



I den här artikeln kommer vi att överväga tillverkningen av en hydraulpress med en kraft upp till 6 ton. Pressens mått är 750x470x320 mm.
Huvudramen med en förstärkt struktur kan fungera med en 6-ton jack som är monterad på rams översida utan att böja eller bryta ramen. Om du planerar att använda en domkraft på 3 ton eller lägre, kan den övre delen inte förstärkas med förstärkning.
Verktyg och material:
- Vinkelslipare;
-Borrmaskin;
-Sverla;
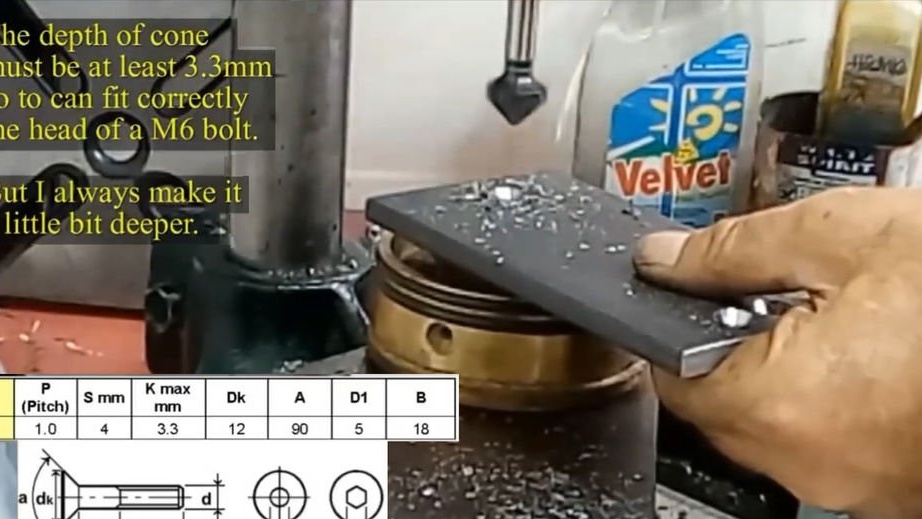
-Zenkovki-
-Puanson;
-Uppsättning av kranar;
-Svetsmaskin;
-Svetsmagnetiska vinklar;
-Ruletka;
-Shtangentsirkul;
-Proboynik;
-Tiski;
- klämmor;
- Skiftnycklar;
- Sexhörningar;
- skruvmejsel;
