


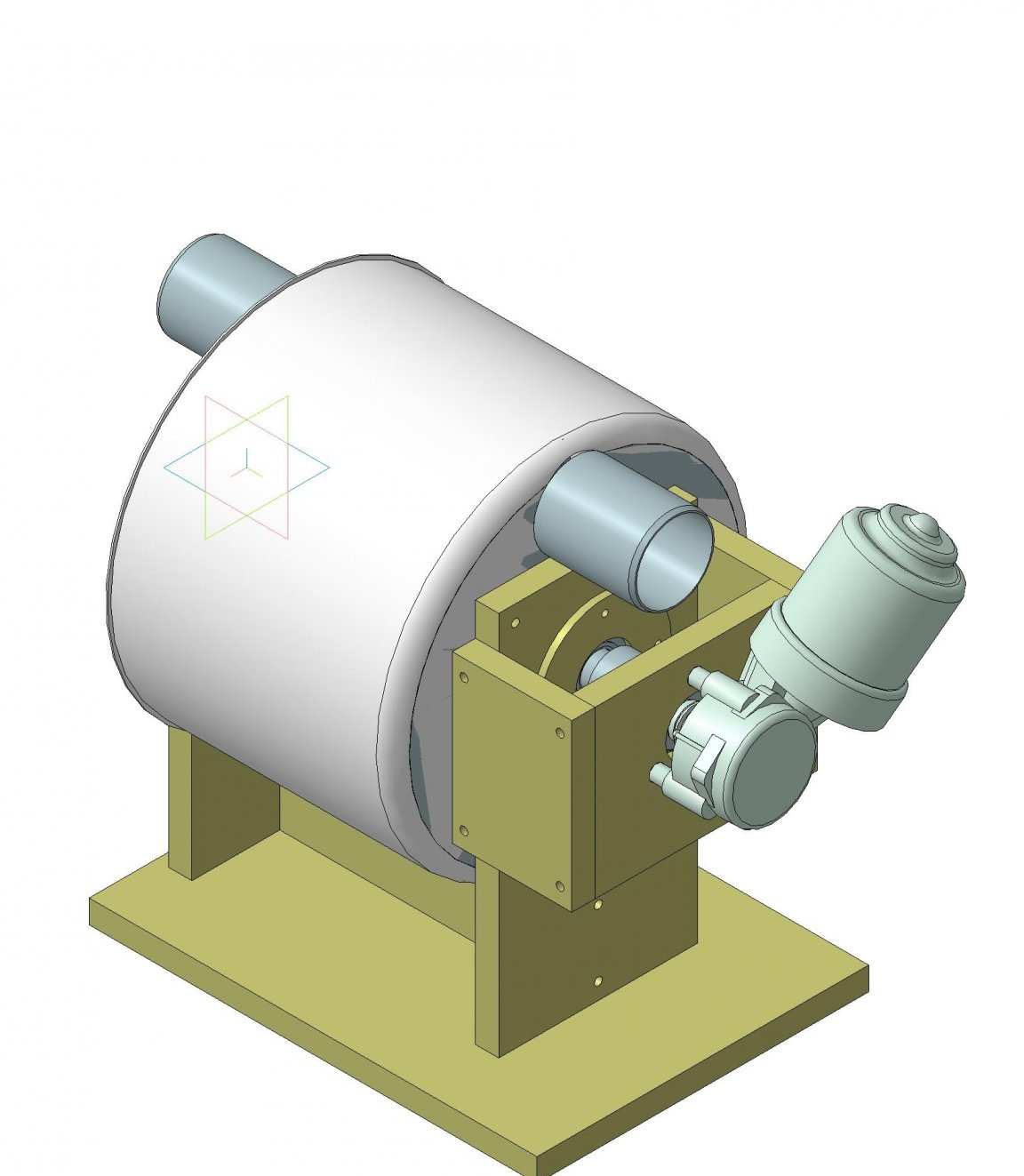
God eftermiddag, i mina instruktioner kommer jag att berätta hur man gör ett litet jordnötskal. Trumma laddar jordnötter cirka 1 kg.
Enheten drivs med en 12-volts strömförsörjning eller ett bilbatteri.
Maskinen kör på en torkarmotor med en maskväxel (från en VAZ 2101-bil), varvtal 60 varv / minut.
Alla andra maskindelar tillverkades. gör det själv från improviserade medel.
Material och verktyg som jag använde:
Materiallista:
1. Torkarmotor från en VAZ 2101-bil;

