
God dag till alla. Alla vet att bra saker i dessa dagar inte är billiga alls, och verktyg är inget undantag. Men många verktyg kan göras gör det själv och från tillgängliga material. Och författaren till Techno Cracy-kanalen kommer att visa detta för oss. Idag kommer från en vanlig gammal fil att skapa ett handvridningsverktyg, den så kallade Meisel. Och för detta arbete kommer befälhavaren avsiktligt inte använda något elverktyg, förutom en elektrisk borr, och även då bara för att göra ett hål i handtaget. (Men du kan göra utan en elektrisk borr.)
Huvudverktyget är:
Metallfil
fil
skruvstäd
rasp
Sandpapper
Linjal med gradskiva
Markör och enkel penna
En bit vanligt papper
Slipmaskin
Maskinolja

Och behöver också en brännare.

Spraydå med gas.

Epoxylim.

Och järnklorid.
Material: helst, lera behövs, men författaren hade det inte, och därför använde han cementbaserad kitt istället för lera.

Sovjetisk fil.

VVS-montering.

Handtaget för hammaren.
Fläckalkohol.

Mineralolja.

Och ståltråd.

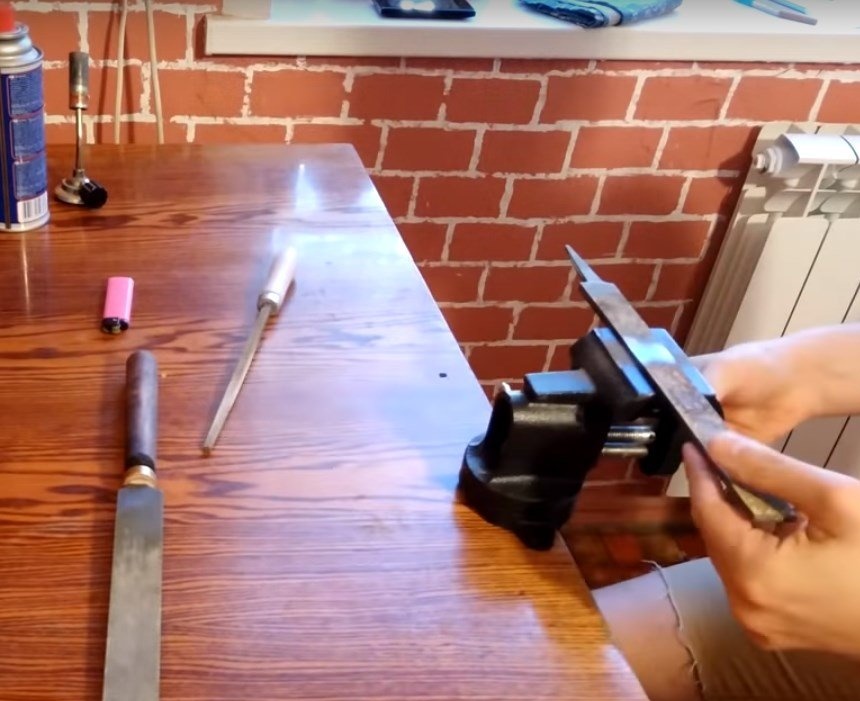
Lite om filhantering. Filen kan behandlas på två sätt med och utan släckning. Var och en av dessa metoder har sina för- och nackdelar. Filen är härdad i sitt normala arbetsskick. Därför är det inte möjligt att bearbeta det manuellt. Detta är metoden utan att klistra fast igen. Ta bara filen som den är, och bearbeta den med hjälp av en vinkelslipare eller slipmaskin. Huvudvillkoren för denna metod är inte att överhettas metallen. Annars, åtminstone: metall härdning kommer att ske, och återhärdning krävs, men som maximalt: den kommer helt att kollapsa. Detta är den största nackdelen med denna metod, förstöra framtiden hemgjorda mycket lätt. Det är särskilt lätt att bränna en skarp spets, och det har hänt författaren mer än en gång, när han just började sina experiment med metall. Och därför, lärare av bitter erfarenhet, är författaren nu en stark anhängare av manuell metallbearbetning. För att metallen ska låna sig väl till manuell bearbetning gör författaren sin semester.(I metallurgi kallar de härdning, värmebehandling under vilken metallkonstruktionen genomgår omkristallisering och mjuknar.) Enkelt uttryckt värms metallen upp och kyls sakta, motsatsen till kylning, när metallen värms upp och svalnar på några sekunder. För att lämna en fil i hem villkor är en konventionell gasbrännare tillräcklig. Genom att hålla fast filen i en skruvstol värmde författaren väl upp den plats som kommer att behandlas vidare. Men som det visade sig, filen var en tuff mutter, och brännarens kraft var ganska svag, och befälhavaren lyckades knappt värma upp den till en knappt märkbar mörk körsbärsfärg.