-Molotok;
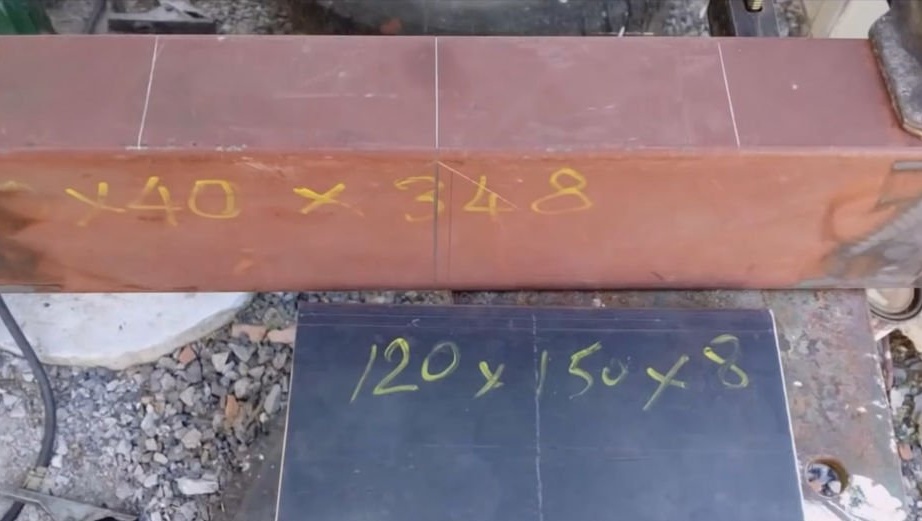
-Steelämnen i olika storlekar och former;
-Metallprofil;
-Metal Corner:
- Plåt;
-Metalt kvadrat;
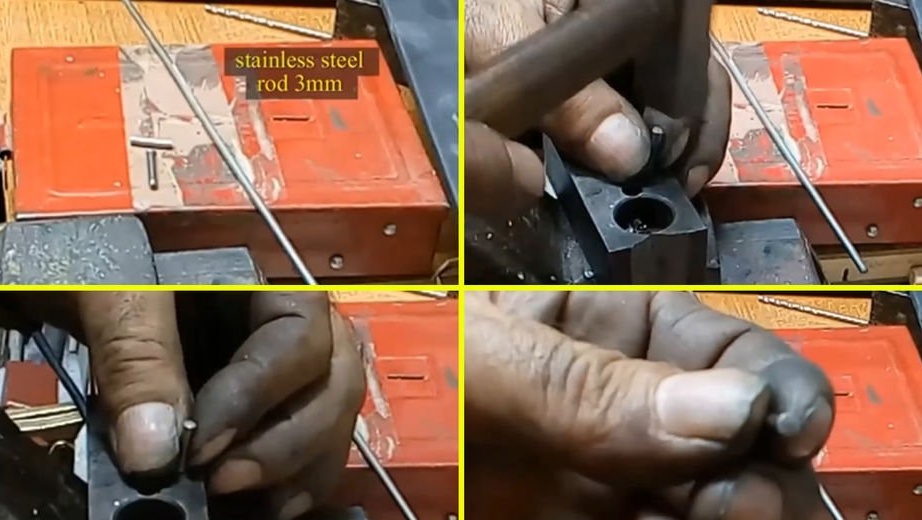
- En metallkärna från rostfritt stål;
- Armatur;
-Krepezh;
- montering;
-Plastiskt rör;
-Plastflaska;
Steg ett: Ritningar
Innan arbetet påbörjade gjorde masteren ett projekt och ritade ritningar av varje nod.
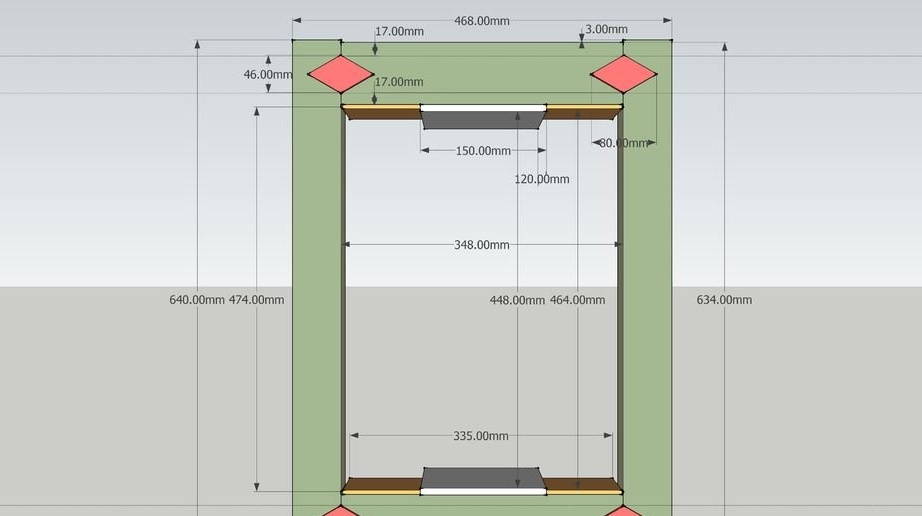
Steg två: ram
Enligt ritningarna anskaffar den material för montering av ramen.






Svetsar pressramen.







Stärker designen genom att svetsa metallplattor av tjock metall till profilens inre hyllor. Svetsar kuddarna mot ramens hörn.