2. Transformator för 12V;
3. Diodbron;
4. Trådar;
5. Brytaren;
6. Bultar, skruvar, muttrar, brickor rengör och håller fast, skruvar, skruvar;
7. Kryssfaner med en tjocklek av 14 mm;
8. Två lager;

9. Stålstång med en diameter på 20 mm;
10. Stålremsa;
11. Tunt ark 0,3 mm tjockt;
12. Fiberboard med en tjocklek av 4 mm;
13. Stålrör, innerdiameter 20 mm;
14. Ytterdiameter av stålrör 8 mm;
15. Plast 6 mm tjock;
16. Aluminiumskål;
Verktygslista:
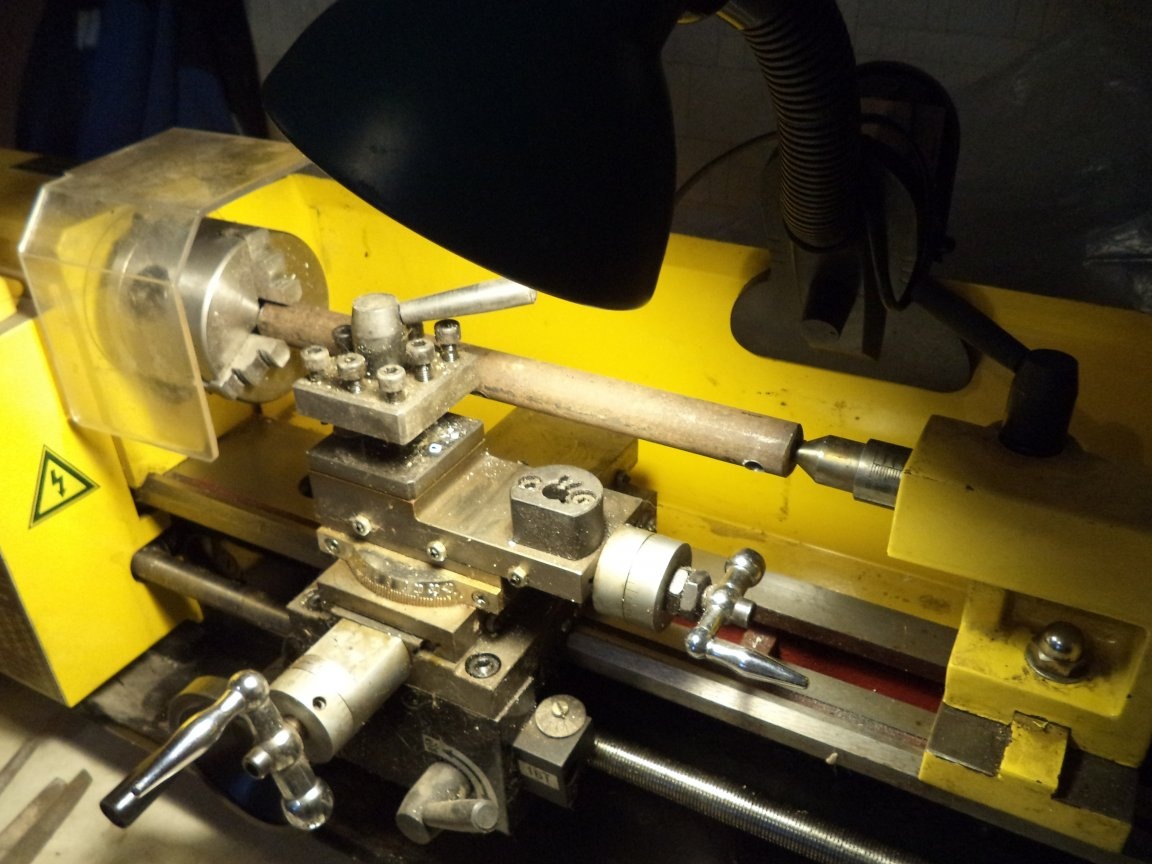
1. Liten storlek svarv;

