


Vattenkylning har trots sin relativa komplexitet och mindre rörlighet flera fördelar jämfört med luftblåsning. För användning i elektronisk teknik är detta huvudsakligen större termisk effektivitet, frånvaro eller radikalt mindre brus (fläktar), den kompakta storleken på värmeväxlarna för värmeavlägsnande, möjligheten till bekvämt borttagning av den "ge" värmeväxlaren utanför enhetens (rum, byggnad).
Vattenkylning kan tillämpas i vissa fall i stationära anordningar med delar som intensivt genererar värme och kräver kylning. Inom elektronisk teknik kan dessa vara utgångssteg av sändare, kraftfulla förstärkare (SP) som arbetar i klass A, kraftelektronik. En vanlig uppgift är att använda vattenkylning för systemenheten på en persondator. Den senare möjliggör kraftigt att minska bruset från instrumentfläktarna, dammens inträngning i instrumenthuset och öka kyleffektiviteten.
På försäljning finns det både färdiga uppsättningar av designers som gör det möjligt att byta vanliga fläktar på systemenheten med burkar, slangar, pumpar och komponenterna i dessa system separat. Här ges tekniken för enkel och bekväm tillverkning av kanske det dyraste och komplexaste elementet - en värmeväxlare - för värmeavlägsnande. Teknik möjliggör hem förhållanden, utan tillgång till maskiner, gör en effektiv miniatyr platt värmeväxlare. Förberedelserna för lödningen och själva lödningen är mycket enkla. Fin montering av små delar krävs inte. Värmeväxlarens konfiguration kan enkelt anpassas till den aktuella uppgiften. Kraven på material underlättas också - inga massiva kopparlegeringar krävs; en platta med en tjocklek på flera millimeter räcker.
Vad som krävdes för att arbeta.
Verktyg.
En uppsättning bänkverktyg, metall sax, en bågsåg. En smyckenpussel med tillbehör kom till hands, men du kan komma förbi. Markeringsverktyg, liten skruvstång. En liten gasbrännare användes för lödning.
Material.
Koppar av järnplåtkoppar, mässing. Rör med lämplig diameter. Slipapper, lod, flussmedel för hårlödning.
Här visas tillverkningen av en uppsättning värmeväxlare för systemenheten på en persondator (processor, videokort). Dimensionerna på värmeväxlarna dikterades av fästena av standardradiatorer med blåsning - troféfästen användes maximalt i den nya designen. Konfigurationen av munstyckena bestämdes av bekvämligheten att ansluta med slangar. Baserat på diametern på anslutningsrören vid cirkulationspumpen är slangens diameter 10 mm.
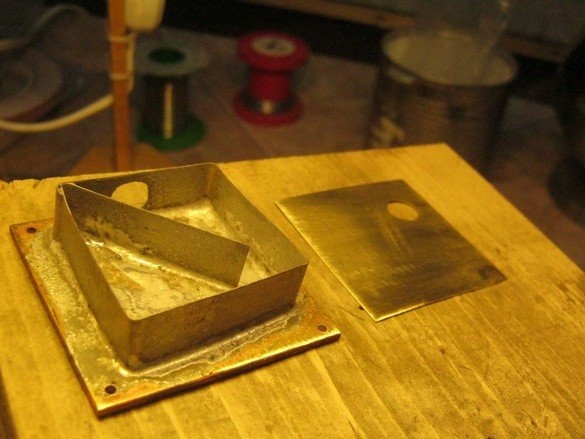
Som grund för värmeväxlaren - sulorna intill chippen användes en 2,5 mm tjock mässingsplatta. Efter markeringen klipptes två rektangulära billetter ur den med en bågsåg. Ändarna på arbetsstyckena är i linje med en fil, de vassa kanterna är tråkiga. Genom flera antal små skinn bearbetas arbetsstyckesplanen. Sidan med ett minimum av repor tilldelas externt - till CHIP; det är bättre att markera den med en alkoholfiltspets.


Alla andra delar av värmeväxlarna är ganska acceptabla att utföra från en metall som är mycket tunnare - nästan folie. Med styv volumetrisk montering genom lödning är designen mycket stark och pålitlig. Här appliceras 0,2 mm tjockt mässingsark. Baserat på diametern på anslutningsslangar och rör, antog värmeväxlarens höjd 10 mm I processorvärmeväxlaren berodde höjden 11-12mm på den använda monteringen. I videokortets CHIP-värmeväxlare tillverkades inloppsröret bekvämt i en plan ände. Hålet i tejpen var märkt med en kompass-ballerina och sågas med en pusselfil nr 6. De återstående hålen för munstyckena i de plana kapslarna görs på samma sätt.


