
Nyligen har knivälskare varit särskilt populära med skärningsmaskiner. På en sådan maskin kan du skärpa kniven efter att ha upprätthållit rätt skärpningsvinkel.

Mästaren gick lite annorlunda. Han har en bältslipare (grinder) och han bestämde sig för att göra anpassning för skärpa med rätt vinkel, knivar på kvarnen.
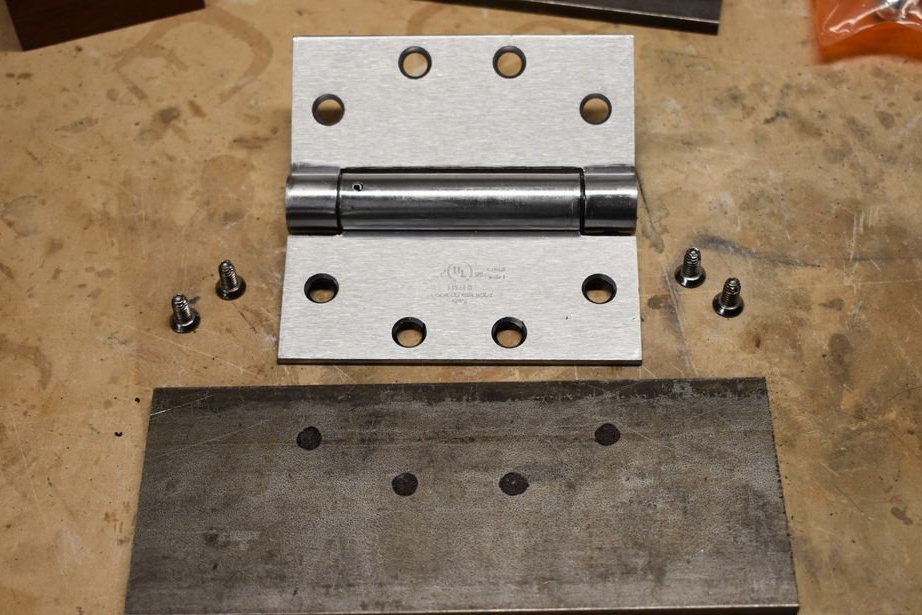
Så för tillverkning av enheter behöver du följande
Verktyg och material:
bulten;
- Orgsteklo;
-Metallstång;
- Klämman är liten;
-Bult med vinghuvud;
bultar;
-USHM;
-Borrmaskin;
-Tappa med hållaren;
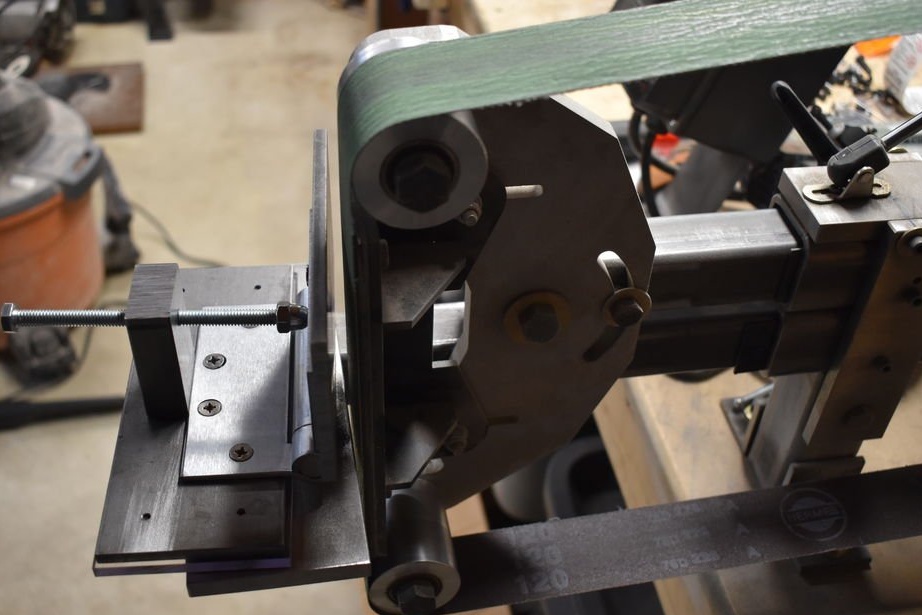
-Tape slipmaskin;
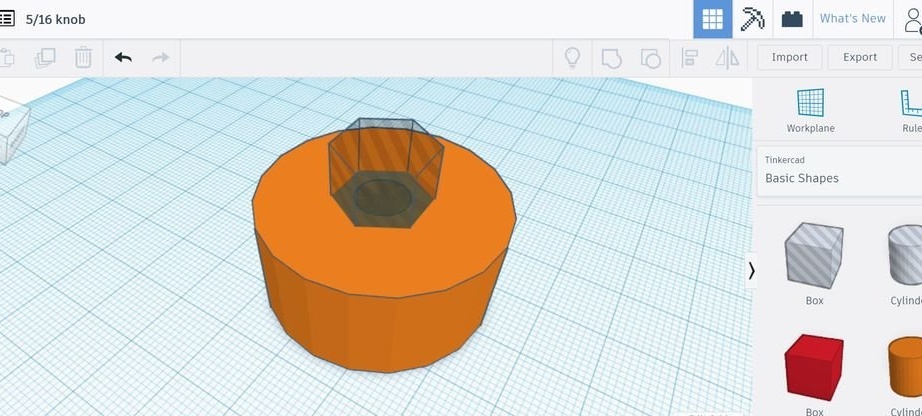
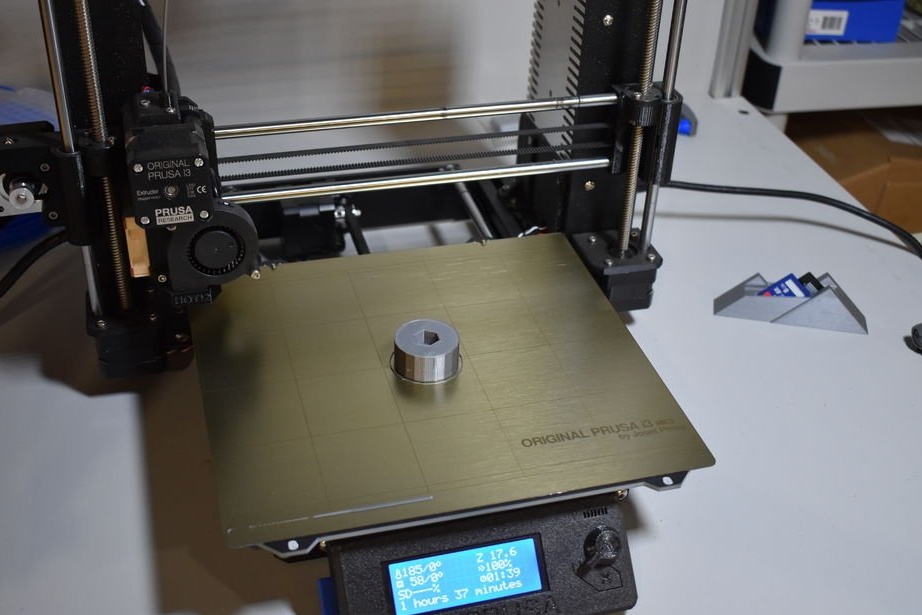
-3D-skrivare (valfritt);

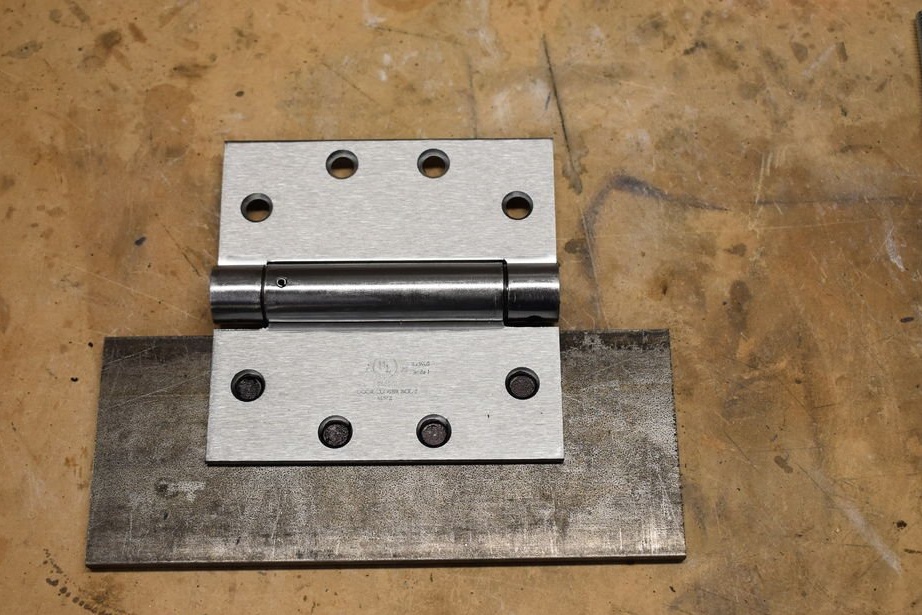
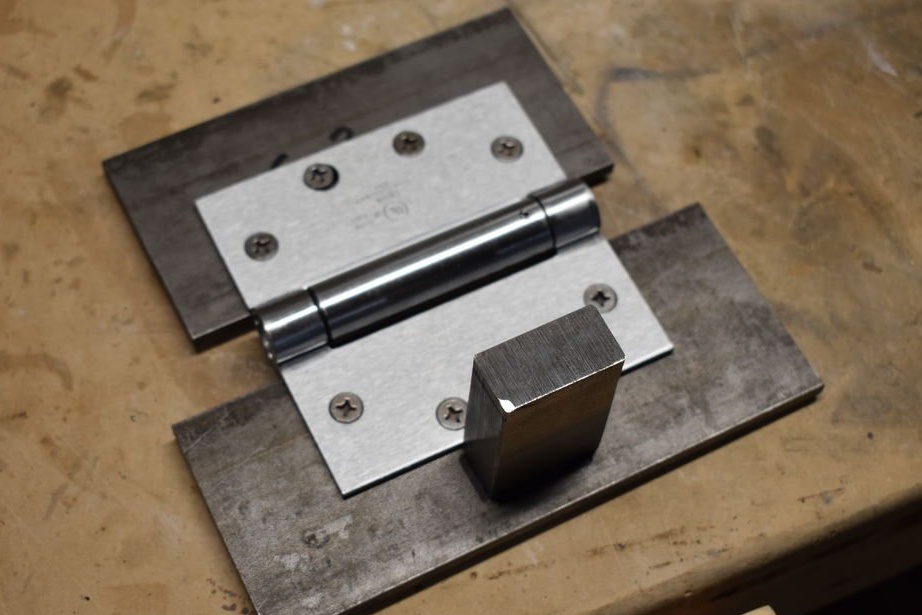
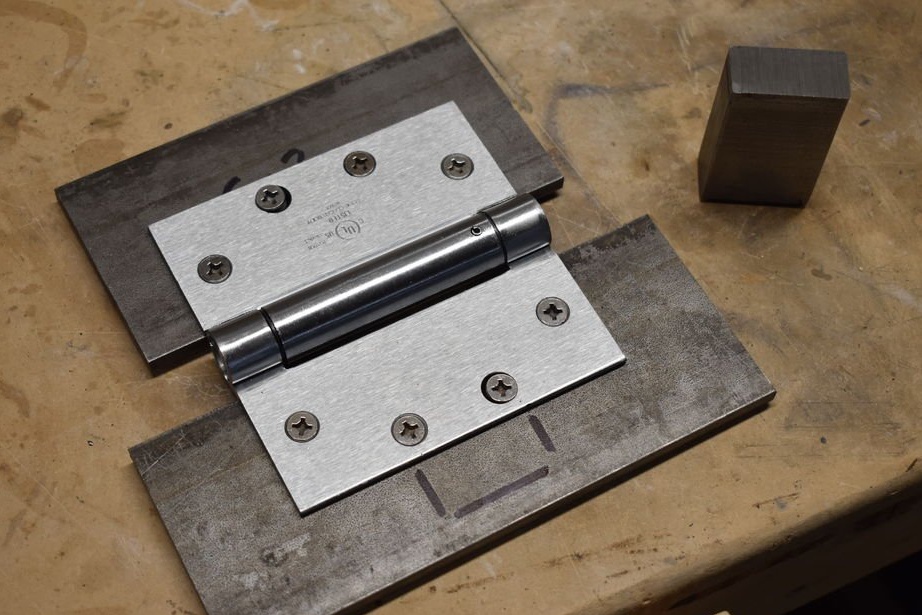