Men lyckligtvis för författaren var det tillräckligt för att göra stålet mjukare, och det kunde bearbetas med ett enkelt bänkverktyg.

Efter att författaren klippte stycket, i en vinkel på 45 grader. Det är exakt den vinkel som den klassiska meiseln har.

Detta kommer att vara det första svarvverktyget som skapats av författaren. Därför kommer författaren att producera den och följa parametrarna för den vanliga klassiska meiseln.

Författaren medgav ärligt att han inte hade någon aning om hur snabbt skärverktygen slits ut, men befälhavaren kommer inte att stå bakom maskinen under en åtta timmars skift, och därför beslutade han att göra längden på den arbetsdel av det framtida verktyget 100 mm.

Det är inte alltid möjligt att klippa arbetsstycket i en vinkel perfekt, så författarens nästa steg är att justera banbrytaren.


Efter det måste du bilda backarna. Genom att mäta arbetsstyckets tjocklek är det 6,5 mm.

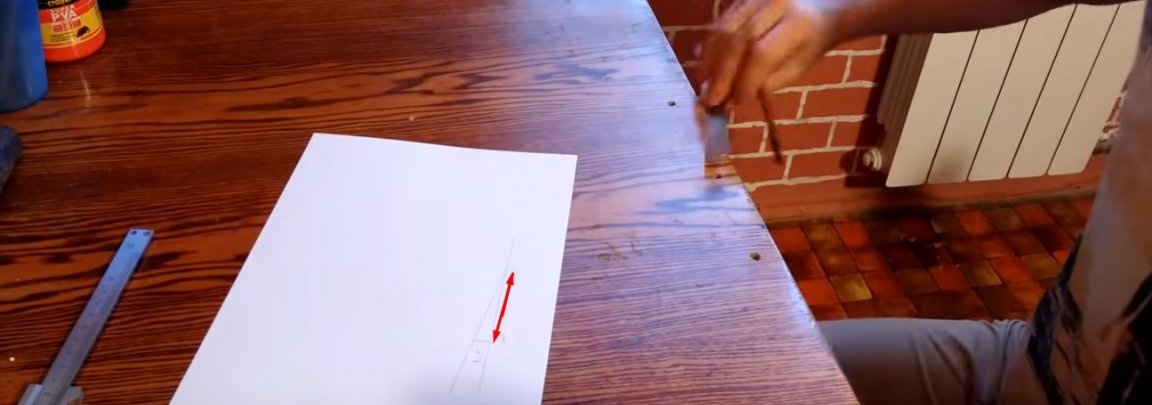
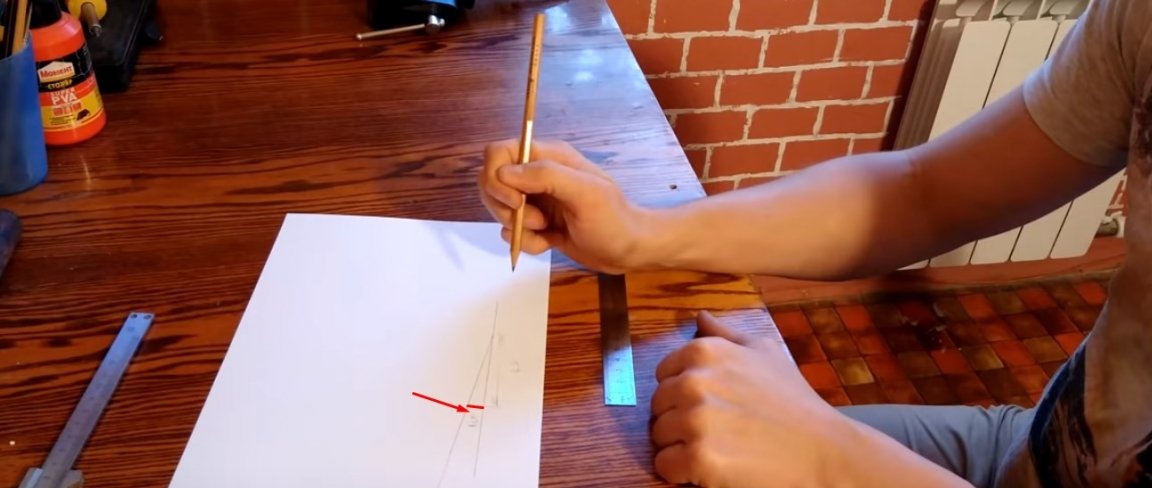
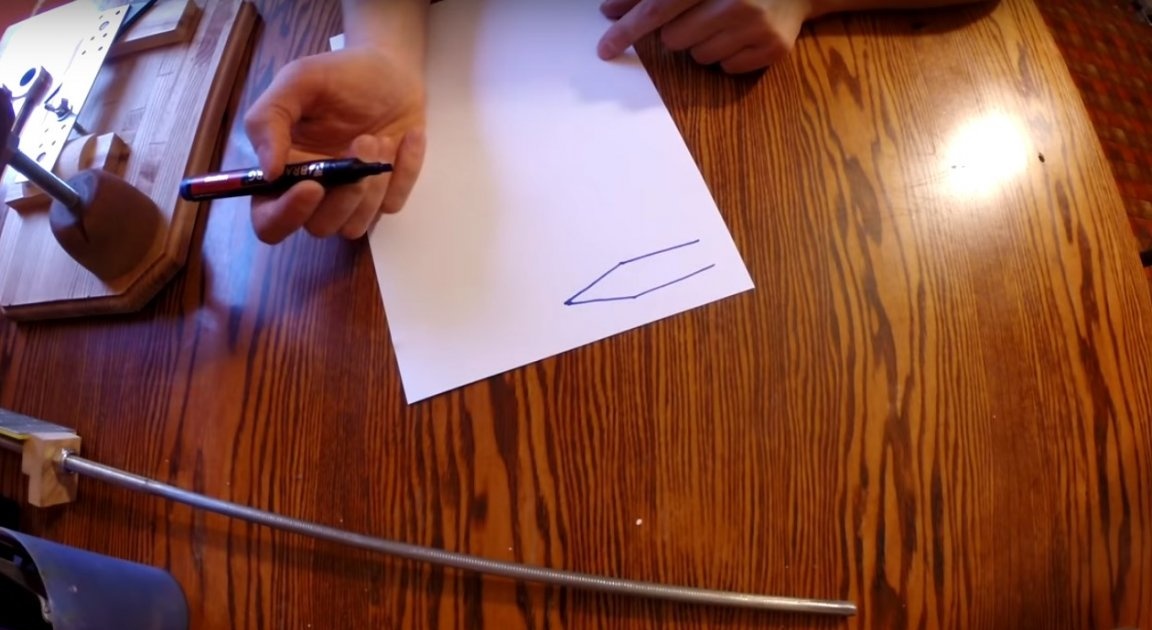
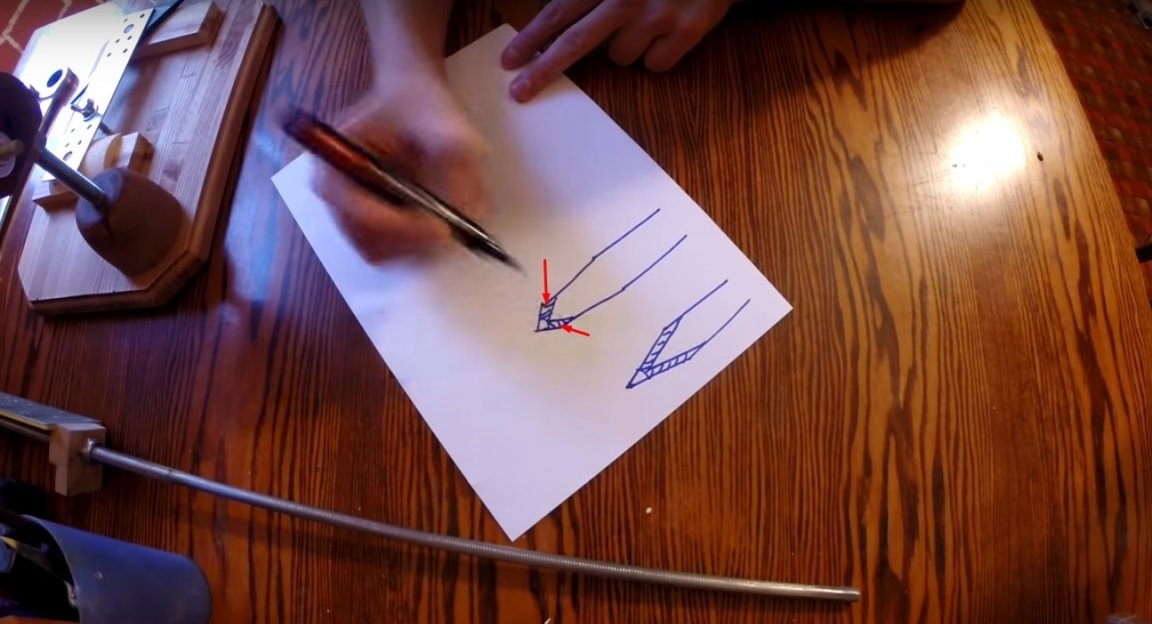
Författaren planerar att göra nedstigningar i en vinkel på 10 grader. Till att börja med kommer han att göra hela beräkningen på papper. För att göra detta, drog han en rak linje.