Själva rören är gjorda av bitar av ett kopparkromrör från gammal VVS.
Efter grundlig strippning (för lödning) viks mässlisten för de låga sidoväggarna med en slags snigel på rörets ämne. Sedan bildas en snigel från värmeväxlaren utifrån, så att det i början och slutet av det finns tillräckligt med utrymme för rören och väggarna inte stänger för hårt och sticker inte ut utanför sulans kanter. Med antalet varv är det möjligt att i viss utsträckning reglera mängden värme som överförs till kylvätskan (vatten). I allmänhet arbetar vi på ett intuitivt sätt - ju större området som kräver kylning och ju mer det värms upp, desto fler varv krävs.

Vid lödning användes ett "VVS" -flöde för att löda ett kopparrör med en brännare. Det är designat för blyfritt tenn-kopparlöd, men det fungerar perfekt med vanligt tenn-bly-löd, vilket är mycket praktiskt - det senare är hälften billigare. Du kan antagligen använda flytande oorganiska flöden, samma "lödningssyra" (zinkklorid). Kolofonium och flussmedel baserade på det bör inte användas för lödning med öppen låga - de antänds lätt, även om de värms upp från baksidan, efter att de har bränt, lämnar de sot som gör svårigheterna att lödas.

Efter applicering av flödet bör det rullade bandet pressas ordentligt mot basen. För att göra detta behöver du en teknisk platta och ett par metallklädnypor eller en vikt. Inuti konturen ska du placera små löddelar jämnt. Här använde vi POS-60 i form av en 2,5 mm tjock tråd. Han skar den med skärare i partiklar på 5 ... 7mm.

Vi värmer tills lödningen smälter och stramar konturen till vårt snigelstaket helt. Mellan sulan och väggen. Det bör komma ihåg att lödning flyter till en plats med högre temperatur. Om lodet inte dras in i ett visst område kan du hjälpa det genom att röra eller stryka det med en kvist av det "externa" lodet. Du ska inte värma arbetsstycket under mycket lång tid - flödet bränns och slutar fungera.I det här fallet är det nödvändigt att kyla arbetsstycket, ta isär, rengöra och upprepa allt igen. Men med noggrann rengöring av ytor och mycket flöde fungerar allt mycket bra.


Jag klippte ett lock från samma tjocka mässingsfolie, markerade ut och skar ut två hål för munstyckena med en smyckenpussel. Formen på locket är rektangulär i formen av sulan. Det visar sig mer estetiskt och mer bekvämt skuren. Om materialet inte är särskilt dyrt (tjock folie) rekommenderar jag denna form. Förresten, min 0,2 mm folie klipps ganska framgångsrikt med stora grova skräddarsaxar, även om speciella för metall är säkert mer praktiska.

Rengör det försiktigt efter applicering av ämnet på toppskyddet och applicera flussmedel. På locket och övre kanterna på cochlea. Inuti lägger vi igen lödbitarna, sätter ihop allt och slår ner locket. Bara i fallet kan du skaka ämnet från värmeväxlarenheten så att löddelarna, troligen fast vid väggarna eller taket (flödstjock pasta) faller till botten (locket). Återigen värmer vi brännaren, om det behövs, bär vi en lödstav utanför. Låt svalna.


Värmeväxlarhöljet rengördes försiktigt med ett fint sandpapper och beredde ett par slangbeslag. Eftersom mina arbetsstycken är från kromanslag, är det bättre att remsa kanterna för lödning till koppar. Löd till beläggningen inte sämre, men styrkan hos en sådan anslutning blir mindre - gamla beläggningar, dessutom tenderar att avskalas.

Jag sågade den med en bågsåg för metall, rensade den, satte ett flussmedel på den och lindade en lödring på varje armatur.

Med försiktig uppvärmning med en liten flamma av brännaren, så att resten inte upplöses, smälter lodet, glider ner med en snygg rulle. Det är bättre att värma beslaget själv, och efter att smälta lodet, lite och ett lock runt det.
Efter att värmeväxlaren har svalnat helt, ska allt som finns tillgängligt tvättas noggrant från flödet med varmt vatten och en hård borste. Flödet inuti måste tvättas ut - efter montering av det stängda kylsystemet bör du byta vattnet 3-4 gånger, väl, säga, varannan dag av drift. Det är exakt vad tillverkaren av flussmedel rekommenderar vid installation av kopparvattenförsörjning.

Värmeväxlaren för chipet på videokortet är mindre, förenklad konfiguration av den interna spindeln och placeringen av beslag. En annan metod att fästa är med fyra standardfjäderbelastade skruvar. Generellt sett är tekniken helt lik.

rön
Övningen har visat pålitlighet, tillgänglighet och tillräcklig designeffektivitet. Tillsammans med tillverkningens enkelhet verkar tekniken vara ganska rimlig och rekommenderas för upprepning.
Några ord bör sägas om materialvalet. Eftersom god värmeledningsförmåga (sulor) krävs är det bättre att använda koppar eller kopparlegeringar, bland annat kommer detta att förenkla valet av flussmedel för lödning. Det bör naturligtvis också undantas från utformningen av metaller som bildar ett galvaniskt par med koppar.
Babay Mazay, januari, 2019