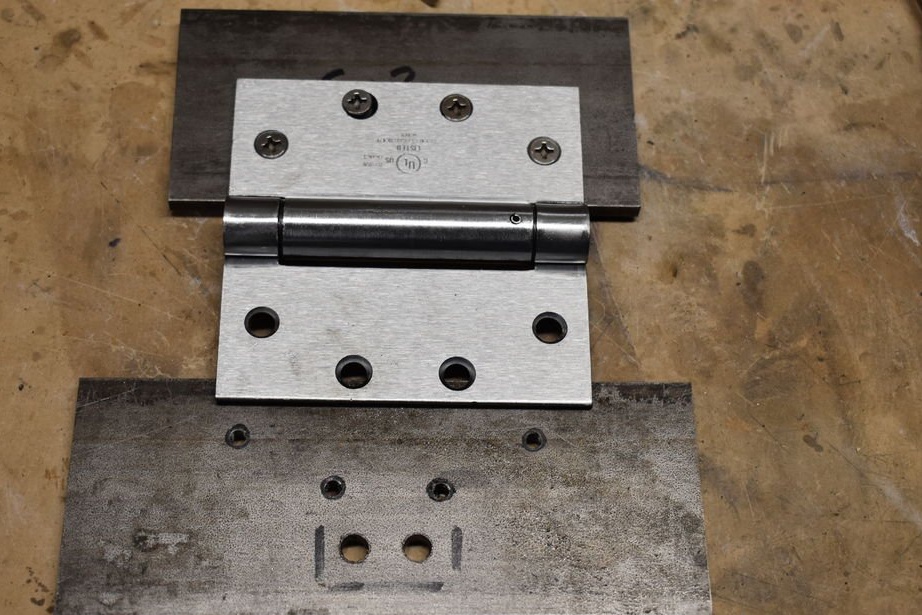
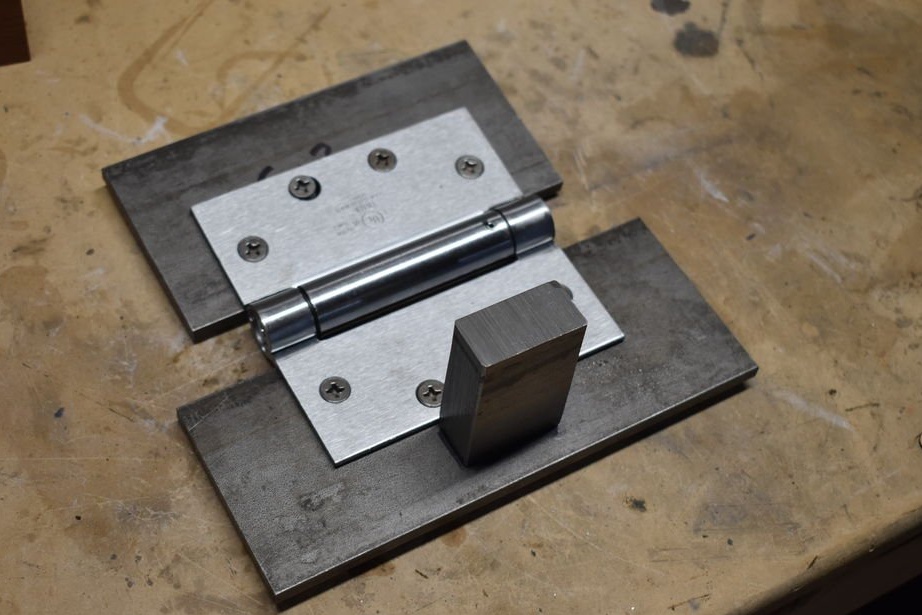
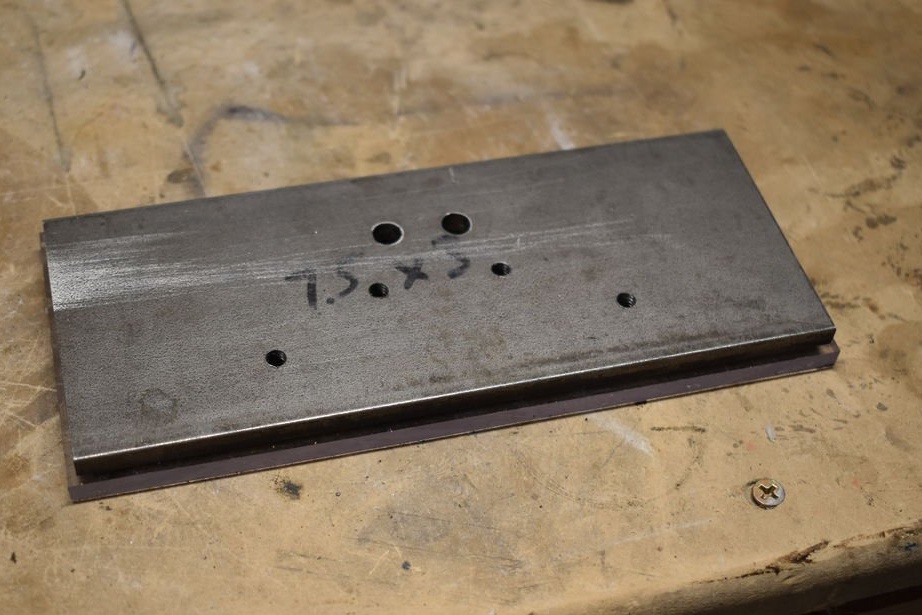
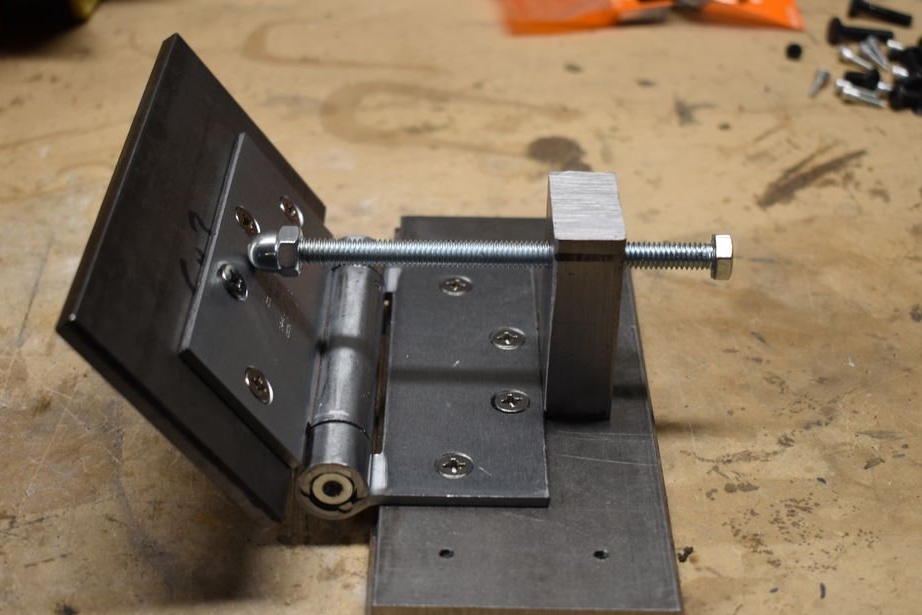
Steg ett: fäst slingan
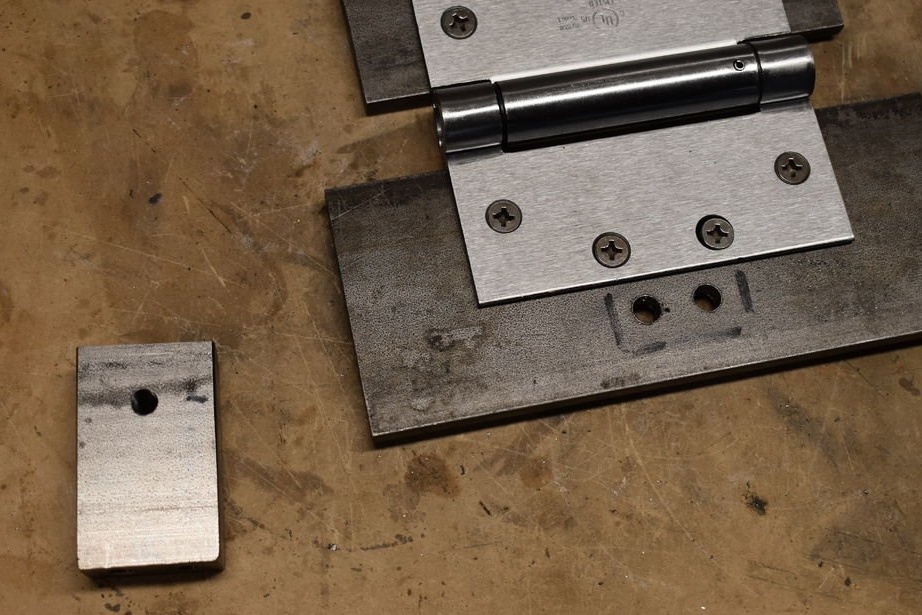
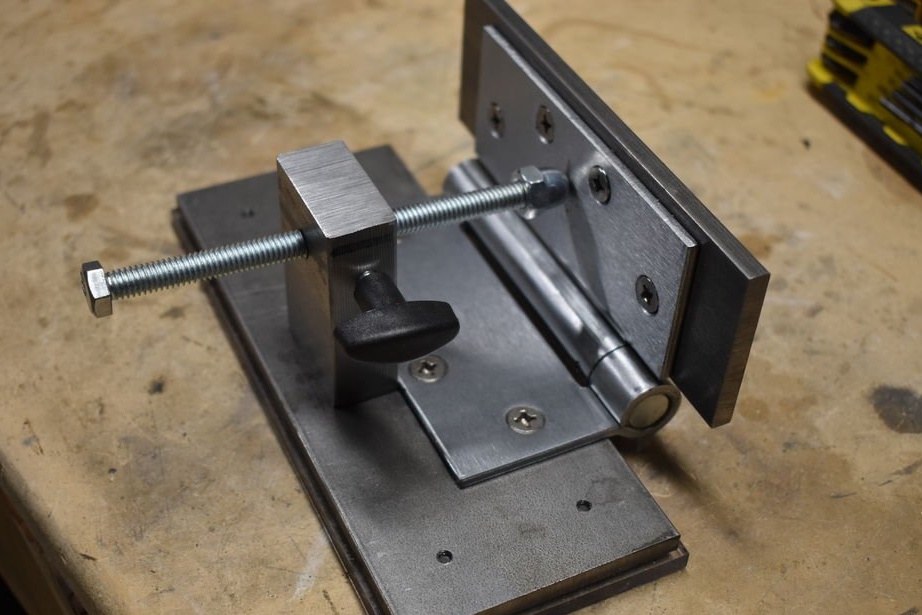
Markerar på metallplattorna platsen för fästet på öglan. Borra hål. Klipper tråden. Skruvar fast en slinga till plattorna. Den större plattan är basen, den mindre är den rörliga delen.
