

Jag ville alltid ha en sådan sak. En metall svarv är ändå något mer användbar, men med trä ... naturligtvis finns det också alternativ, men ändå, det är anpassning för tillverkning av något liknande, dekorativt och konstnärligt. När vi bosatte oss i Perm-regionen, i byn, monterade jag den här enheten. Jag skryter.
Oskyldig tittar på svarven,
Beundrad av rotation av delen.
Mousserande chips flyger mellan benen
Stålskrik hörs.
"Oskyldig på fabriken" BG
Beundrad av rotation av delen.
Mousserande chips flyger mellan benen
Stålskrik hörs.
"Oskyldig på fabriken" BG
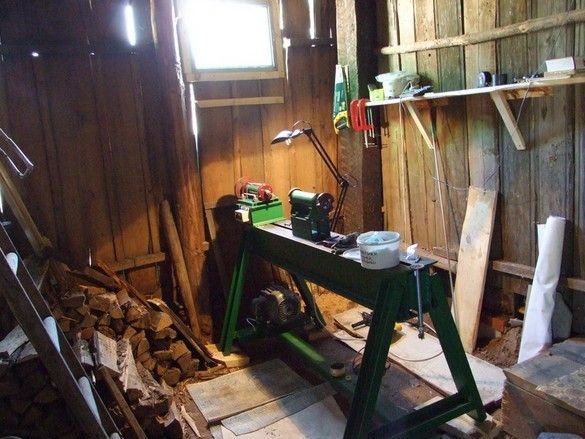
Jag hade tur, en vän låt mig arbeta i hans uppvärmda garaget (och det var vinter) och lovade att hjälpa till med svetsning. I garaget fanns en skolbänk för körtlar och en borr. Porträtt av hjältar nedan.

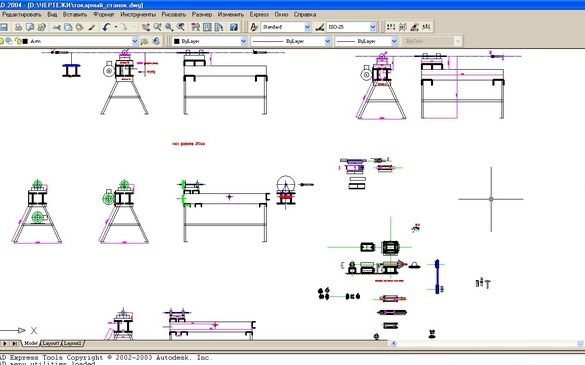
I grannskapet fanns handel med byggbaser inklusive metallvalsning. Först av allt, efter att ha studerat sortimentet av körtlar, satte jag mig för att studera analoger och dispositionsdesign. Jag var tvungen att tänka på det, vissa delar och till och med enheter genomgick små förändringar i tillverkningsprocessen, men detta är fallet i varje produktion - montering enligt "slickade" ritningar, mycket partier.
Vad användes.
Verktyg.
En uppsättning bänkverktyg, verktyg för gängning, underlättade kraftigt arbetet med elverktyg - borr, skärmaskin. Jag använde en liten (skol) svarv för metall, flera stora delar måste skärpas på sidan - de passade inte in i patronen. Svetsare med tillbehör. En lödkolv med medelhög kraft med tillbehör och en uppsättning verktyg för ledningar måste ofta "ringa" kretsen - du kunde inte göra utan en sond eller multimeter. Handverktyg för trä. Används smältlim.
Material.
Vi använde standardmetallvalsning, gängade stavar, hårdvara. En elmotor köptes. Lagerlager med en axel och några andra bitar av järn från metallskrot. Lite filt för fylld lådor. Arkololit. Lager.Plywood för elektriska lådor. Elektrik för start av motor, ledningar, kablar. Tätningsmedel. Lite galvaniserat stål för kabelfästning vid läggning av konstruktionselement. Lackfärgade material, borstar, trasor. Lampa för lokal belysning.
Hittade och köpt lämplig elmotor. Jag hade tur - motorn blev gammal, men i fabrikssmörjning från lagring. 1 kW, 800 rpm. Motorns värdefulla ålder är också bra, i dessa dagar sparade de mycket mindre på stål och koppar, motorns dimensioner bekräftar detta helt. Han sökte efter relativ tystnad. Det är trevligare att arbeta utan rädsla, men att få en ren yta, inte med högvarv, men med rätt vridteknik. Motorns varv kan växlas och kasta ett bälte i ett kilerem.
Tre av dess bestämmelser förutses - spindelvarvtalet är lika med motorvarvtalet, en och en halv gånger mer. Övningen har visat att för normalt arbete räcker det. En betydande hastighetsminskning är endast nödvändig när du "lurar" mycket stora arbetsstycken, storleken på en bra stubbe. Men en sådan avmattning görs vanligtvis med en extra remskiva och rem. Du kan behöva installera dem i framtiden.
rama, Jag ville göra det så massivt som möjligt - Jag stötte på liknande ljusa aggregat, ingenting tröstande. Uthyrningsbutiken låg mycket nära monteringsplatsen, så det fanns inga hyrda transporter och riggningar. Han tog med sig två delar av en kraftfull I-balk, från vilken maskinens bas är tillverkad, helt enkelt på en släde. Resten är ännu enklare.
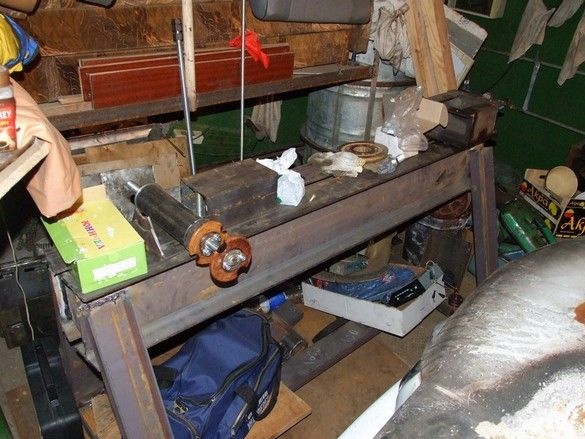
Här på fotot är maskinens ram och några mindre element och ämnen. Ett slags "skal" med körtlar runtom, detta är en potential dubbdocka. Tillverkad, enligt det enklaste schemat, från en standard "butik" -pinnar med metrisk tråd. Den skruvas i två motsvarande muttrar i ändarna av "skalet", det fixeras genom att låsa det med en annan mutter från utsidan med handtagshjulet.