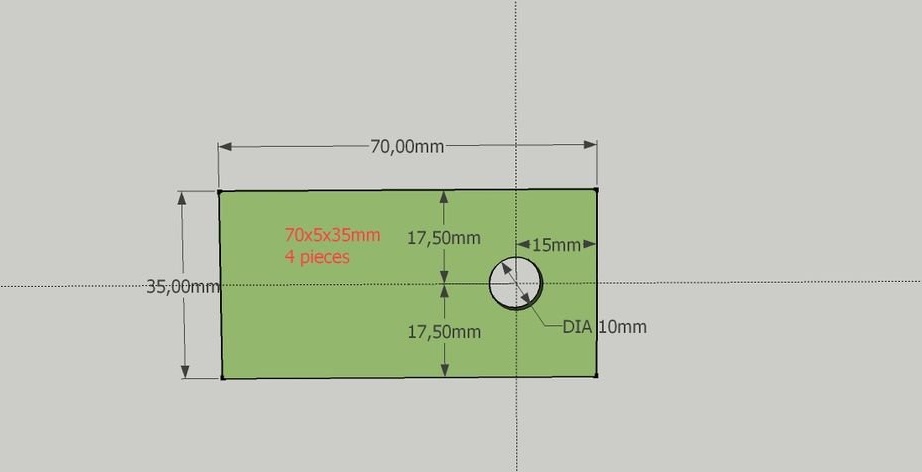
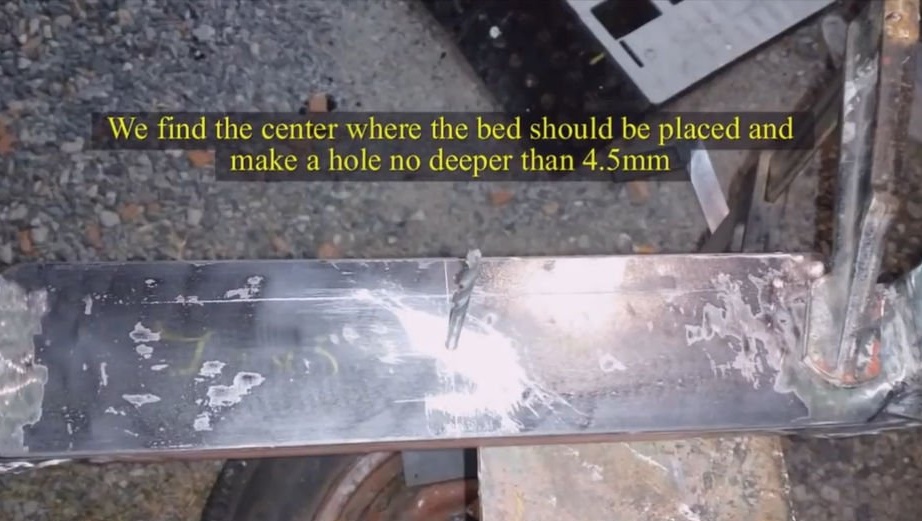
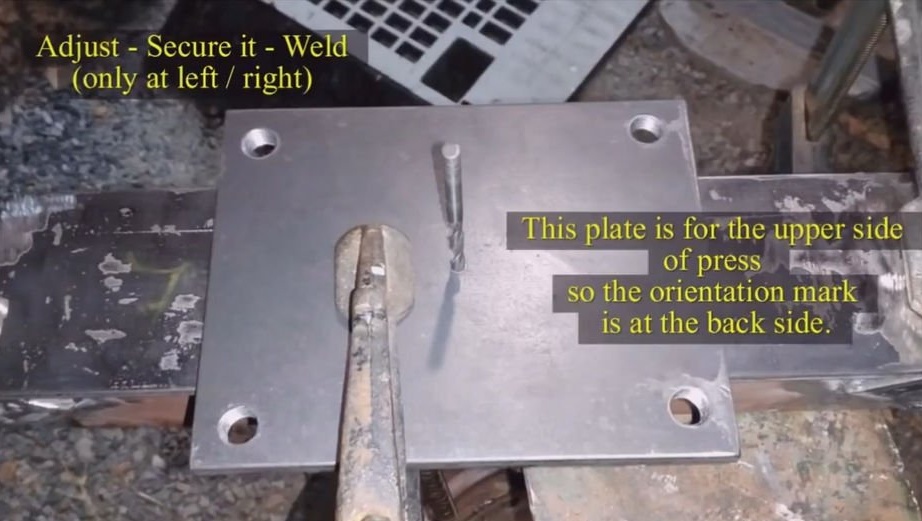
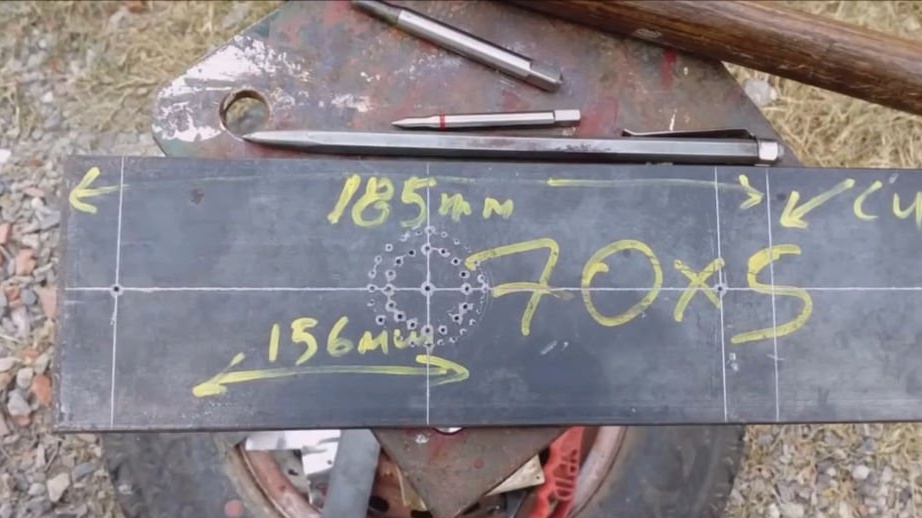
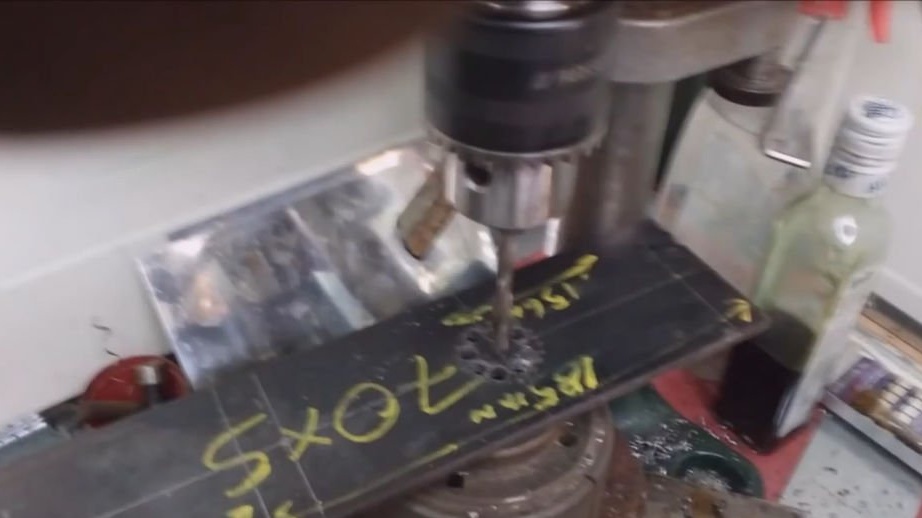
Markerar mitten av toppramens profil. Borrar ett hål i mitten. Skär basplattan. Ett hål borras i mitten av plattan. Borrar ett hål i hörnen och skär