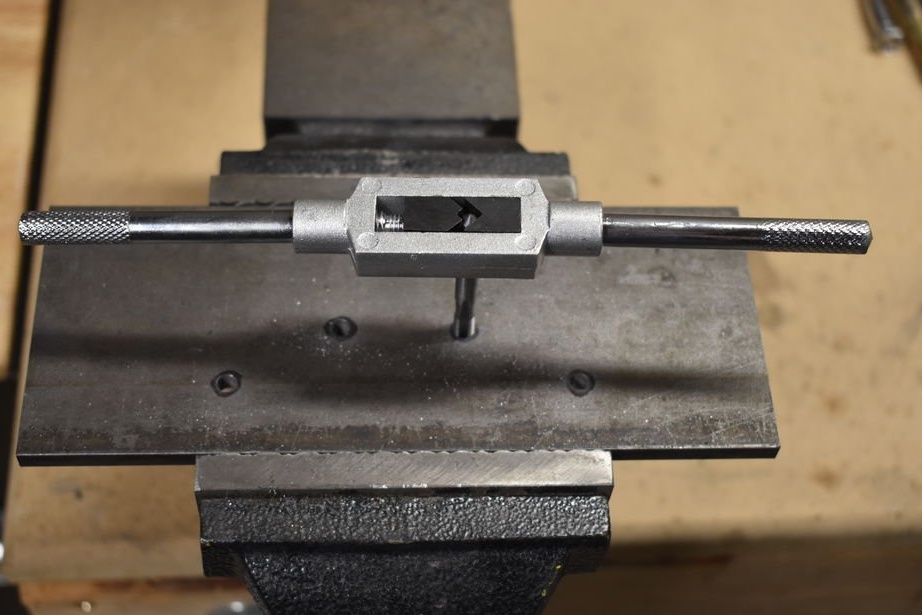
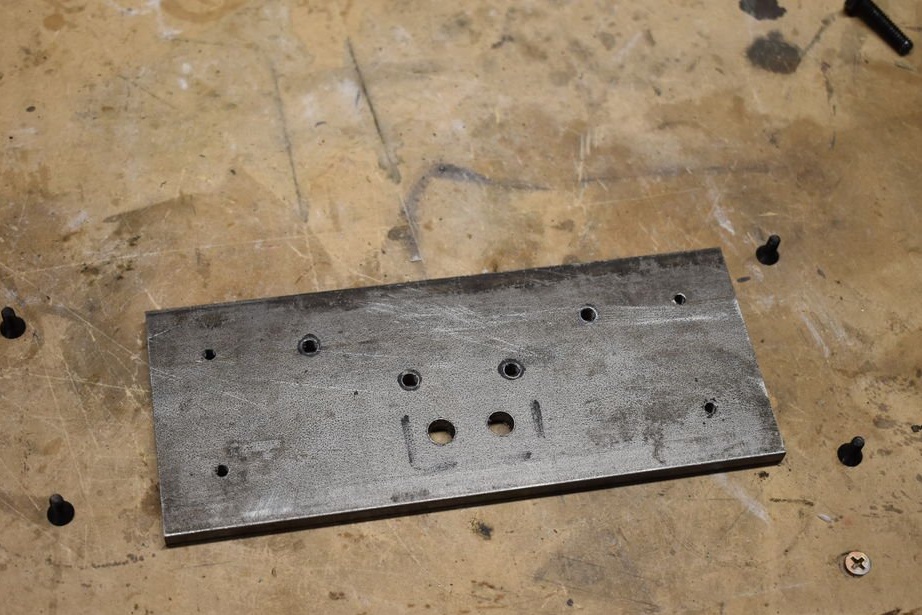
Steg två: Metal Bar
Borra koaxiella hål i bottenplattan och i slutet av stången. Den skär trådarna i hålen på stången.
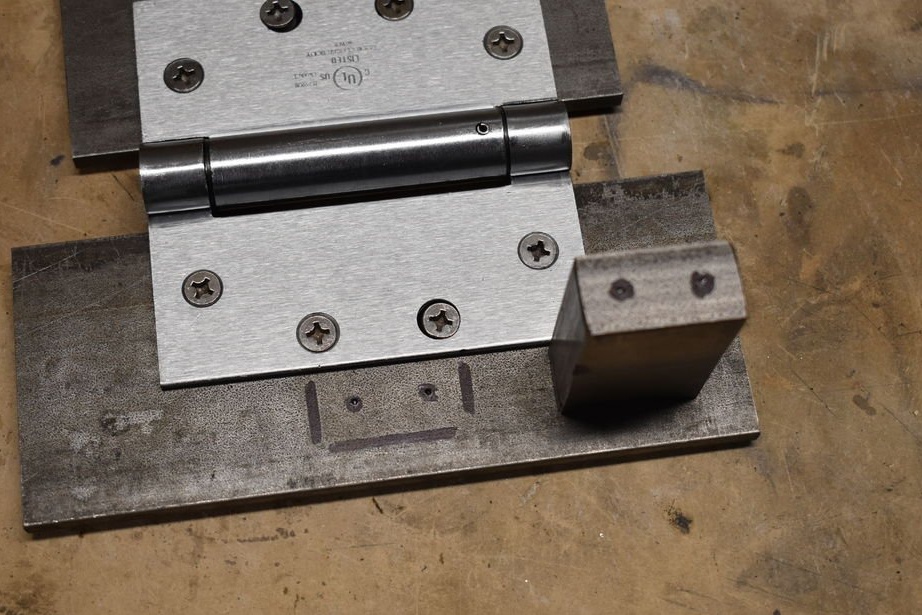
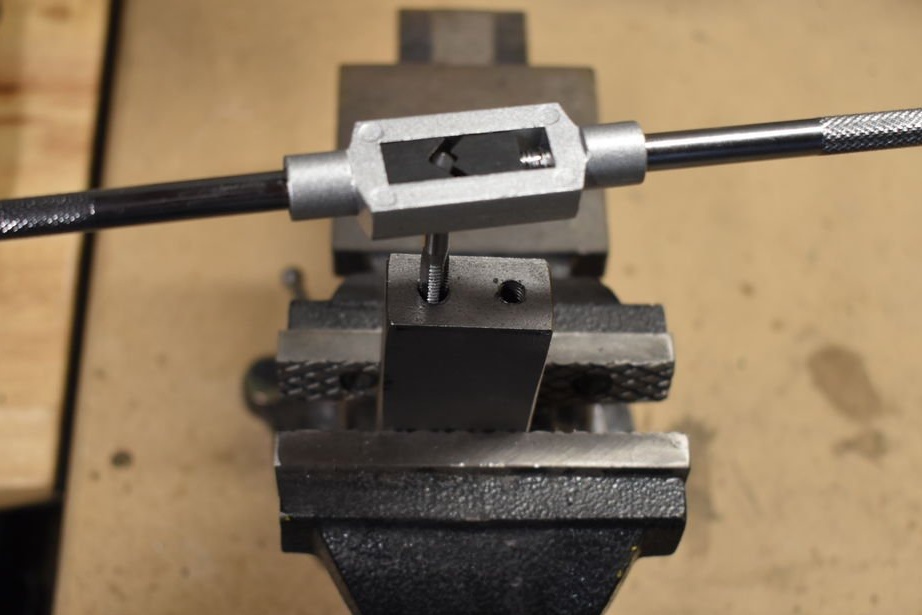

Ytterligare ett gängat hål gör i stången för stoppbulten.