2. Borrmaskin;

3. Universal träbearbetningsmaskin;

4. En metallskiva med en limmad hud;
5. Elektriskt pussel;
6. Hacksaw;
7. Borr;
8. Svetstransformator;

9. Bulgaren;
10. Kvarn för metall;
11. Ballerina;
12. Fjäderborrar;

13. Borrar för metall;
14. Kranar;
15. Dupel;
16. Bromsok;
17. Kompass;
18. Vridverktyg för metall och trä;
19. Sax för metall;
20. Filer runda och platta;
21. Sladdlös skruvmejsel;

22. Tvär- och plattskruvmejslar, skiftnycklar;
23. Klämma;
24. Linjen;
25. Lödkolv;
26. Hammaren;
27. Superlim (cyanokarylat);
28. Hårtork för konstruktion;
Processen för att tillverka en liten skalning:
Steg ett: Skapa tomma ämnen för kroppsdelar, pumphjul och driven disk
1. På plywood markerar vi ämnena på kroppsdelarna och pumphjulet, ordnar dem med en minimistorlek mellan delarna så att vid skärning finns det ett minimikrav för slutbehandling.
Även på plywood med kompassar markerar vi den runda delen av den drivna skivan, ett tillåtet av minst 10-15 mm från resten av detaljerna, för att säkerställa ett garanterat spelrum mellan arbetsstyckena under bearbetningen.
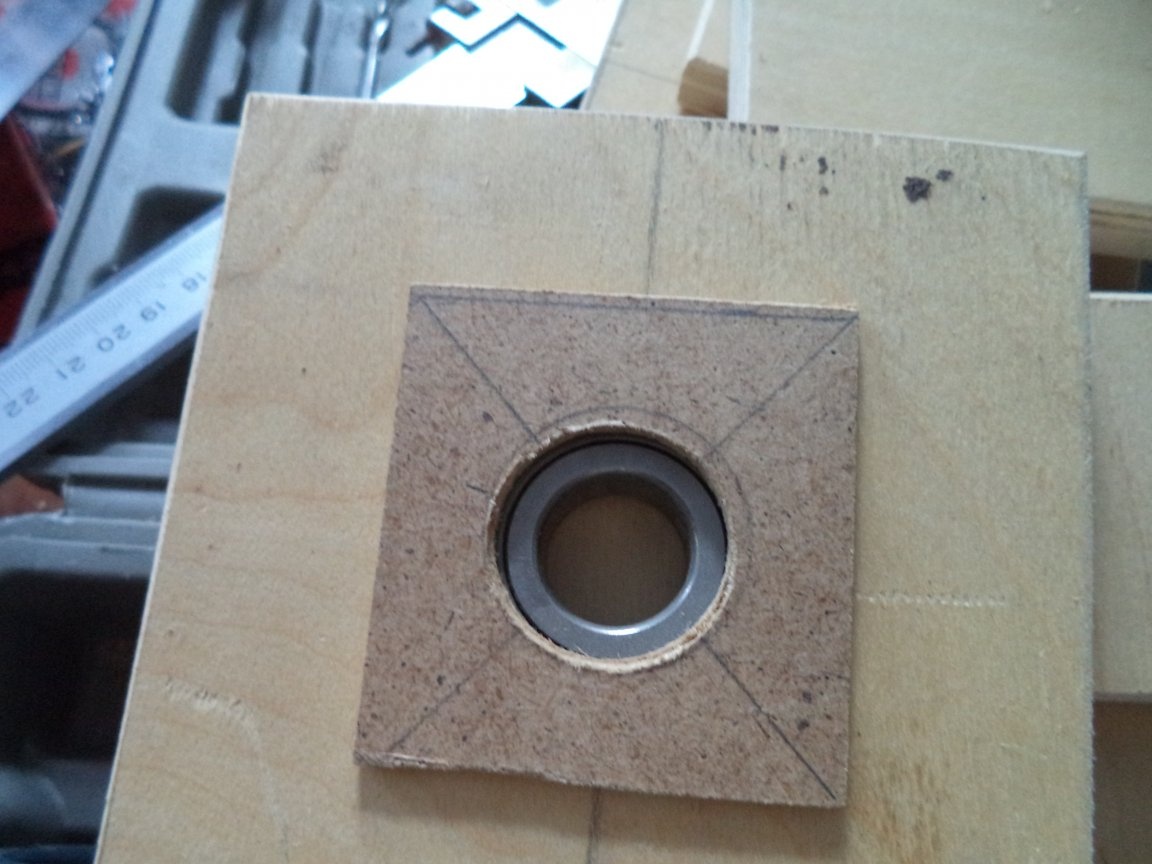
På fiberplattan markerar vi ämnen på lagerfästplattorna och tryckskivan.


