
Idag kommer vi att överföra till den avlägsna Barnaul till smyckenverkstaden, där Timothy visar dig så mycket detaljer som möjligt hur en speciell fanversion av ringen skapades för AlexGyver-kanalen.

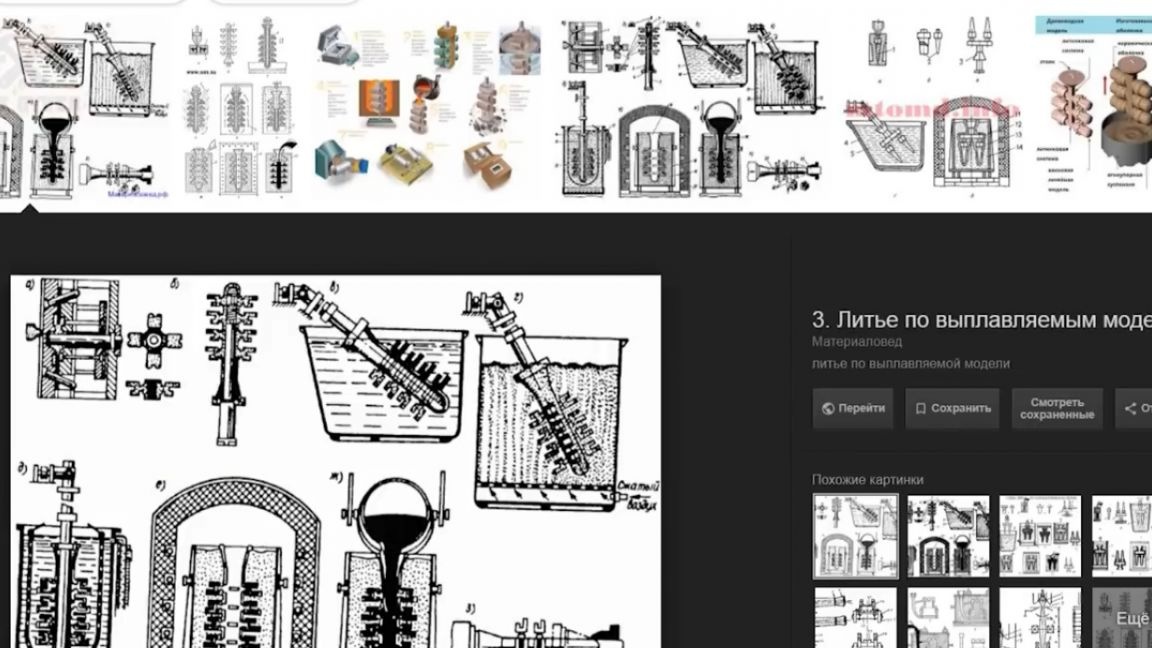
Den vanligaste tillverkningsmetoden inom knähöga smycken är vaxförlorat vaxgjutning. respektive modellen först gjord av vax, det så kallade vaxet, och sedan är formen gjord av det. För tillverkning av vax används köpta smyckenvax för modellering. Det är mer bekvämt att börja arbeta med bitar av vax, som kan tillverkas av en cirkel erhållen genom att hälla vax på ett folieark.

Vax med lödkolv appliceras på ett metallfinger med den diameter som krävs för ringen. Fingret är lindat i folie för att lättare kunna ta bort vax i framtiden.
För vaxskärning används snittar, hos Timothy är de hemmagjorda. Brett och platt för att ta bort en stor mängd material och skapa en form, en nål för fint arbete och gravering och en rörformig skärsked för universellt arbete och deponering av vax, som kommer att visas senare.


Arbetsstyckets behandlingssekvens är som följer: först avlägsna överskottstjockleken på vaxbotten. Chips kommer att användas för vidare modellering och bygga upp modellen där den kommer att behövas. Och sedan börjar vaxet snida sig själv, märkningen av bokstäverna och mönstret. Som ni vet är detta konst, och om det inte ges till dig, kommer inga instruktioner att hjälpa. Formsprutning och modellering är en kreativ process, men samtidigt under modern teknik kan detta steg hoppas över genom att skriva ut modeller på en 3D-skrivare.



När markeringen av bilden och bokstäverna utförs fördjupas linjerna gradvis och överskott av fragment tas bort från bakgrunden. Och efter en obestämd tid blir modellen lik den du kunde se på fingret på författaren till kanalen AlexGyver. Sedan avlägsnas järnfingret, folien också. Följande är en valfri procedur för att ta en form från en modell. Formen låter dig snabbt skapa vax och replikera modellen till exempel för fläktar. Men samtidigt, till och med vid tillverkning av en enda produkt, ger ett vax en form, och för att inte skruva upp det, kan du också göra intryck i fallet det är så det kommer att sparas i spelet eller programmet.
Modellen hälls med flytande gummi, till exempel PentElast-718, som fungerar som en epoxi och härdar när en katalysator tillsätts. Formen för att skapa ett intryck är gjord av plasticin. För att förbättra överföringen av små delar, är vaxet också noggrant belagt med gummi och sedan nedsänkt i formen. Efter härdning rengörs intrycket och allt tas isär, skärs intrycket.