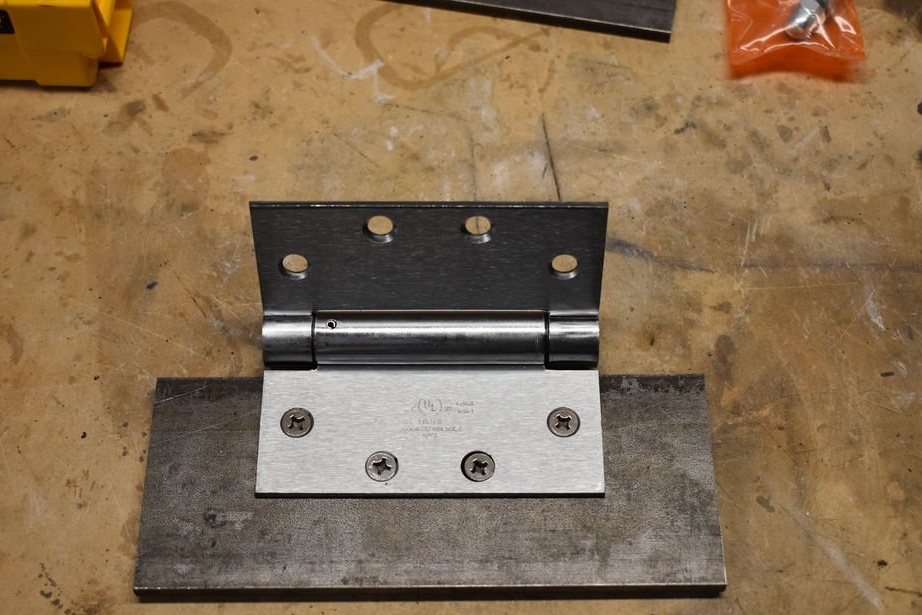
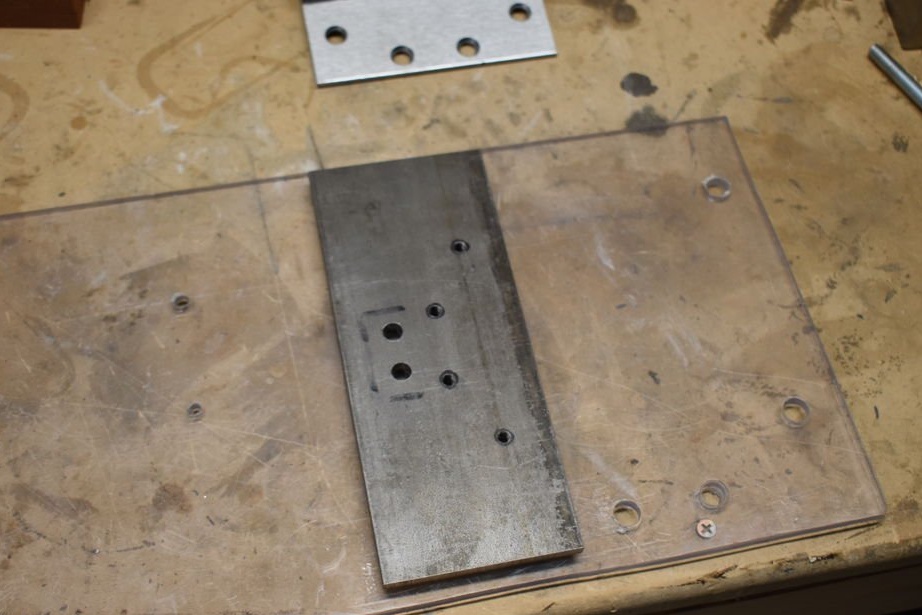
Steg tre: Plexiglas
För att minska friktionen, från basplattans botten, skär och spännar plexiglas. Ett plexiglas som installeras underifrån justerar också det undre planet och maskerar bultarna på stången (i plexiglas, borrhål för bulthuvuden).