Och markerade poängen på den.

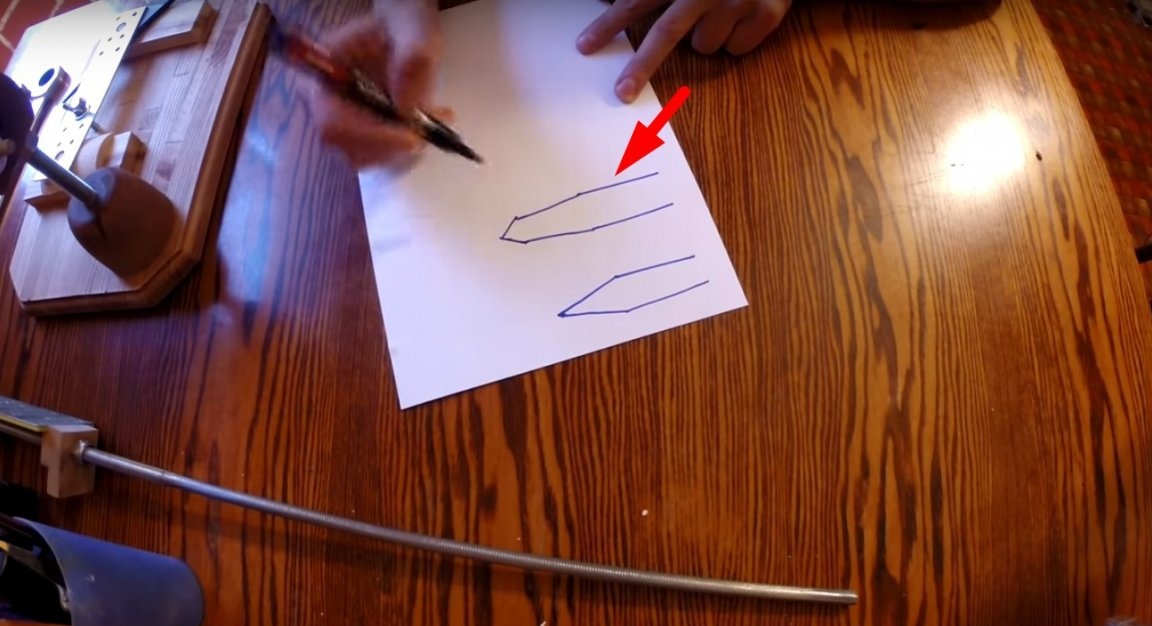
Sedan mätte han vinkeln på 10 grader och drog ytterligare en rak linje.