Nu kan vax hällas i formen igen, direkt smälta och rulla det med en lödkolv. Och du får en annan modell, som naturligtvis kräver lite förfining, men i alla fall är det hundratals gånger snabbare än att klippa en ny. Förresten, en kopia erhållen från en form kommer att användas för att göra en metallring. Förberedelsen av formen börjar. Stencil fixeras på trådstycken över en halvkula av mjukt vax eller plasticin. Senare i formen kommer de att bli kanaler för metallportar. För denna ring bör de inte vara mer än 1,5 mm i diameter. Gjutning är en lång och energikrävande process, därför hälls flera former åt gången och i varje flera modeller.



Från en skål med smält vax sprids vaxet på granarna för att koppla dem ihop. Detta är nödvändigt för att säkerställa korrekt flöde och kristallisation av den ångade metallen. Följande är processen för formning (eller formning). Det resulterande gjuteriet måste tvättas från smuts och fett och fixeras i ett stålrör, där det kommer att fyllas med eldfast gips. Ett rör är en ram, det kallas en kolv.
Modellerna tvättas i hagtorns tinktur, i tvål och sedan i rent vatten. Med maskeringstejp lyfter rörväggarna upp. Gips avlas enligt anvisningarna.
Det räcker inte bara för att fylla det, du måste ta bort alla bubblor helt från det, annars kommer den smälta metallen att fylla dem och sedan täcks produkten med ett gäng små bollar som inte kommer att kunna tas bort överallt och bilden på modellen kommer att skadas.