2. Vi borrar hål med en diameter på 8 mm i runda korgar, installerar sedan Ballerina på borran och skär ut, till mitten av plywood, den runda delen av den drivna skivan, såväl som hålen för lagren, vrid sedan plywooden och skär alla runda delar till änden, skär ut skivan och hålen i bärande monteringsplattor.




3. Skär ut resten av ämnet på kroppsdelarna med hjälp av en elektrisk pussel, försök att hålla minimiprisen.

4. På en universell träbearbetningsmaskin installerar vi i stället för en cirkelsåg en stålplåt med sandpapper och bearbetar kanterna på karossdelarna enligt märkningen.


5. Enligt markeringen borrar vi hålen för fästelement i kroppens delar.
Steg två: Skapa en slavskiva
1. Borra i mitten av ett hål i den drivna skivan - diameter 20 mm.
2. Borra ett hål med en diameter på 8 mm på den drivna skivan med kanten.

3. Skär ett spår under nyckeln till hålet och rengör det med en fil.

Steg tre: Göra axeln på skalhjulet
1. Från en bar med en diameter på 20 mm skär vi axelämnet med en kvarn.

2. Borra hål med en stor avfasning från axlarnas ändar på en borrmaskin för att fixera i svarvhylsan.


3. På borrmaskinen i axeln utför vi två gängade hål M8 för montering av pumphjulet och installation av en gängad nyckel.

4. Montera axeln på svarven och bearbeta den till lagerets storlek.
Steg fyra: Göra Drive Clutch
1. Två runda plastämnen skärs.
2. Borrade hål i arbetsstyckena, med en större diameter på 13 mm på mindre än 6 mm.
3. Vi placerar det mindre arbetsstycket i mitten av det stora och limmar det tillsammans med superlim.
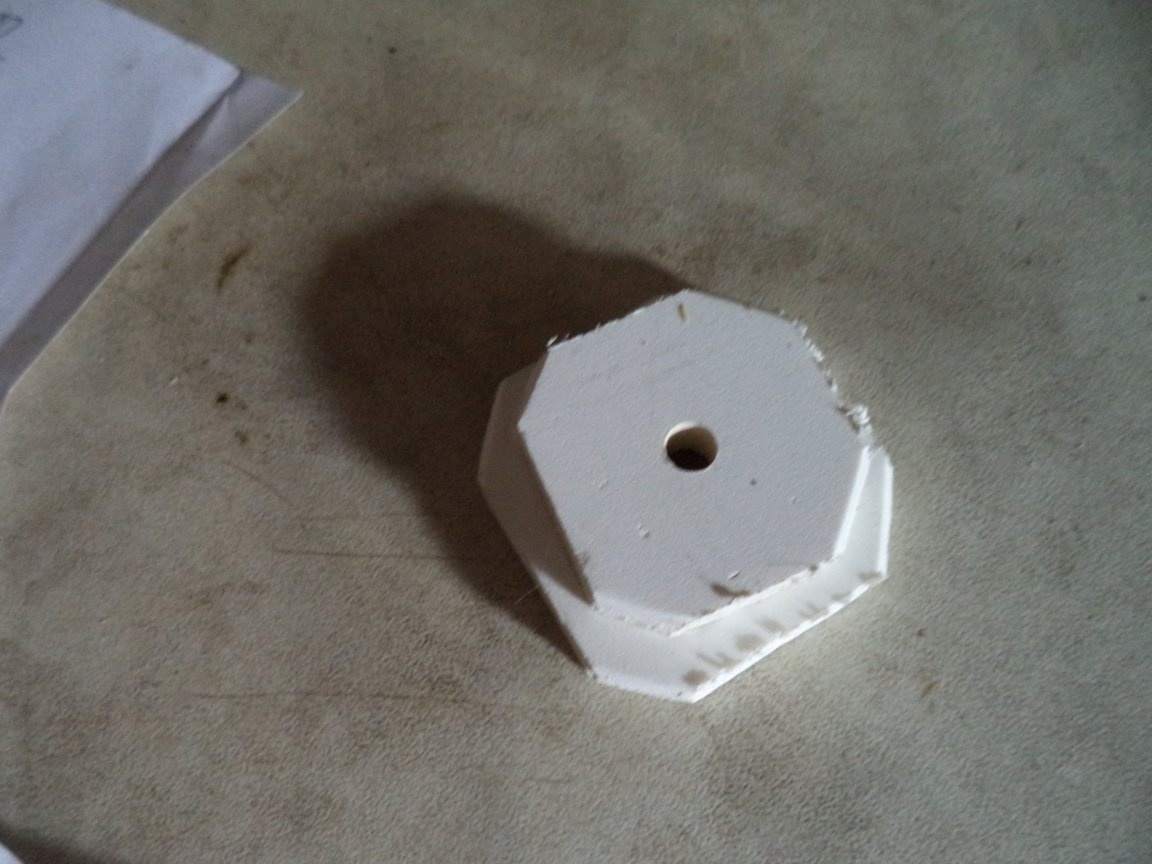