Upp och ner, monterad bältessträckare. Det här är gångjärnstiftet som sticker ut i det ovala hålet. Ovan är en elektrisk motor på en roterande plattform, kommer stiftet att dra denna plattform vid kanten.

Gångjärnet är något större. Mutter i slutet av studen - för enkel borrning av hål.
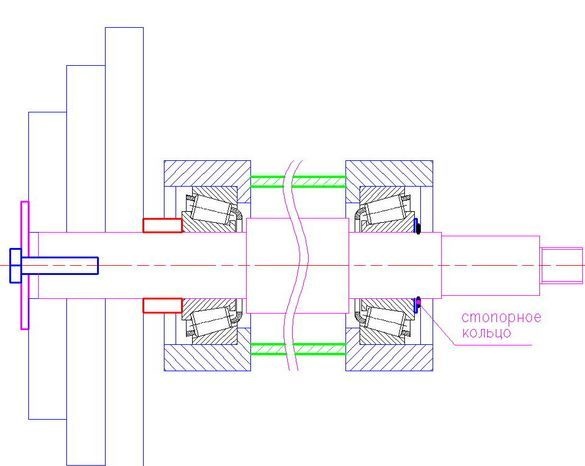
Framstol. Ansvarig och kanske den mest exakta monteringen av maskinen. Jag var tvungen att göra skrot - jag hittade en något böjd axel i två lagerlager. Det verkar från någon slags skördetröska. Enheten tvättades och rengjordes, axeln var åtminstone i linje, allt gjordes om för avsmalnande lager, och eftersom de kräver axiell spänning krävdes ett antal hjälpdelar och deras justering. Men behärskar.

Oljetätningar- myror. Tredamm, vilket är mycket mer obehagligt än metalldamm, eftersom, till skillnad från det första, är mycket lättare och tar det till de mest avlägsna hörnen på mekanismen. Särskild uppmärksamhet bör ägnas åt dammskydd, särskilt där lager och fett är. Alternativ ett. Det är fullt funktionellt, men avvisades av estetiska skäl.


Alternativ två, nuvarande. Själva tätningen är gjord av tät filt impregnerad med fett, axelytan under den är polerad.