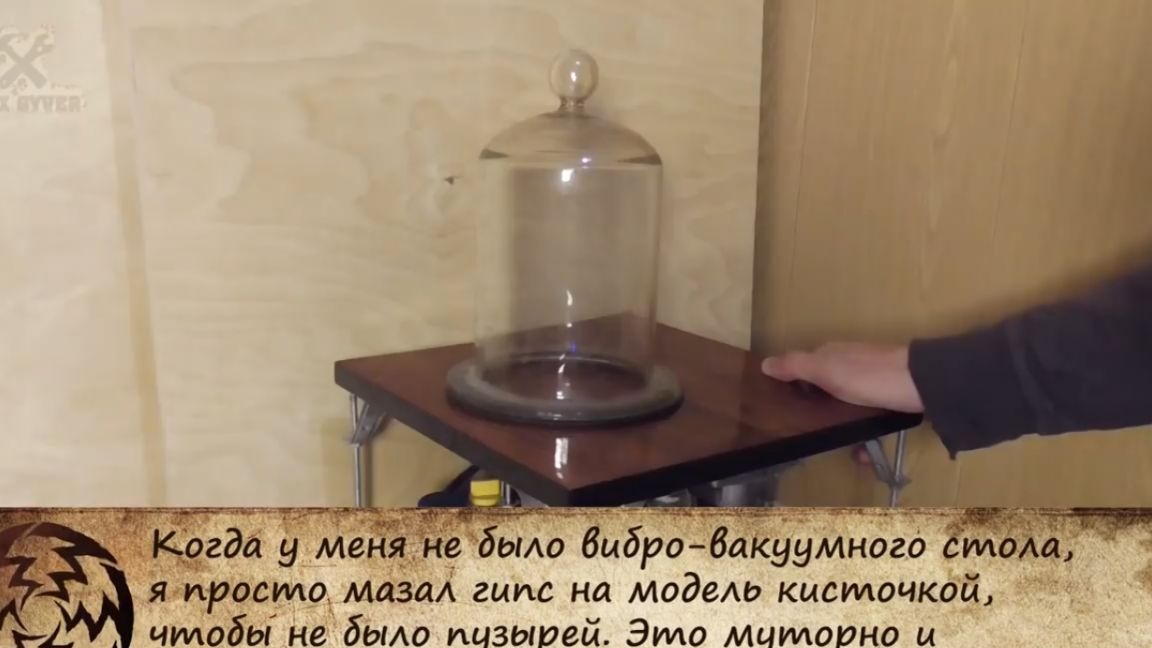
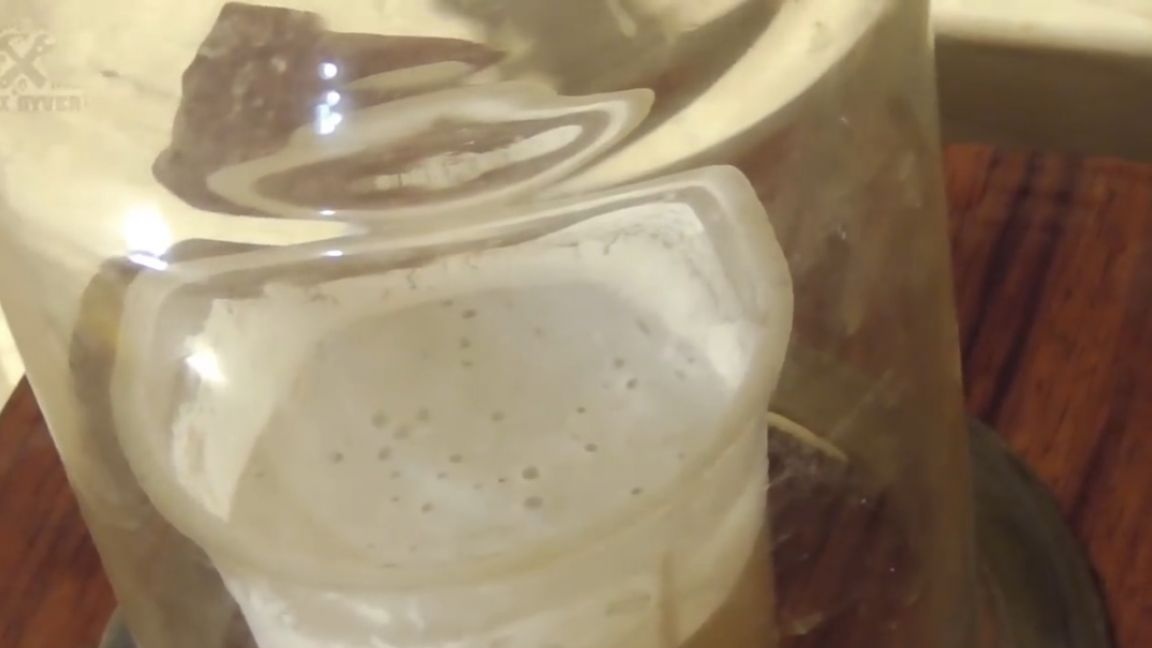
Pumpen pumpar ut luft under huven, och bänkskivan vibrerar från motorn med en excenter. Således slås alla bubblor ut och blåses ur gipsen. Gips blandas i tid, eftersom processen är starkt begränsad. Gips är inte bara smuts som torkar. När du knådar är den flytande och hälls som kefir, men efter 8-10 minuter hårdnar den, eftersom en kemisk reaktion inträffar i den. Om du blandar den ytterligare i detta tillstånd, kommer den i allmänhet att förbli gröt för alltid.
I vakuum kokar gips, luft kommer ut ur det. Först evakueras partiet, sedan hälls det i kolvarna och sugs igen. Allt detta måste göras på 8 minuter. I kolven kokar och stiger gips igen, och för detta behöver vi tejp. Kolven hälls på toppen och gips kan börja rinna ut. En timme eller två efter gjutningen är gipset redan fast, det kan bearbetas mekaniskt.
Kolvarna skrivs ut, tejpen avlägsnas, försörjningen sker med plasticin och tråden dras ut. Detta öppnar granarna som leder till modellen. Stencils har redan uppfyllt sitt uppdrag och överlämnat sin form till gips. Det är allt, det finns ingen återvändning, vaxmodellen har förvandlats till en vaxpöl, nu måste du ta bort vatten från formerna, det är nästan en tredjedel i vikt där.
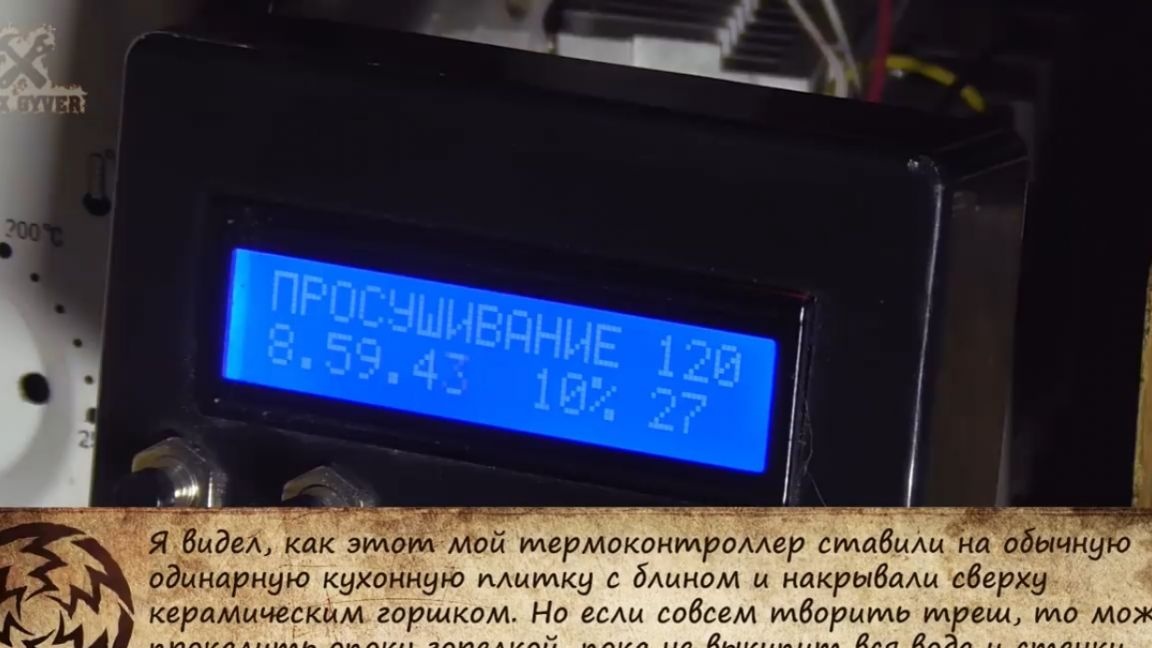
Formerna är superrå nu, de behöver inte bara torkas utan kalcineras så att allt vatten kommer ut ur gips-kristallgitteret. För att göra detta bör ugnen gradvis höja temperaturen till 730-750 grader och sedan sänka den något innan du gjuter. Detta görs av temperaturkontrollen. Beräkningen under övervakning av en temperaturregulator tar 9 timmar.