4. Installera bulten med rena brickor och fäst muttern.
5. Installera det limmade arbetsstycket på svarven, kläm fast det med en bult och arbeta på ytterkanten, ta sedan bort det stora faset på 45 grader.

6. Skär ovala spår genom att markera med en rund fil.

7. Vi gör en liten avfasning på utsidan av 6 mm hålet, värmer 6 mm hålet med en konstruktionshårtork och drar snabbt, medan den fortfarande är varm, M6-skruven till torkaraxeln. En kon och skåror från torkaraxeln som bildas på drivkopplingen.


Steg fem: Impellertillverkning
1. Vi rengör stålremsan från rost med en metallkvarn.
2. Med en kvarn skär vi fyra stora flaskor av pumphjulet från en stålremsa, i ändarna borrar vi hål med en diameter på 6 mm.


3. Med en kvarn skär vi fyra förstyvningsribbor från en stålremsa.
4. Vi tillverkar impellermonteringshylsan från ett rör med en innerdiameter på 20 mm, skär röret med en kvarn till storlek och borrar ett hål med en diameter på 8 mm i mitten.


5. På två stålämnen på pumphjulet skruvar vi ämnet från spånskivan med bultar och muttrar, vi svetsar förstyvningar till ändarna.
6. Genom att markera, installerar vi två arbetsstycken av pumphjulet på monteringshylsan, vi svetsar arbetsstyckena till hylsan och sköldar sedan slutligen.

Steg sex: Gör de gängade knapparna och kör fingrarna
1. Vi gör den gängade nyckeln från M8-bult, klipper bulten i storlek och gör ett spår för skruvmejseln i den övre delen.

2. Vi gör tre fingrar på drivenheten från röret med en yttre diameter på 8 mm, storleksläge, vi rengör kanterna med en fil.

Sjunde steg: Göra en skalningstrumma
1. Borra ett hål med en diameter på 20 mm under pumphjulets axel i en aluminiumskål och i locket i mitten.


2. Skär ett fyrkantigt hål i en aluminiumpanna med sidokvarn för att fylla på jordnötter.


3. Vi rengör de vassa kanterna med en fil.

4. Montera två lager i fram- och bakväggarna.

5. Fäst lager med MDF-remsor med små skruvar.
6. Genom främre väggen sätter vi in pumphjulets axel, fäst luckan.

7. Genom bakväggen trycker vi på pumphjulets axel, fäster panelen.

8. Vi fäster bak- och främre väggen till förstyvningen, kontrollerar den jämna rotationen på axeln.

9. Ta bort kärlet och locket från skalets främre och bakre väggar och ändra det centrala hålet upp till 35 mm.
10. På pannan markerar vi längsgående linjer, sätter den på den förberedda stången med en rund profil och en stans, vi sätter små utsprång på sidoytan.



Steg åtta: Montering av skalkroppen
1. I mitten av axeln installerar vi pumphjulet, fäst det på axeln med en M8-bult.
2. Skruva den bakre väggen till skålen med skruvar, främre väggen till locket.
3. Sätt in axeln med det fasta pumphjulet i den främre och bakre väggen och fäst skruvarna i förstyvningen.
4. Vi installerar skalskalarna på stativet, drar en penna runt fästpunkterna och borrar hål för skruvarna.

5. Underifrån fäster vi skalkroppen till stativet med skruvar.
6. Med en tråd fäster vi locket på pannans sidoyta, fixerar det med bultar.