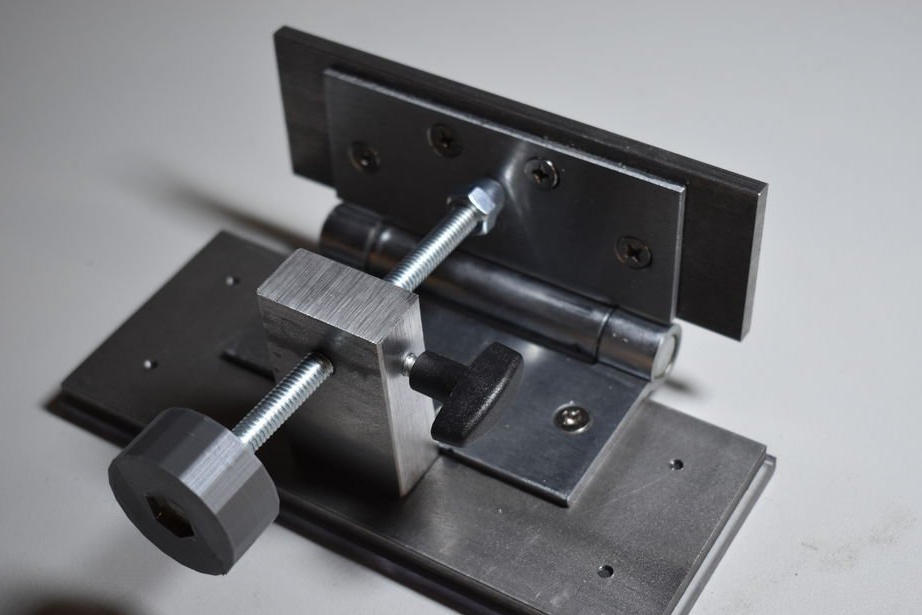
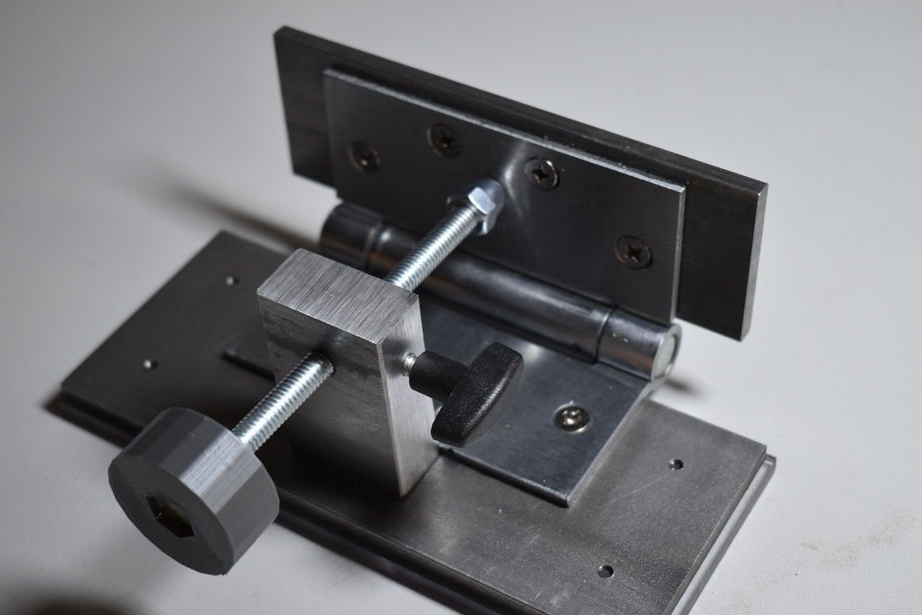
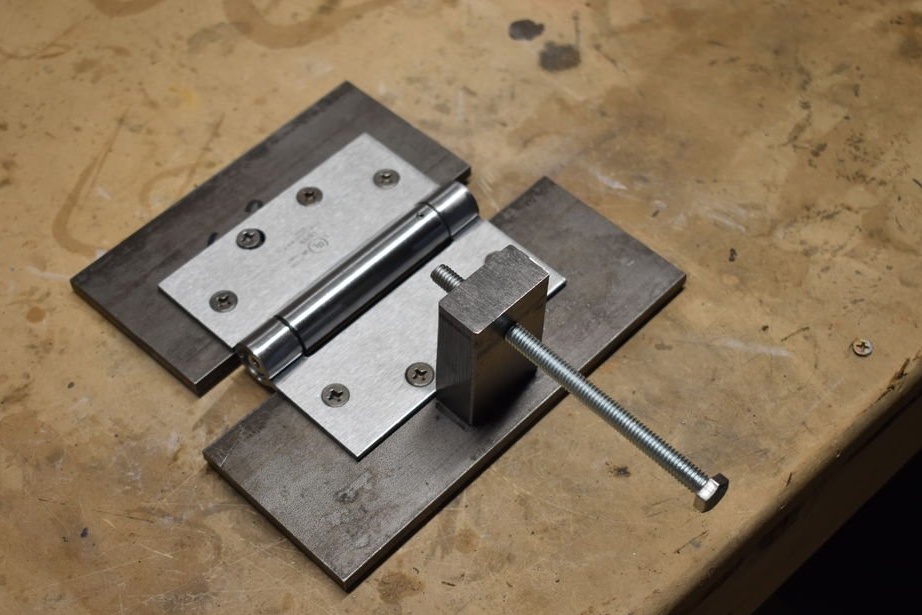
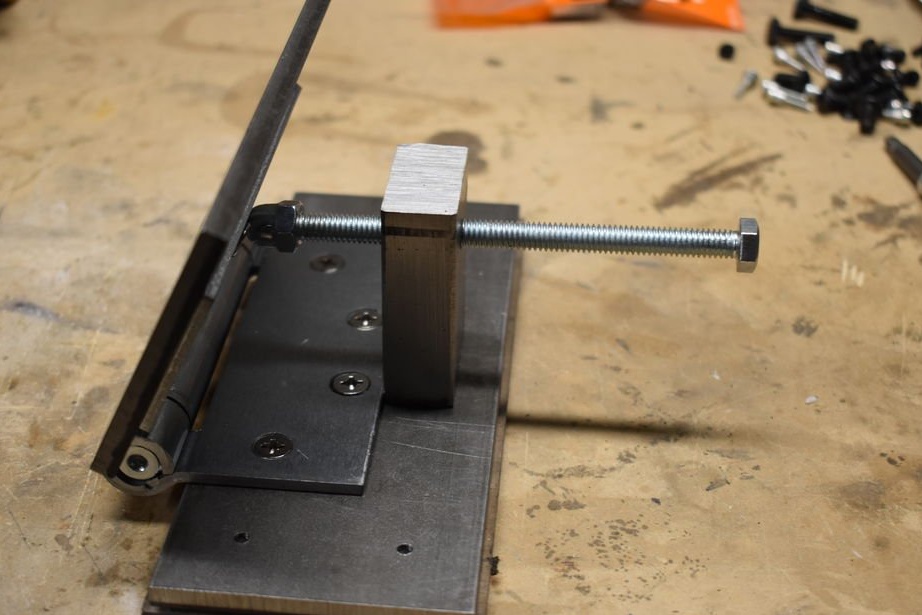
Steg fyra: Tryckbult
Nu måste du skruva in bulten i metallblocket och, efter att ha ställt in slinghalvan på 90 grader, dra åt justeringsskruven.

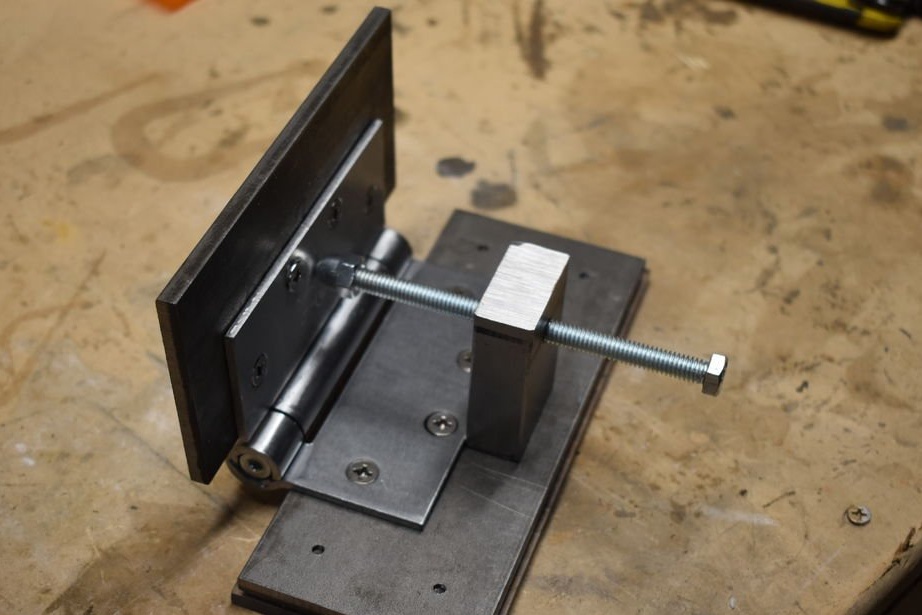
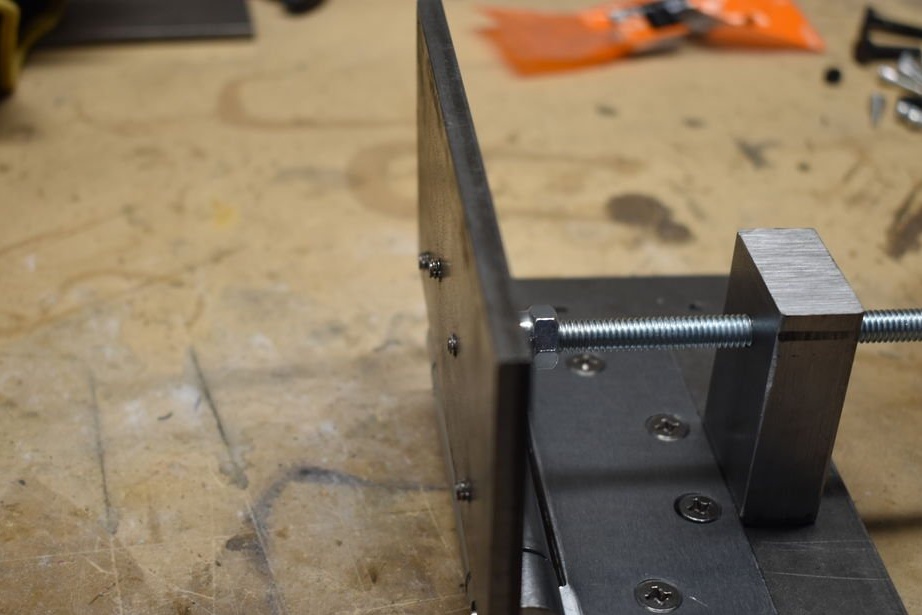
Om det behövs kan du ställa in önskad vinkel.