Gjutningen kommer att utföras under tryck från tröghet, och formen fixeras i en speciell högteknologisk anordning. Allt silverskrot används som metall och smälts med en vanlig brännare.
Regelbunden borsyra (säljs på apoteket) tillsätts till den heta metallen. Det blir en oljefilm, som täcker metallen och skyddar den från oxidation, absorberar slagg och rengör smältan, i allmänhet utför samma funktioner som vid konventionell lödning. Borsyra ger förresten en grön flamma.


Därefter finns det ett andra flöde för tillförlitlighet - detta är natriumtetraborat (aka borax), gör allt på samma sätt som ett vanligt flöde bör göra.Den smältande metallen blandas med en titan-eker. Förresten, häller inte metallen in i granarna på egen hand, eftersom ytspänningskraften som rullar den till en kvicksilverboll förhindrar att den spills in i den tunna korridoren i gjutningssystemet. För detta görs de tunna så att det är möjligt att smälta och förbereda metallen och först fylla hela massan på en gång.
Följande är en formsprutningsprocess i vilken en tröghetskraft täpper till metallen inuti formen. Oavsett hur galen det kan se ut, praktiseras den här metoden faktiskt fram till idag, även om oftare mästare föredrar att använda mer stationära karusellinstallationer. Till exempel hälls tandkronor i sådana och alla är nöjda. Metallen kristalliseras under tryck - det ger de bästa egenskaperna. Därefter avlägsnas gjutningen och rengörs för gips.
Vi fortsätter till behandlingen av gjutningen. Efter bita eller sågning av granarna måste gjutningen brännas röd hett för att avlasta spänningen i metallen och rengöra formen från soten. Efter uppvärmning doppas gjutningen i en lösning av vanlig mat citronsyra från en livsmedelsbutik och det hela kokas med en brännare. När citronsyra kokar fungerar den som en riktig syra - den korroderar och sköljer bort överskott från metallen, silver blir vit.

Vi börjar bearbeta med en borr med en grov sladdduk - 600, och vi går mot en minskning av spannmål. En defekt dök upp på gjutningen - det är dags, det måste tätas med silverlöd. Produkten placeras på en eldfast kakel, platsen för lödning under eld täcks med en lösning av samma borax och borsyra. Flödet gör en vit beläggning, som efter fusion och ger ren lödning.

Med en tunn titankoppel (det kallas det) fångas en bit bit silverlöd med ett silverinnehåll på 72% och sätts på plats.

Detta följs av polering för att ge ytan en glans, och därefter genomförs svärtning eller oxidation, processen för konstgjord åldring i en lösning av svavelver.
En nypa pulver smälter tills det bryter ut, sedan fylls det med vatten och kokas. I den resulterande lösningen mörknar silver på några sekunder.

Ringen är klar. Så blev den ursprungliga vaxmodellen till en blank silverring.
Tack för din uppmärksamhet. Vi ses snart!
videor: