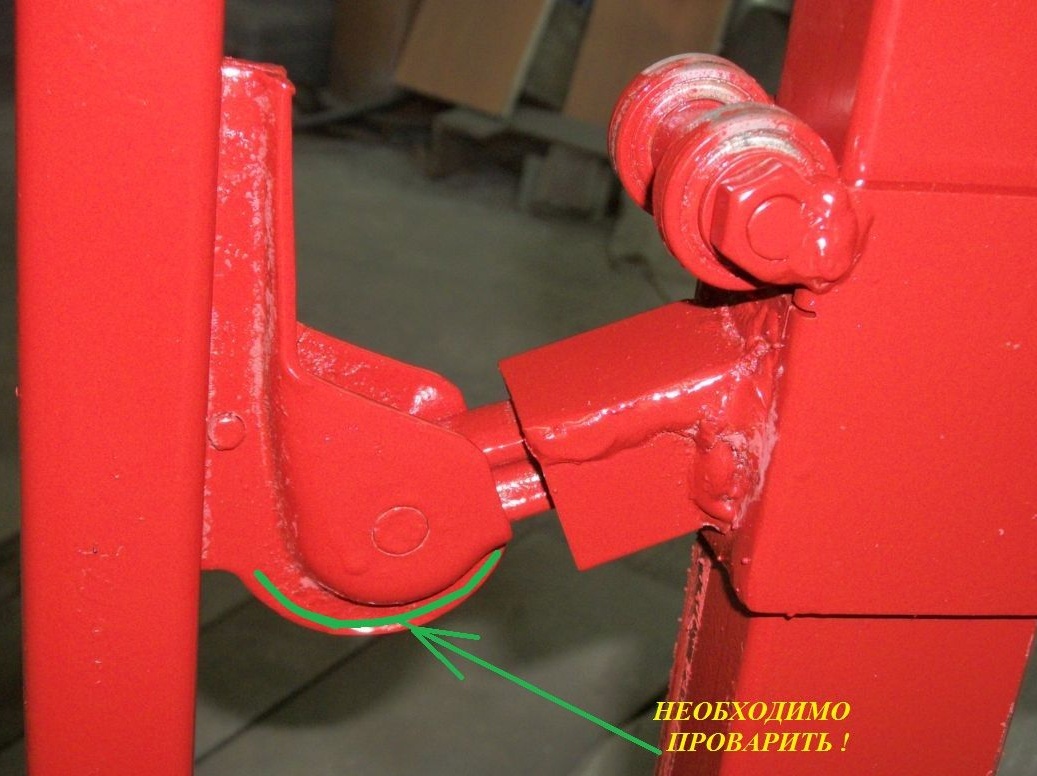
Zhigulevsky-kniven skar av stödhälen

Vred på spaken och svetsade hälen. Det är tillrådligt att koka basen på spaken (3 svetspunkter är inte tillförlitliga!)

För rack faciliteter hörn 40x60mm 800 mm långa svetsade i en rektangel
Jag borrade 6 genom hål f12mm, i steg om 50 mm (indrag från kanten på 25 mm) på en kort hylla.
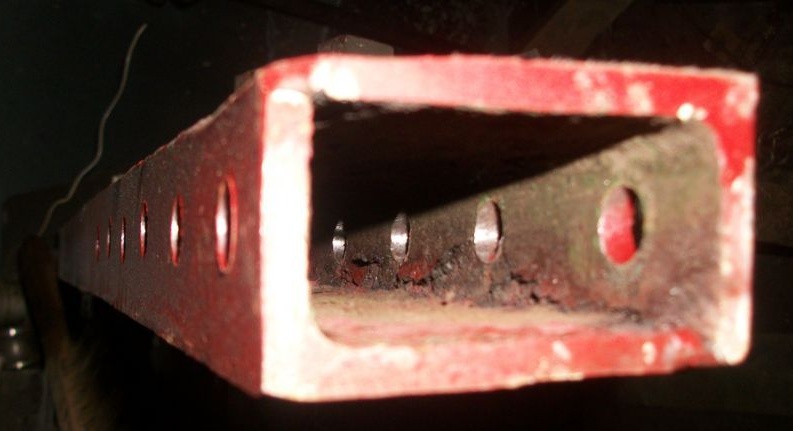
Basen på kedjegreppet och vagnen (båda 90 mm höga) svetsas på det färdiga stället med ett ark tenn eller lindar racket med sandpapper (som på bild 8) för att säkerställa fri rörelse längs racket (men med ett minimum avstånd)

För parallellitet mellan remsorna (L-130 mm bredd 50 mm) använde basen en ledare med fyra M12-bultar (hål i remsorna 40 och 100 mm från kanten)

Styrningar för gripare från rör 15x15 och 20x20mm (rör i ett rör för styvhet) 150 mm långa. Hålet i basen i mitten av den smala sidan f12mm.
Tillverkningsprocessen framgår av fotona.







I en rörlig vagn behövs två prover på 20 mm djup för lager.Lagerna är bultade genom distanshylsan. Jag svetsade bultar och muttrar i vagnen, du kan göra ögon och fästa på dem.


På ena sidan av vagnen (smal sida) svetsades ett stopp för jackspaken (svetsad från ett 32x32mm hörn).


Med motsatt stötdämparklem (L-80). Tillverkad av rörklippning 40x60mm och hörn med hyllor 50mm. M10 dragstänger på markiser.

Den ömsesidiga delen av en klämma svetsas från hörn med regement 20 och 32 mm


I processen att tillverka denna enhet ständigt försöker


Och tester
Klar stativ
Hur det fungerar visas i videon.
För tillverkning av denna stativ tillbringades: i tid - tre dagar, på pengar - lite mer än tusen rubel (järnmetall - 340r, hårdvara - 420r, 5 skärhjul F 125mm (100r), 1 kg elektroder (200r), el. Men arbetar med det gick mycket snabbare! Det tar inte mer än 6 minuter att demontera och montera racket.