Det visade sig en sådan triangel.

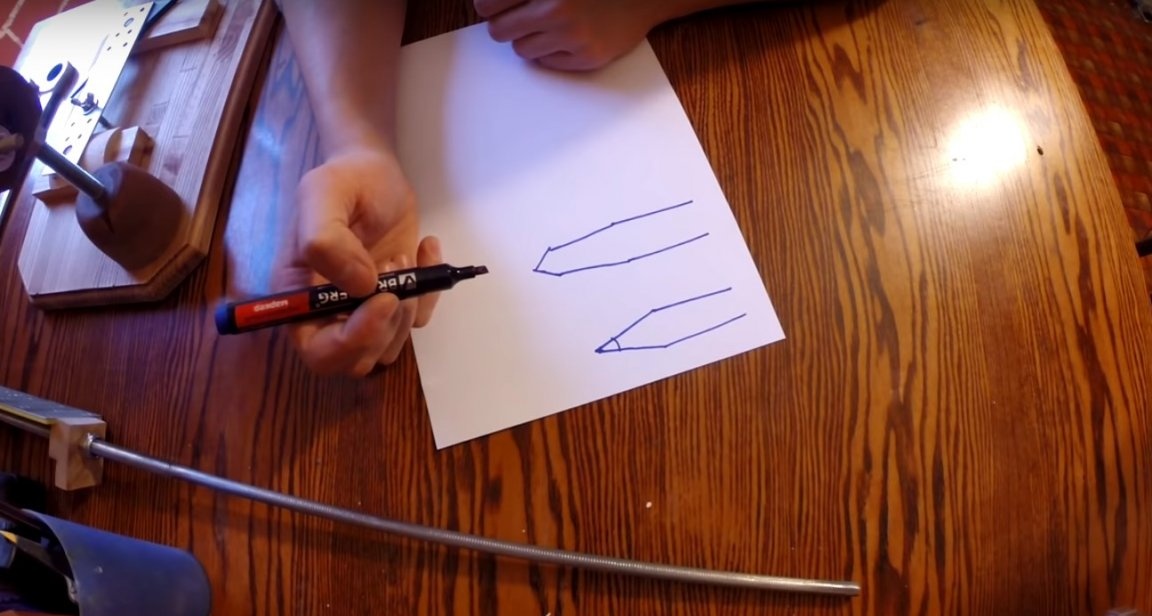
Efter att ha hittat en plats mellan två raka linjer, där avståndet är 10 mm.

Och gjorde ett märke.

Sedan mätte jag detta avstånd. (Det är lika med 650 mm.)