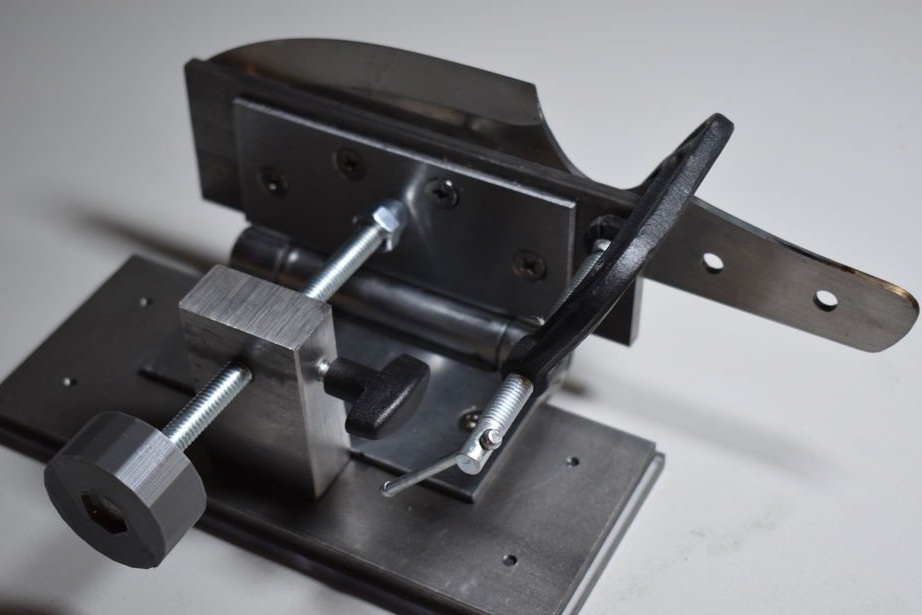
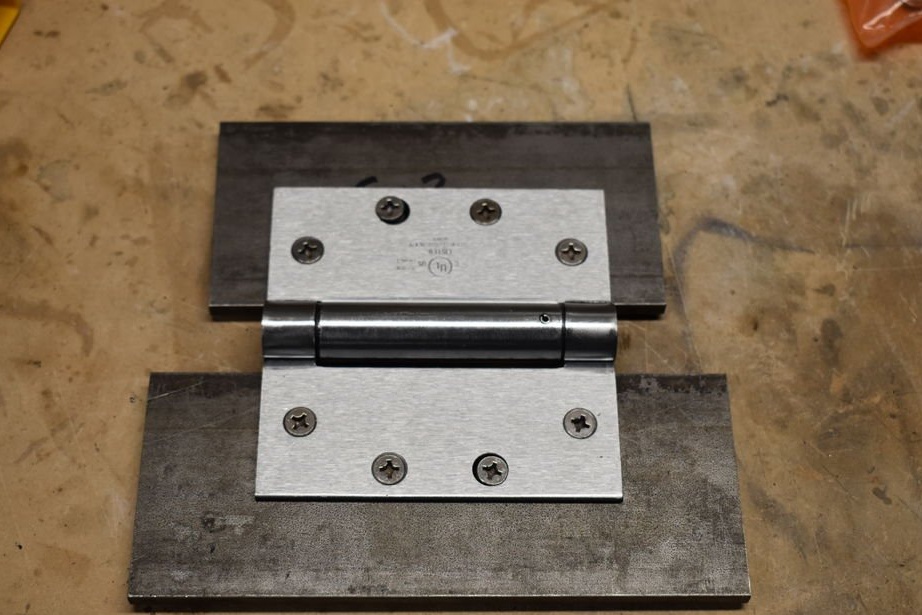
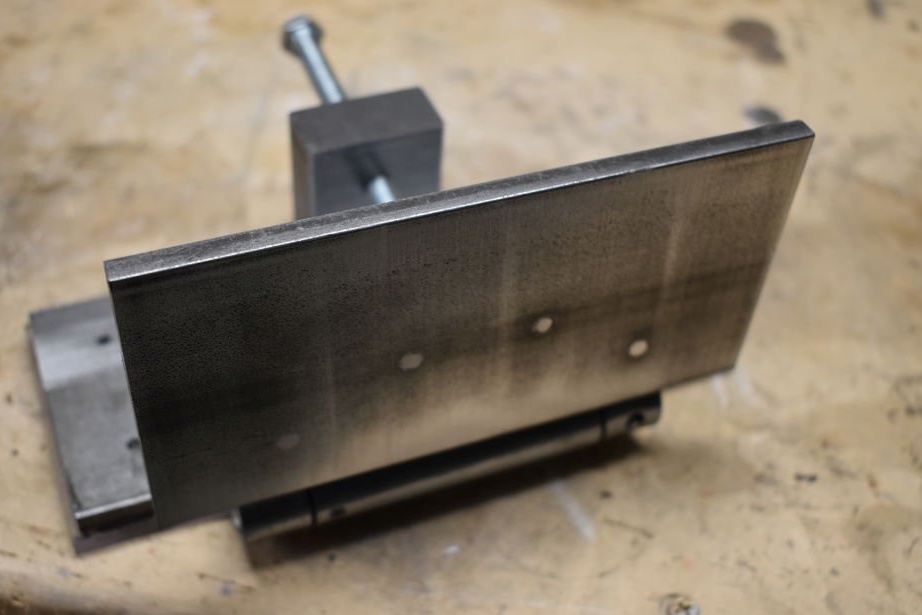
Steg fem: Förbättringar
Efter kontroll av fixturerna gjordes ett antal ändringar.

Den rörliga plattan ersattes med en mindre.
