

Ström (nätverk) transformatorer i enheterna för strömförsörjningsenheter används mindre och mindre och det finns skäl för detta - pulsomvandlare är mycket mer kompakta, har många högre egenskaper. I vissa fall föredras emellertid en lågbok för lågfrekvenstransformator.
Transformatorns huvudparametrar bestäms under dess beräkning, ett antal egenskaper påverkas också av materialvalet. Impregneringen av transformatorn med lack gör det möjligt att använda billiga (inklusive använda) material för att förbättra situationen. Lacket inuti spolarna bidrar till deras bättre kylning (speciellt sant i toroidformade transformatorer), läker de flesta av mikrodefekterna hos lackisolering av lindningstråden (särskilt sant när du använder gamla eller begagnade ledningar), fäster trådens spolar i spolarna, så att den magnetostriktiva effekten inte kan röra sig med lös lindning och icke-låsande mellanlagringsisolering. Ökar styrkan och överlevnaden av isolering. I allmänhet ökar impregneringen transformatorns tillförlitlighet, minskar mycket surret, särskilt när det inte är tillräckligt noggrann lindning och valet av tunga förhållanden. Förbättrar "klimatmodifiering".
Man bör komma ihåg att impregnering av en transformator avsevärt ökar dess distribuerade kapacitans mellan svängen, vilket förvärrar (förändrar) frekvensresponsen (amplitudfrekvensegenskapen) hos signaltransformatorer. Till exempel används inte impregnering av utgångstransformatorer (rör) för stationära ljudförstärkare. Det leder till ett blockering av frekvenssvaret vid höga frekvenser.
Vad som behövdes för arbetet.
Verktyg, material.
Hemlagad vakuumkammare, en lack för impregnering, en behållare, ett torkskåp (du kan komma förbi med en elektrisk spis), en uppsättning medelstora bänkverktyg för montering av en transformator, en uppsättning verktyg för elektrisk installation (kontrollera prestanda för en färdig transformator).
Låt oss komma igång.
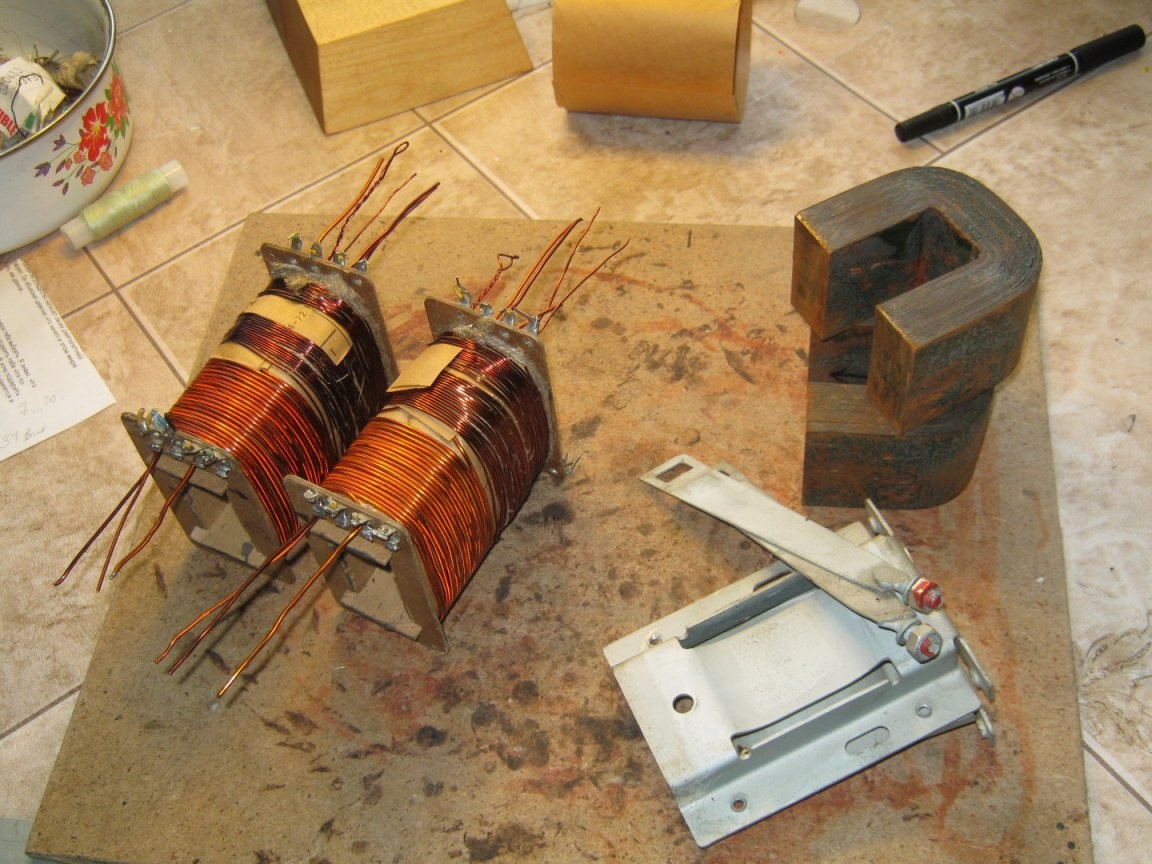
Ämne - en transformator för en laboratoriekraftförsörjningsenhet baserad på TS-180-2. Detta är en bra (trots en något ökad induktion i kärnan och strömtätheten i ledningarna), en pålitlig och bekväm transformator som används i rör-TV-apparater. De primära lindningarna och den elektrostatiska skärmen lämnas i sin ursprungliga form, de sekundära lindningarna räknas och spolas om.Huvuddata för transformatorn TS-180-2 sammanfattas i tabellen.
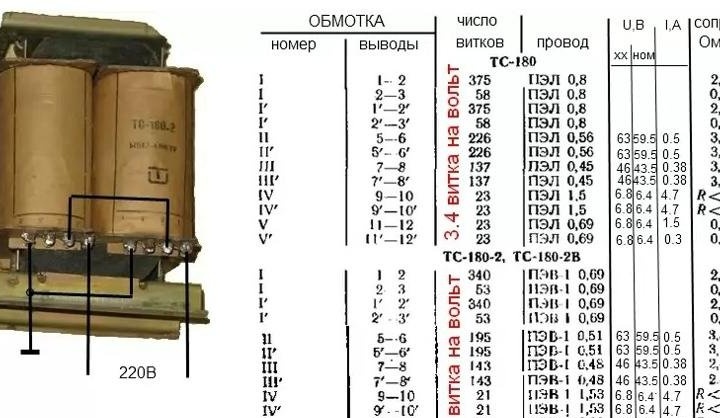
Det var nödvändigt att linda flera lågspänningslindningar, standardhögspänningslindningarna (många varv, många lager) togs bort. Används gratis vanliga packningar mellan lager av tjockt papper. Antalet varv för nya lindningar var litet, en tråd med betydande diameter - lindningen gjordes manuellt utan användning av speciella mekanismer.
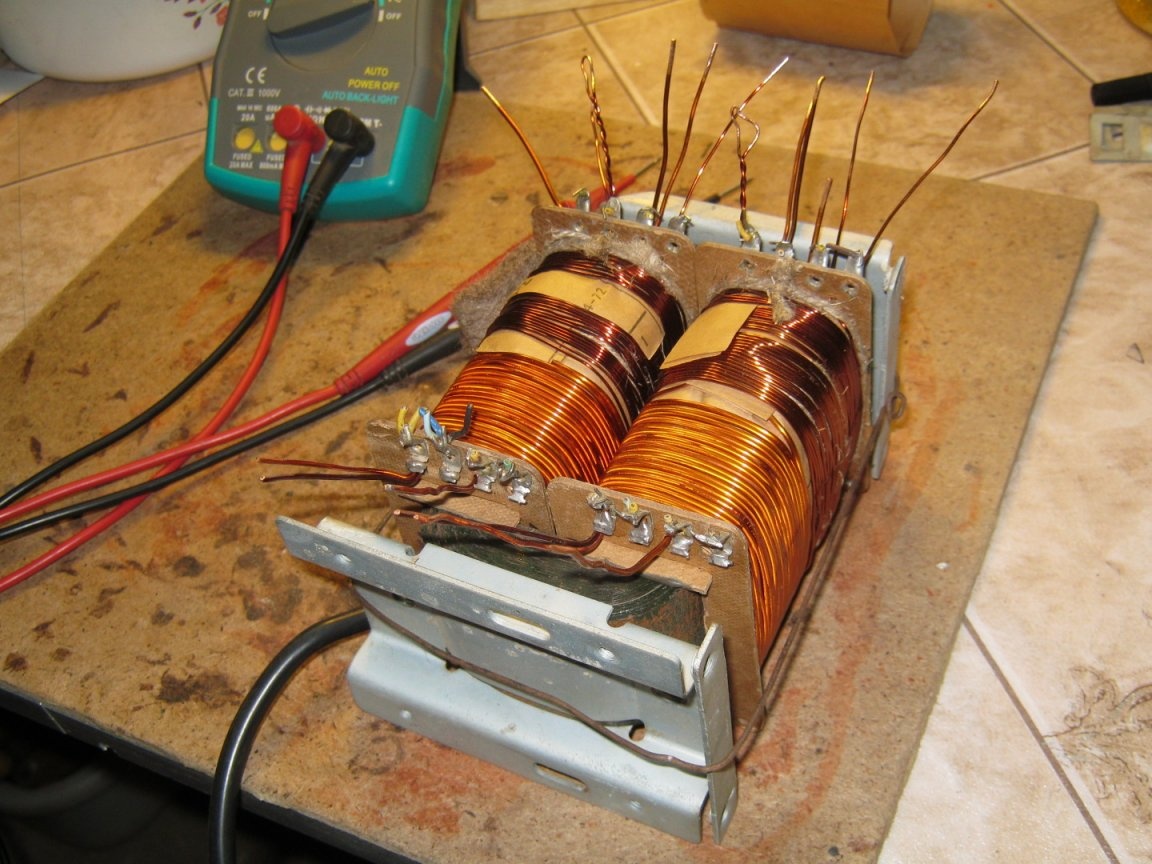
För att kontrollera lindningens korrekthet monterades transformatorn "på en spänningstråd". Halvorna på kärnan dras ihop med tråd, ändarna på lindningsledningarna avlägsnas av lackisolering. En multimeter fann slutsatserna från var och en av lindningarna, en testinkludering mätte spänningen utan last. Order. Det finns spänningar, de ligger inom normala gränser.
Transformatorn demonterades, på spolar gjorde det det översta "dekorativa" lagret av pappersisolering.
Jag försökte spolen på en vakuumkammare från en standardavbruten 0,75 liter burk. Som poeten sade med sågspån i huvudet, kommer han in och går ut.


Processen kommer att kräva uppvärmning och torkning vid förhöjda temperaturer. Används för dessa ändamål en gammal tamugn. Inga temperaturkontroller tillhandahålls i dess utformning, det var nödvändigt att manuellt slå på och stänga av. Vid frekvent användning är en sådan enhet bättre utrustad med en enkel termostat. Det är inte nödvändigt att ha en ugn till ditt förfogande, den relativt lilla storleken på spolen låter dig klara dig med någon form av surrogat. Till exempel, när han var i skolan, använde författaren en stor tennburk placerad på en elektrisk spis (möjligheten att sätta den i friluft). Så att spolarna inte bränner, hälldes sand på botten av burk, fragment av keramiska plattor läggs. En bit av banken täcktes ovanifrån.
Här hälldes också ett lager torr sand under spolen (för att absorbera den läckta lacken) och flera platta stenar läggs (för att inte spilla spolen i sanden).

Naturligtvis finns det speciella impregneringslacker som ger högre egenskaper, men med de vanliga icke-militär-rymd-tropiska kraven för transformatorn, lack på alkyd-, uretan- eller glyfalisk basis från närmaste byggnadshandel fungerar framgångsrikt. Den beskrivna tekniken är för dem. Den alkoholhaltiga lacken med schellack är också mycket bekväm för impregnering och på grund av dess låga viskositet impregnerar papper väl och fäster spolar. Det är särskilt bra för spolar med tunn tråd. Tyvärr är denna ferniss för närvarande mycket sällsynt och dyr.
I det beskrivna experimentet användes alkyd-uretan "yacht" -lack. Till mitt förfogande var en lack med ett pigment (tonat). Detta är inte alls nödvändigt (används det existerande), och om du köper en speciell lack för impregnering är det bättre att välja en vanlig transparent.

Lack är en ganska viskös sak, det kommer att vara motvilligt att krypa in i flaskhalsar. Minska viskositeten genom utspädning med ett lämpligt lösningsmedel eller (bättre) genom uppvärmning. Det är bäst att värma lacken i ett vattenbad på en elektrisk spis (utan öppen eld!). Det är ännu bättre och mer bekvämt att värma varmt vatten separat (ta det från vattentillförseln) och placera en burk med lack.
Spolen med tråden är mycket kallare än lacken. Den har en betydande massa och har en utvecklad (insida) yta - den uppvärmda lacken kyls snabbt. Det är också mycket tillrådligt att förvärma spolen till 70-80 grader. Det är bekvämt att värma i samma ugntork, en sådan temperatur vid beröringen - "handen tål inte längre." Spolen bör värmas upp så fullständigt som möjligt. Det tar tid.


Efter att ha genomfört alla förberedande operationer (upphettning av spolen och lack) fortsätter vi direkt till impregneringen. Allt är uppenbart här - vi lägger spolen i en behållare, fyller den med lack med huvudet, väntar fem minuter (lacken kommer att suga upp och krypa där den kan), lägga till lack och stänga kammarens lock. Vi pumpar ut så mycket luft som möjligt. I det här fallet kan ytan på lacken skumma (det är luftbubblor som kommer ut ur spolen), så det är bättre att pumpa ut delar så att skummet sätter sig. Vid otillräcklig uppvärmning (låg lackmobilitet) kan processen ta ett tag, så det pumpade kärlet bör också värmas upp.Det enklaste sättet att göra detta är genom att placera det i varmt vatten.