Sedan beräknade han hur många gånger detta avstånd är större än detta. Och som enkel matematik visade är skillnaden sex och en halv gånger.
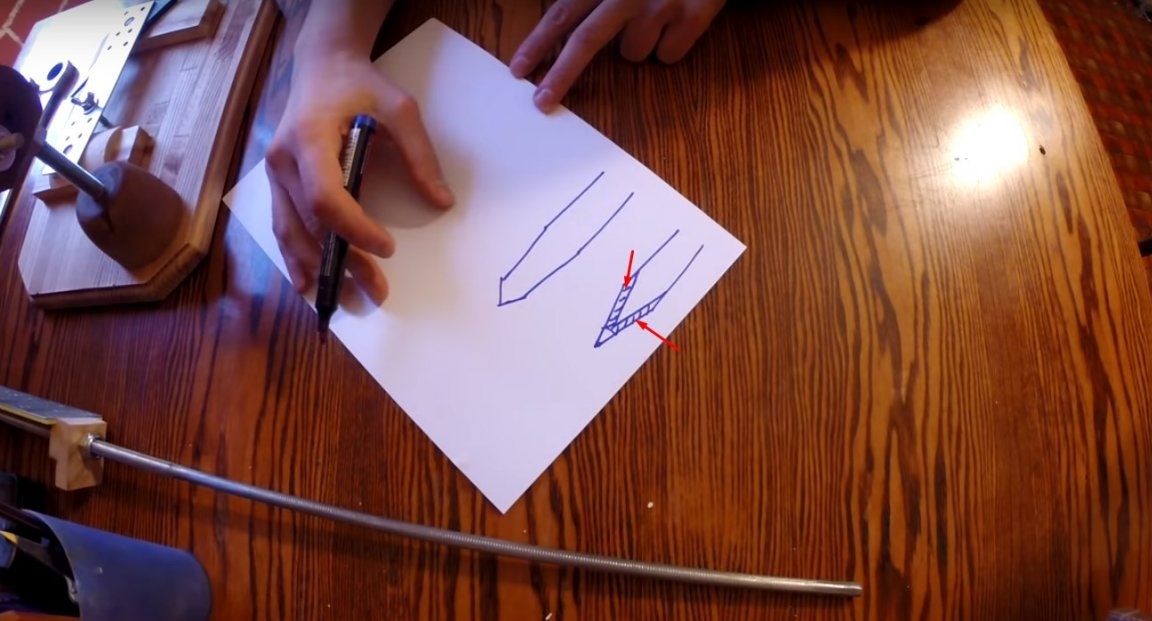
Så 0. 5 mm av filens totala tjocklek, kommer författaren att lämna för den slutliga skärpningen av skäret.
Och de återstående 6 mm, sy författaren 3 mm på varje sida.

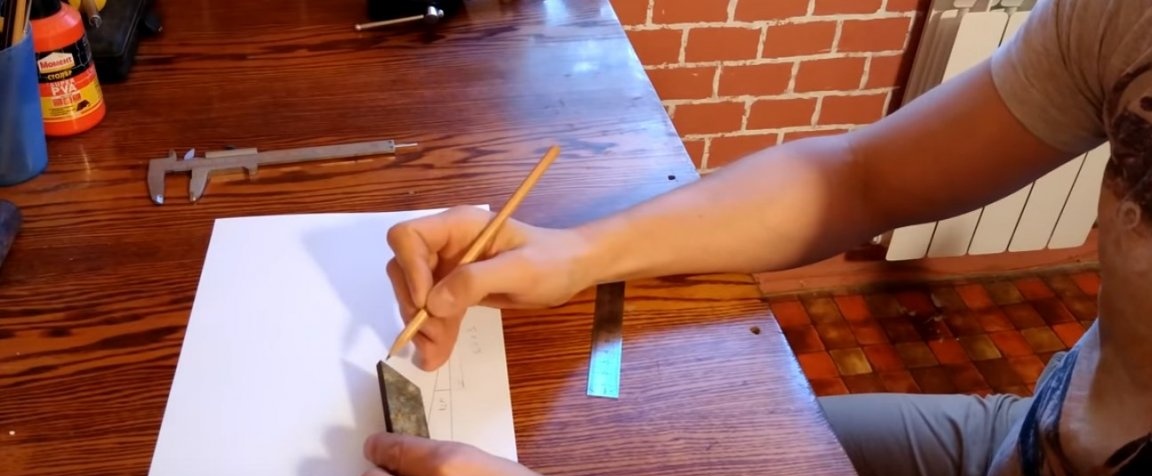
När han hänförde ritningen på papper till arbetsstycket, gjorde mästaren en beräkning, och han målade över den del på arbetsstycket som måste tas bort med en markör.

