


Ämnet PCB-tillverkning i hem verkstad, skulle vara ofullständig utan en beskrivning av konserveringsprocessen. Tänk på det i princip och i förhållande till våra styrelser. So.
Tinning i sig är ett underbart sätt att skydda många metaller, men oftast koppar och järn, från oxidation genom atmosfäriskt syre, verkan av syror och alkalier. I huvudsak består det av att belägga den skyddade metallen med ett tunt lager av en annan metall som är bättre motståndskraftig mot oxidation. En av de mest använda metallerna för detta ändamål är tenn, som påverkas mycket lite av luft och fukt, och svaga grönsaksyror, fetter och andra livsmedelskomponenter fungerar inte alls. Att täcka en metallyta med ett tunt lager tenn kallas tinning, och själva tennskiktet är halvtenn. När man täcker metall med tenn är det mycket viktigt att få ett helt enhetligt, tätt och hållbart tennskikt som skyddar metallytan från oxidation.
Konserverade stålkrukor och kokkärl är borta, men fortfarande används fortfarande idag för att skydda järn (stål) från matalkalier och syror. Det finns så ganska vanligt material som plåt. I huvudsak hänvisar detta koncept generellt till plåtstål belagt med en skyddande metall, vare sig det är zink, krom eller vårt tenn. Tennbelagd tenn används exakt i livsmedelsindustrin, i synnerhet från det tillverkas burkar och vissa andra köksmatvaror.
Tinning är också en integrerad operation före själva lödningen. Det spelar ingen roll, konstruktivt eller för elektrisk installation. Vanligtvis ser kabeldragning som vanligtvis så ut - rengör ytor, applicerar flöde, toning. De lödade ytorna eller slutsatserna är vikta, om nödvändigt, fixade. Ett flöde appliceras på lödningsplatsen. Lödningsplatsen upphettas och lödmet införs, eller en droppe smält löd appliceras på spetsen av ett lödkolv, förresten, även tidigare konserverad (kopparspetsar). Efter spridning av lodet avlägsnas värmen.Efter att ha väntat på dess fullständiga kristallisation och sedan kylning, tvättas lödningsplatsen, om nödvändigt, från flödesrester (särskilt noggrant när man använder syrflöden) och isoleras om nödvändigt. Du bör veta att tvingad kylning av lödplatsen reducerar sömmarnas mekaniska egenskaper avsevärt.
Att leda spår av kretskort, för vilka vi inledde en konversation, är det också vanligt att skydda från oxidation efter tillverkning, samtidigt förbereda dem för montering (lödning). Med manuell installation kan installationsarbetaren gnida och repa den oxiderade lödningsplatsen, ihåg att den böjda handen tillverkas med en liten radioböjning, och med automatiserad montering kommer förberedelse av ytkvaliteten på kartongspåren att leda till en stor andel defekter.
I amatörradiopraxis baseras toning av brädspåren på att göra det på en plan yta är enhetligt, mycket lättare än senare, vid montering, för varje element separat. Det vill säga tiden sparas inte alls, det är också tveksamt att spara på lödning, med tanke på den efterföljande extra väsen.
Så bortskämning borde vara. Det tryckta kretskortet med konserverade vägar är bekvämt vid efterföljande montering oavsett lagringstid, det ger tillförlitlig mekanisk kontakt ("vanligt" genom monteringsskruvarna). Tinning eliminerar också mindre defekter på spåren och ökar deras lastkapacitet. Äkta toning med en lödkolv, även med en stor och platt "brodd" är inte särskilt bekvämt. Sådan tinning ser inte så slarvig ut - slapp, nålar och obehöriga överliggningar, ojämnt svårstyrt middagskikt.
För bekväm och snabb tinning kan du använda nedsänkningsmetoden i smältan, för vilken du måste göra ett litet bad med en legering "Rose", uppvärmd av en konventionell elektrisk spis i hushållet.

Smälttemperaturen är 120-140 ° C. För att förhindra oxidation och uppkomsten av en slaggfilm på ytan av smältan hälls den med ett skikt av kemiskt rent glycerin 20–25 mm tjockt.
Processen för toning är som följer. Med långhanterade pincett tar de tag på kretskortet och halshuggar i en 5% saltsyralösning, tvättar dem sedan i 2-3 sekunder i rinnande vatten och doppar det i 1-2 sekunder i rossmältan. Överskott av smältning från kretskortet avlägsnas med hjälp av en sug från vakuumgummi. Därefter är kortet redo för montering och installation av bilagor.
Installation för tinning bör förses med en huva. För att stabilisera temperaturen på smältan "Rose" i badet kan du använda valfri enkel termostat. En krom-kopel termoelement används som temperatursensor. Noggrannheten för temperaturunderhåll är ± 10 ° C.
För att göra en sådan installation är det givetvis oavsett hur betydande antalet tryckta kretskort eller andra icke-livsmedel kräver konservering. En gång träffade jag en liknande installation i produktionen och där användes den för att snabbt tina i ändarna på installationstråden.
För små amatörradiovolymer av tillverkade tryckta kretskort är en sådan installation som regel överflödig, kräver en extra, speciellt utrustad plats och en hel del av den dyra Rose-legeringen.
Emellertid kan manuell tinning med ett vulgärt lödjärn moderniseras något, vilket förbättrar resultatet avsevärt. Det är bara nödvändigt att göra det enklaste instrumentet från improviserade material och ta ett lödkolv något kraftfullare än vanligt. So.
Kärnan i metoden är användningen av en kapilläreffekt, en slags filtpenna för lödning. Dess lager i ett smält, förståeligt tillstånd absorberas i en kopparfläta och när den "målas över" konsumeras den mycket mer ekonomiskt och jämnt, i jämförelse med toning med en "obeväpnad" lödkolv.