7. Kontrollera den jämna rotationen på axeln.

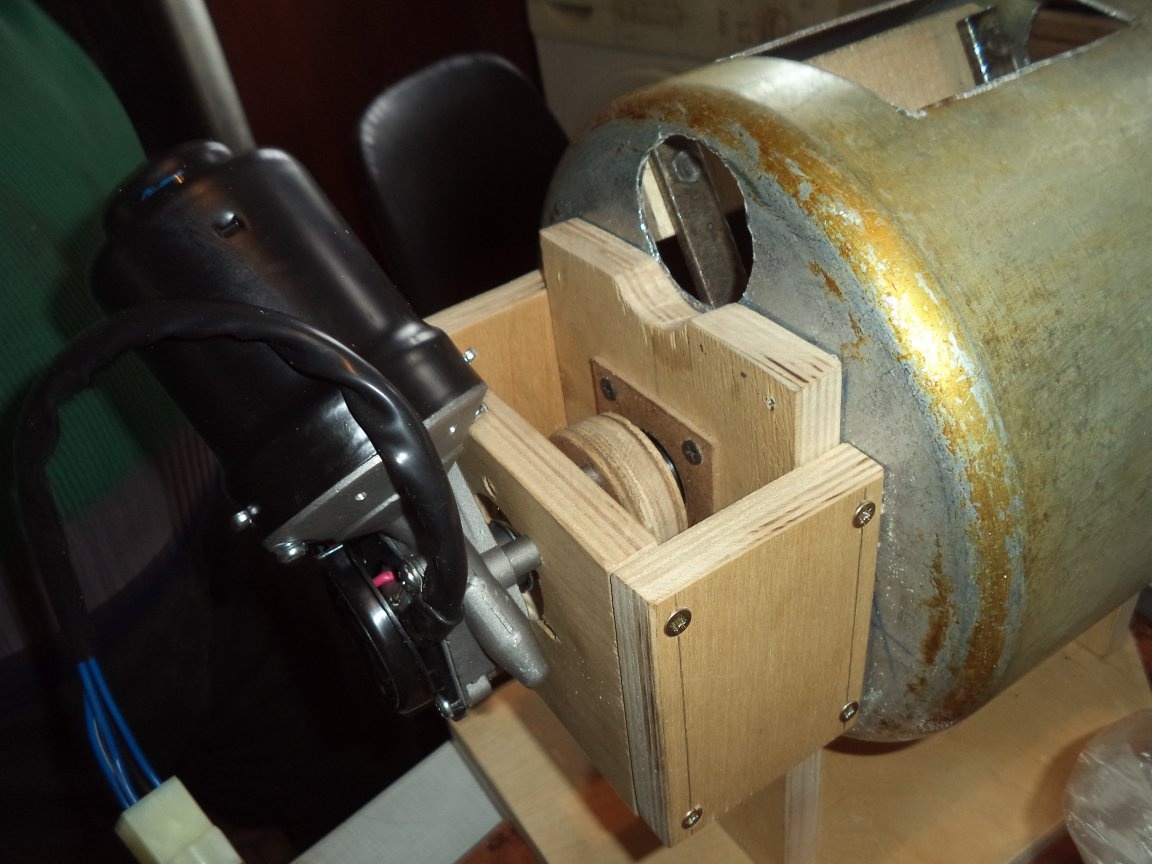
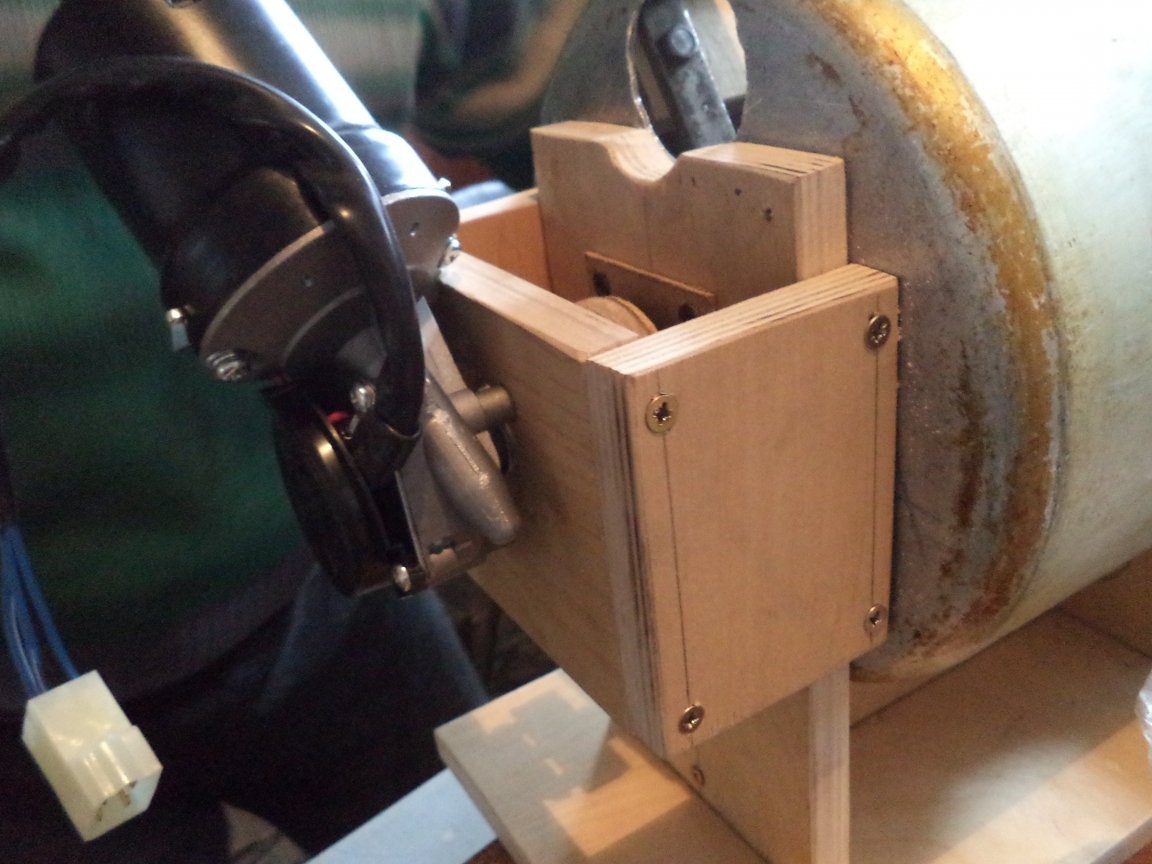
Steg nio: Final Hull Assembly
1. Vi installerar en torkarmotor på enhetens vägg.
2. Montera drivkopplingen på motoraxeln, fäst med en mutter.
3. Vi ansluter en drivskiva till drivenheten på PVA, och sedan fixerar vi fingrarna i röret med markeringen med skruvar.

4. Vi fäster sidoväggarna med skruvar på drivväggen.

5. På skalets axel vrider vi den gängade nyckeln, installerar den drivna skivan med fingrarna.

6. Skruva sidoväggarna på drivenheten mot skalens bakvägg med skruvar, justera kopplingen och fingrarna på drivenheten.

Steg tio: anslut elektriker
1. Löd en tråd med ett uttag till ingångstransformatorn, löd en diodbrygga till 12 V-utgången.