Denna metod ger en ungefärlig vinkel och därför förlitar man sig inte bara på den. Förresten, den här metoden hjälpte inte riktigt befälhavaren, och han tog bort metallen mycket mer än han planerade, så att nedstigningsvinkeln visade sig vara mer skonsam.

Efter att ha gått vidare för att ta bort överskottet.


Efter en och en halv timme av arbetet med en fil var den ena sidan redo. Författarens nedstigning själv var inte en rak linje, utan lite i en båge. Det är bara att en person inte är en "automatisk maskin" och fysiskt oförmögen att ständigt hålla ett instrument i en vinkel. Men detta kommer inte att påverka kvaliteten på det färdiga verktyget.

Men vad enligt författaren är värt att uppmärksamma, det borde vara helt rakt till denna kant.

Sedan bearbetade han den andra sidan på liknande sätt.

Författaren reducerade nedstigningen till cirka 0,7-0,8 mm.

Nästa steg kommer författaren att behöva göra skäraren hårdare.

Och sedan beslutade författaren att prova ett ämne, meningen med detta ämne är den japanska traditionella konsten att smida svärd. Det finns en term som heter jamon - en av metoderna för värmebehandling som gör det möjligt att uppnå olika egenskaper för olika delar av produkten. Japanska hantverkare använder en blandning av kolpulver och lera för detta. Och vår hjälte i sitt experiment, bestämde sig för att använda en blandning av cementbaserade kittar. Tillsatt vatten till den torra blandningen gjorde författaren en lösning.

Sedan applicerade han den färdiga lösningen på arbetsstycket. Och kvar i denna form tills lösningen helt torkar.

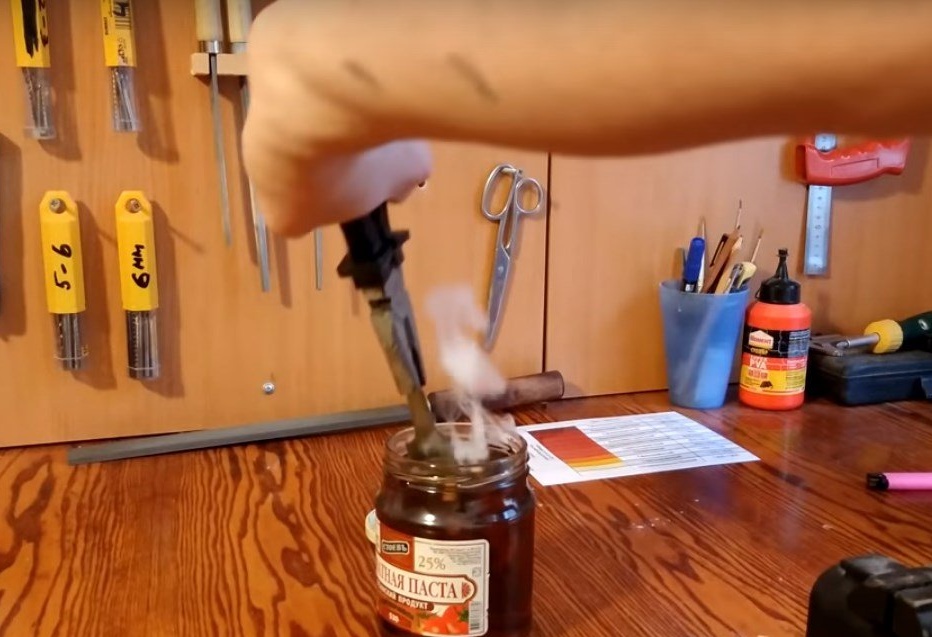
Några timmar senare, när lösningen har torkat, fortsätter författaren till det mest avgörande ögonblicket, det härdar håret. Författaren kommer att vara härdad i motorolja (det antas att detta är en mer skonsam typ av kylning än att släcka i vatten.)