Vad användes i arbetet.
Verktyg.
En uppsättning verktyg för radioinstallation. Det kommer att kräva en ganska kraftig (65 ... 75 W) lödkolv med tillbehör. En speciell klämma för montering av kretskortet är mycket bekväm.
Material.
Flux, lod, kopparflätning, bättre tätare, bättre inte konserverad. Koppartråd, en träpinne på en blyertsstorlek.
För att göra ett sådant verktyg är enkelt måste du bara hitta rätt fläta. Vanligtvis är det inte svårt - skinkradioentusiaster är första prioriterade bullar och säger att de inte slänger ut resterna av skärmar efter att ha klippt kablar. Dessutom används en sådan kopparfläta som korta, högströms flexibla ledare, ofta för anslutning eller anslutning i jordslingor. Det är sant att det redan är konserverat där, vilket i vissa fall kan vara besvärligt (användningen av en annan lödning). Det finns också en speciell tunn kopparfläta för kabeldragning, den är utan toning, den används för att samla överskottslöd, lödelement.

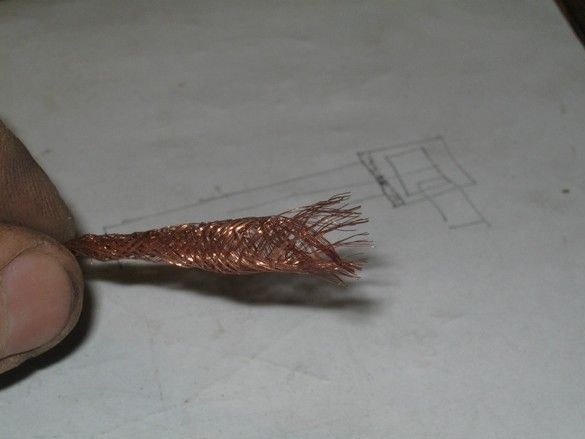
Här används skydd från kraftkabeln med skärmade ledare. De är ganska rinnande. I händerna på en annan, mycket tätare korg. Konserverad.
Måste investera minst en bit i en annan. Naturligtvis kan du använda ett lager, men det kommer att fungera något sämre - slutet är snabbt fryst och mängden löd som absorberas är liten. Det är mindre jämnt fördelat på ytan.
Koppardelen av plåt är cirka 6 ... 7 cm lång, medan 1,5 ... 2 cm, för montering på en pinne.
Klipp av med lite marginal två bitar rotting.

En av dem bör utvidgas. För att göra detta, tryck försiktigt mot mitten, från ändarna, samtidigt ökar dess diameter avsevärt. Vi utvidgar den till slut med en vass penna, men utan fanatisme kommer den inte att börja lossna.

Dra nu försiktigt den andra biten av rotting. Det är möjligt för densitet på en gång två. Sedan drar vi i ändarna av den yttre flätan, den "glider" som en termorör, tätt täcker innehållet. Vi får arbetsstycket med önskad densitet. Med tång riktar vi in en kant och utvidgar den igen med en vass penna. Nu är båda flätorna tillsammans.
Inte djup, i längd, drygt 20 mm. Detta bildar vi sätet för stick-stick. Förresten, nu måste den göras eller plockas upp. Det enklaste sättet är naturligtvis att klippa av splinters med en kniv eller en yxa, en bit av en rak skiva, men det kan vara en penna från en gammal borste och kanske en penna.

Det kommer inte att skada, med en vass kniv, lite steg från kanten av pinnen för att ordna en liten ringformad urtag så att vår fläta inte glider av handtaget - under drift måste den dras med lite ansträngning. Sedan förbereder vi den förberedda tvålagersflätan på handtaget och på platsen för urtagningen, lindar vi den med en tjock koppartråd. "Knuten" kan fixas med en liten droppe lödning, men också som om den inte löstes upp.
Det återstår att ange längden och trimma slutet - längden på den "fria" delen, för en mjuk fläta av tunn tråd, är bekväm ca 5 cm.

Vi tinnar slutet på flätan med lödet vi tänker arbeta med, medan trådarna i änden är delvis otvridna, detta är tillåtet. Det är trångt några centimeter från kanten, mitten bör vara flexibel. Om lödningen inte är en vanlig bild, är det vettigt att fixa detta med en filtpenna på handtaget.

Verktyget är ganska bekvämt, tiden sparar inte mycket men ger en betydligt mer enhetlig beläggning. Förutom tryckta kretskort används det för att finfördela delar innan strukturlödning. För metalldelar krävs en flambrännare.