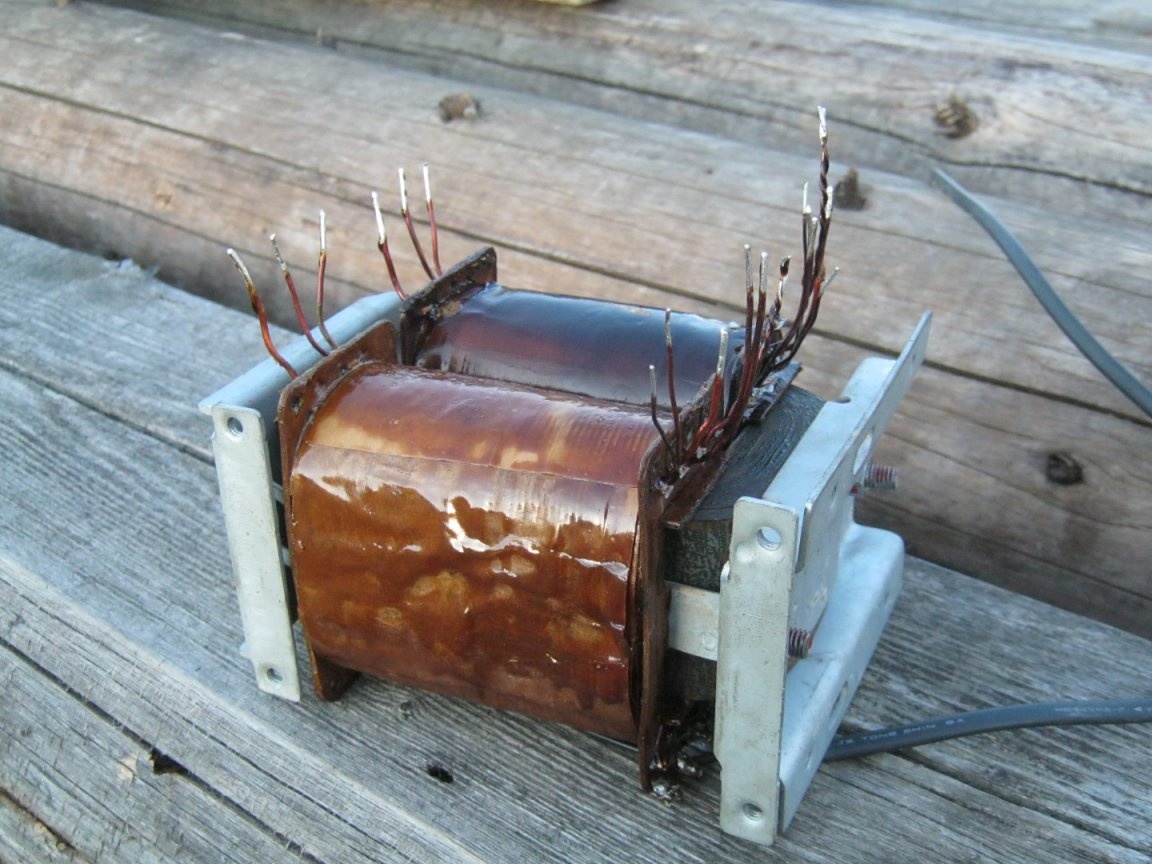
Slutligen, när den maximala tillåtna vakuumkammarkonstruktionen har uppnåtts och nya luftbubblor inte kommer ut ur spolen, kan impregneringen betraktas som fullständig. Luft släpps in i kammaren, spolen tas bort från lacken. Låt den flöda lite och placera den i en uppvärmd torkkammare. En del av lacken från spolen följer oundvikligen, därför är det användbart att fylla den med torr sand under spolen. En bra indikator på processen är färgen på den yttre pappersomslaget på spolen och den förångande flyktiga delen av lacken. Färgen ska inte vara för mörk, bränd, även om detta hände. Vanligtvis ansågs en ljusbrun, brun nyans vara ett tillfredsställande resultat. Under torkningsprocessen är det bättre att vrida spolen flera gånger runt axeln. Verktyg för detta måste förberedas i förväg.
Avdunstningen av flyktiga ämnen från lack är, som praxis visar, den viktigaste indikatorn. Så länge lacken är i sin ursprungliga form i spolen, förångas lösningsmedel och flyktiga fraktioner från den. Det ser ut som vit rök med en karakteristisk lukt. Det sticker ut ganska intensivt, så processen är inte tillåten, utför inomhus. Om inte, i en bra avgaskåpa. När rök har upphört att släppas ut kan torkningen stoppas. Man bör komma ihåg att lacken inuti spolen inte härdas. Det är en mjuk (temperatur) tät massa. Därför är det inte värt att skaka och dra en varm spole. Det måste vara försiktigt, utan att flytta ledningarna, tas ur ugnen och läggs bredvid (vid rumstemperatur) för att svalna.


Efter kylning bör spolarna absolut inte ha lukten av lack, och yttre utbrändhet är också oönskat.
De härdade lacklackarna avlägsnas med en kniv, kontaktbladen rengörs, tunneln för kärnan planas noggrant. Transformatorledningarna är inriktade, deras anknytning bestäms. Deras integritet kontrolleras. Slutsatserna förkortas till arbetslängd, strippade, rivna.


Transformatorn är monterad, särskild uppmärksamhet ägnas åt kärnaggregatet. Alla plattor ska pressas ordentligt, den tvinnade delade kärnan ska inte ha delaminering. Halvorna på dess kärna bör vara tätt komprimerade. Otillåtet (skakning från tunnelns väggar med för snäv passning) skräp mellan komprimerbara ytor är inte tillåtet. När man monterar en transformator med en staplad kärna, för att minimera mellanrummet mellan plattorna, pressas kärnan från ändarna i en skruv genom en gummipackning.
Det är mycket bra om måtten på vakuumkammaren gör att du kan placera hela transformatorenheten. Detta möjliggör att uppnå goda resultat med relativt enkla medel, även om en sådan transformator är helt berövad underhållbarhet.

Babay Mazay, maj, 2019