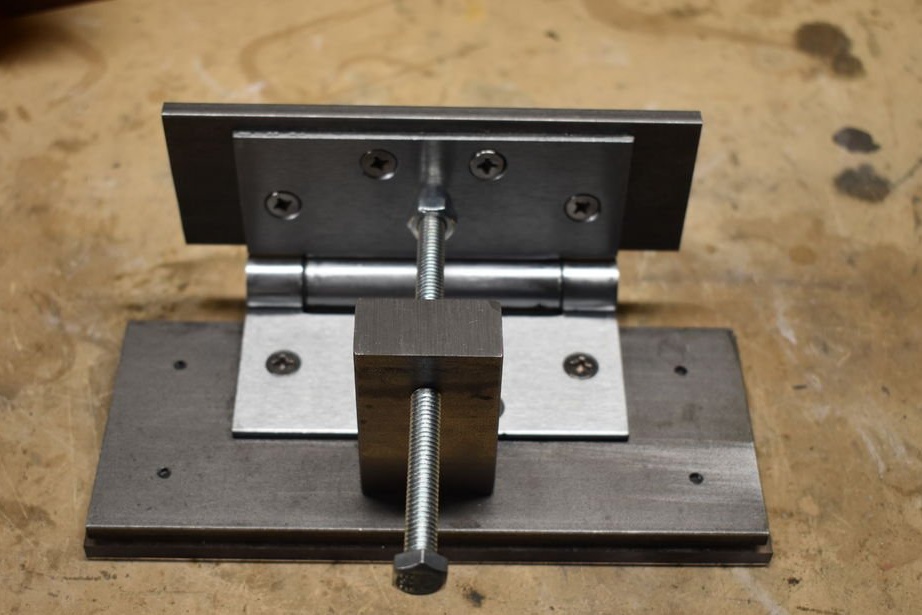
En inställningsskruv är installerad.
Handtaget på stoppskruven är tryckt på en 3D-skrivare.
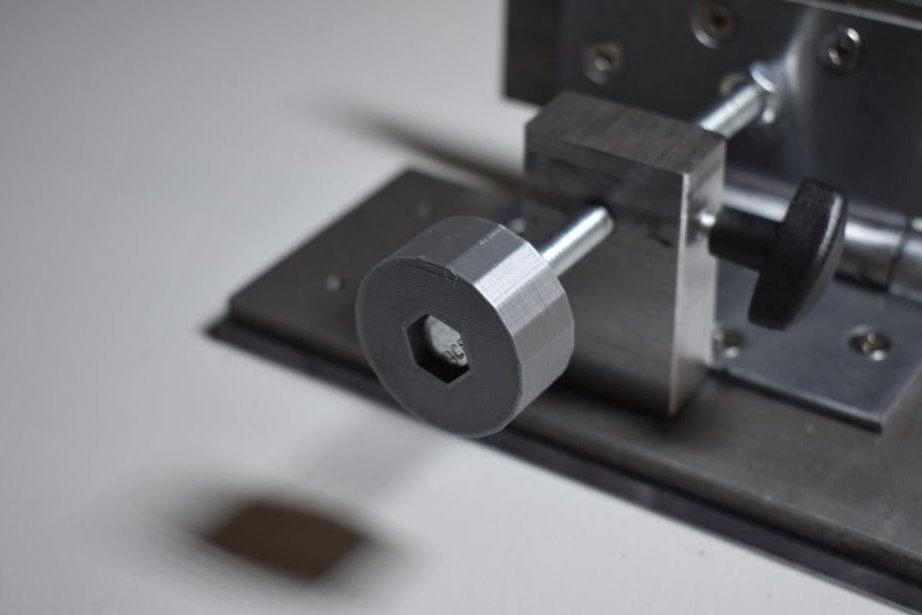
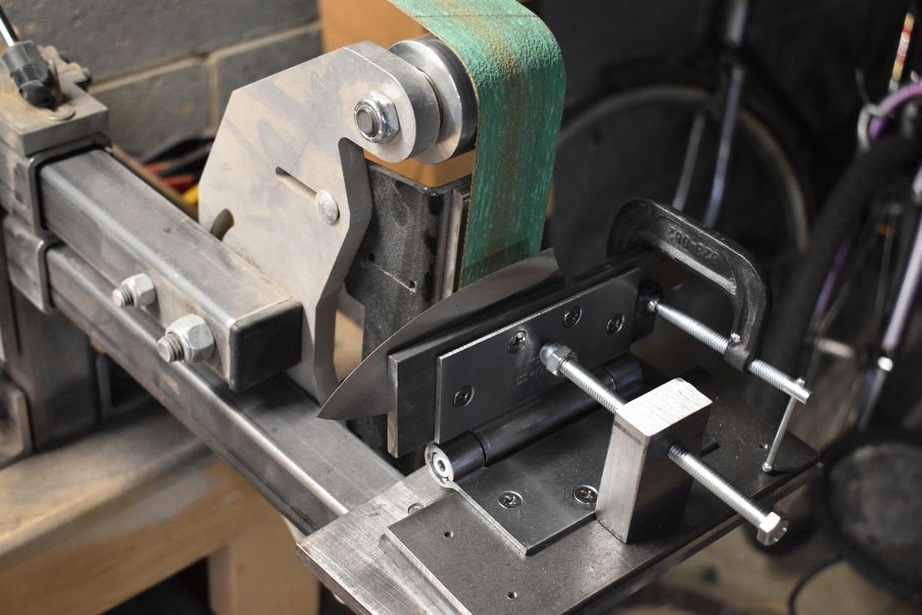
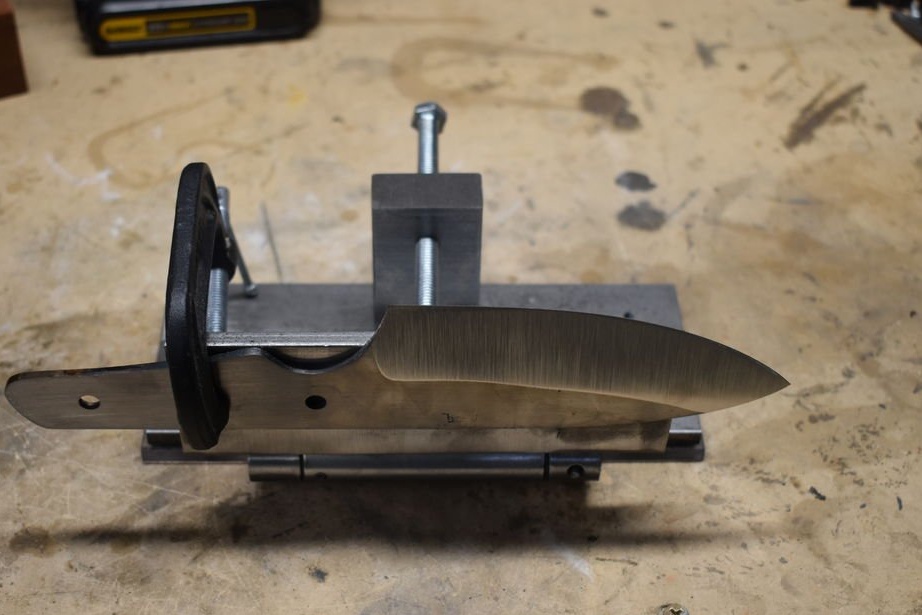
Allt är klart. Kniven är fixerad på plattan med en klämma. Vinkeln kan ställas in med graden.