När det gäller stål säger författaren att enligt olika källor användes olika typer av stål vid tillverkning av sovjetiska filer, såsom: U8, U10, U12, ibland till och med 9XC legerat.När det gäller härdningstemperaturen är det definitivt inte möjligt att gissa, särskilt gäller detta härdning hemma. Därför kommer författaren att använda ett bord "Metalltemperatur med färgen på röd het". Kylningstemperatur för nästan allt ovanstående stål ligger i intervallet från 800 C till 870 C, 9XC har en högre temperatur på 870 C. All koldioxidkylning vid ungefär 800 C. Efter denna tabell värmer befälhavaren verktyget till ljus körsbärsrött.

Det är inte värt att överhettas, annars blir verktyget väldigt bräckligt. Värm upp metallen till önskad färg och sänker den ner i olja.

Efter härdning rekommenderar författaren starkt en semester. En vanlig hushållsugn är lämplig för detta. Genom att ställa in temperaturen runt 200 C, sätt sedan skäret i ugnen.

Han stängde den och lämnade den i cirka 25 minuter. Detta förfarande minskar produktens slutliga hårdhet något, men samtidigt kommer det att öka skärbarhetens och motståndskraften mot tvärbelastningar.

Under tiden släpps Meisel, författaren kommer att tillverka handtaget. Handtaget på vridverktyget för ett bekvämt grepp bör vara ungefär 400 mm långt. En bit VVS-armatur som skyddar handtaget från att delas vid fästpunkten


I handtaget på hammaren, gjorde mästaren ett hål för skaftets skaft.

Sedan minskade han något på handtaget, det skulle inte vara stort.

Vidare, med en rasp, tog han bort alla bulor.

Och med sandpapper slutförde han processen med bulor och grovhet.

Efter 25 minuter tog författaren ut ett fräs ur ugnen. Han väntade lite medan det svalnat, för att jamon skulle dyka upp, rengörde författaren först bladet med sandpapper.

Efter att han gjorde en stark lösning av järnklorid.

Och han etsade en skärare i den.


Resultatet av författaren var inte så nöjd. Det finns jamon, men det är väldigt tunt och i slutet av bladet. Och detta bekräftar än en gång att för en bra uppvärmning av arbetsstyckena är denna storlek på gasspray inte tillräckligt.

Nu kommer författaren att berätta lite om hur man skärper. Detta är det enklaste och vanligaste sättet att skärpa skärverktygen hemma. Men den här metoden är inte den bästa.
För sitt instrument kommer författaren att använda ett annat, enligt hans åsikt, ett bättre sätt.
Vilka är fördelarna med den andra skärpningsmetoden jämfört med den första? Men i själva verket är allt väldigt enkelt. Om du till exempel arbetar med ett verktyg kommer spetsen på bladet att spånas.
För att återställa skärkanten på ett verktyg som var skärpt på första sättet: du måste ta bort, inte en liten mängd metall.
Och för att återställa det skärpta verktyget på det andra sättet måste metallen tas bort mycket mindre. Slipning av en sådan fräs är mycket lättare, och enligt författaren: en skärare som skärps med denna metod kommer att bli mycket starkare, vilket innebär att sannolikheten för flisning är mycket mindre.
Sedan, från teori, fortsatte författaren att öva.

Resultatet av skärpning.


Därefter samlar befälhavaren alla detaljer. Fyller ett hål i handtaget med lim.

Och det lägger lite lim på utsidan där en bit armatur kommer att installeras. Han beslutade också att förstärka denna del lite med tråd.


Ställ sedan skaftets skaft i hålet.

För att förhindra att fräsen avsattes, satte författaren upp små träkilar.

Och lämnade limmet att torka helt.

Två dagar senare, när limet torkade väl, täckte författaren handtaget med en alkoholfläck.

Efter bearbetning med fint sandpapper.

Och sedan blötläggade han väl berget med mineralolja.


Så med lite ansträngning och tålamod gjorde författaren ett bra verktyg med sina egna händer hemma.

Tack till befälhavaren för ett bra och användbart hemlagat.
Och det är allt för mig. Tack alla, och ses snart!