2. Anslut till motorn från diodbron genom trådomkopplaren genom anslutningen.
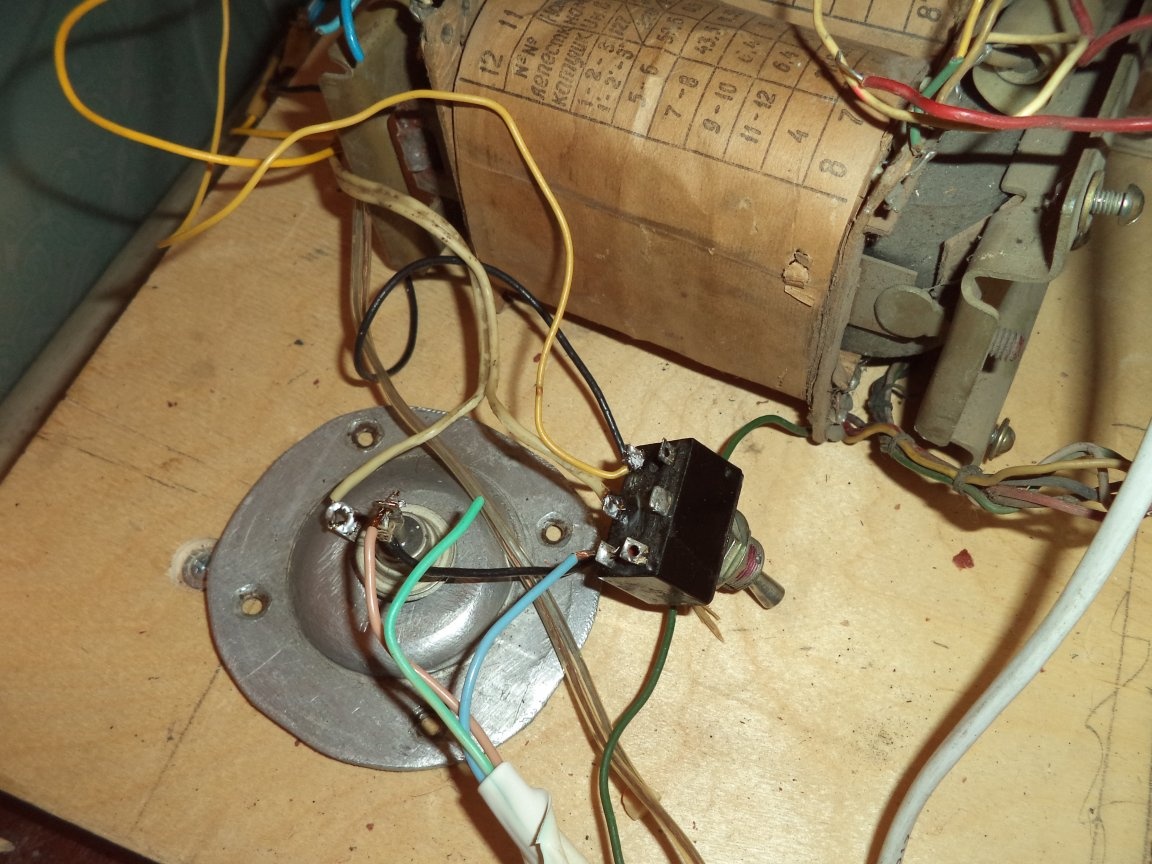

3. Tyvärr hade jag en transformator med 24 V utgång, så jag anslöt en diod istället för diodbron och matade motorn genom induktorn.
Steg elva: utmaningar
Jag somnar jordnötter, cirka 1 kg, sätter på skalet i 1 minut i högst 1,5 minuter, pumphjulet flyttar jordnötter längs väggen med utsprång på sidan av pannan och slir av skalet.


Jordnötskalning var 95 procent, efter rensning och avlägsnande av skalet kan de laddas i en beläggningspanna för beläggning med choklad.