Remskiva. En vän hittade ett antal stora växlar, av någon anledning från en kretskort på en metallhylsa. Här är en av dem, klippt, limmat, finslipat.
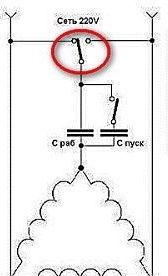
Slå på den trefasiga elmotorn till ett enfasnätverk - en lärobok, "kondensatorstart".
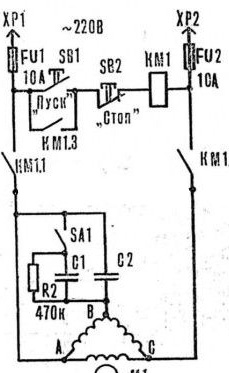
Kapacitansen för kondensatorerna C1, C2 beräknas enligt välkända formler, beroende på motordata fick jag 100 mikrofarader och 150 mikrofarader.

billet el-skåp. Från plywood och trä.

billet fjärrkontroll. Från samma sak.

Det är lite trångt, därför måste installationen tänkas igenom ganska noggrant, steg för steg, annars kan du inte komma till något.

O.Victoria! Allt fungerade.

Förresten, växlaren är för ljus.


Elskåp under installationen. Transformatorn är för en "lokal belysning" halogenlampa, kondensatorer för en trefas motor från ett enfas nätverk, se diagram. Det finns också ett trefas nätverk i byn, men faserna här är ofta "skev" och går sönder, du kan förbise det som hotar att spola tillbaka elmotorn. Behöver besvärligt skydd. Återigen räcker den nuvarande kraften.

Fönster för maskinen. Så att det kan slås på och av utan att ta bort ytterväggen i skåpet. Se bara vilken position han befinner sig i.

Han slog ut de vassa kanterna med en kvarn och en magisk fil, gick med en trådborste och sedan sandpapperet på rostiga platser, torkade det med bensin, målade två lager PF-115 grön emalj. Efter torkningen var jag engagerad i installation och kabeldragning av elektriker.

Förresten, varför jag var tvungen att göra mitt eget skåp för el - så att det passar elegant in i I-beam-rännan.

Montering av den mekaniska delen - montering efter målning och installation av huvuddelen, installation av motorn, dess elektriska anslutning.

Men vad jag glömde bort - lampans konsol! Detta är min praktiskt taget första svetsupplevelse - bekantet hjälpte mig med det grundläggande svetsarbetet, sedan blev han uttråkad av att röra mig, jag var tvungen att lära mig "den här saken" på egen hand.
Halogenlampa - från ett trasigt skrivbord. 12B. En transformator i ett elektriskt skåp ligger i närheten. Använd energibesparande lampor, i det här fallet bör du inte - när du roterar delen under sådan belysning kan en stroboskopisk effekt uppstå, de roterande delarna ser rörliga ut, det kan orsaka skador, vilket vi inte skulle vilja.

Som de säger i den tekniska processen ... "efter färdigställning, återställ målarfärgen"

Öh, andra erfarenhet av svetsbranschen ... Handgjord tillverkning. Två på en gång. Från samma standardhyra.

Det är där det är. Montering. Det ska sägas att handbojan visade sig inte vara den mest framgångsrika - det vertikala skurna röret var inte fixerat särskilt säkert och skäret vibrerar när man vrider sig vid handkanten. Men uthärdligt. Jag kommer inte att stärka allt lite - svetsa ett par hängslen.

Tankeväckande ... om den är målad är det inte så skrämmande.
Nästan sammansatt är de sista handen justeringen av den exakta inriktningen av stoppet på halstocken och framspindeln, remskivornas rotationsplan. I förhållande till ögonblicket ser det charmigt ut, fastnat i ramen till en slägga, på golvet nära trappan.

Som Yuri Alekseevich sa - låt oss gå! Det finns redan ett helt tåg av underbara spånmark, inte förgäves, inte förgäves gjorde!

De första experimenten - ett stativ för rökelsepyramider (förresten, även hemlagad).

Mmmm ... Vit?
Några år senare, när jag gjorde slipskivan på maskinaxeln för att slipa fräsarna, blev det nödvändigt spindel omvänd. Jag gjorde en liten översyn av den elektriska delen av maskinen, lyckligtvis för denna inkludering för att få motorn att rotera tillbaka - ett par bagateller.
Förutom säker skärpning har möjligheten till omvänd rotation av arbetsstycket förbättrat kvaliteten på slipning av färdiga delar, speciellt med tvärgående vändning (plattor, ljusstångsulor etc.).