tråden. Svetsar basplattan på ramen. Den nedre basplattan skiljer sig från den övre, bara frånvaron av gängade hål.



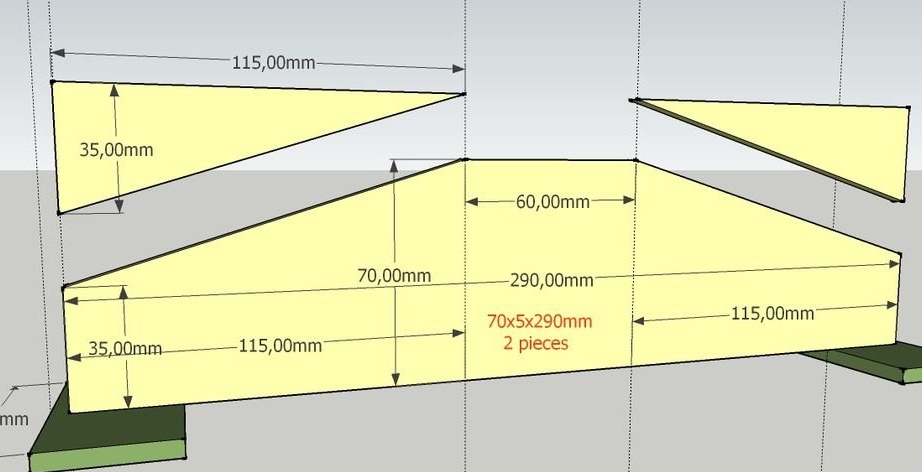
I den övre yttre delen av ramen svetsas förstärkning för att förstärka. Den centrala stången sätts in i hålet i röret tills den stannar och svetsas utifrån. Två förstärkningsdelar svetsas diagonalt.



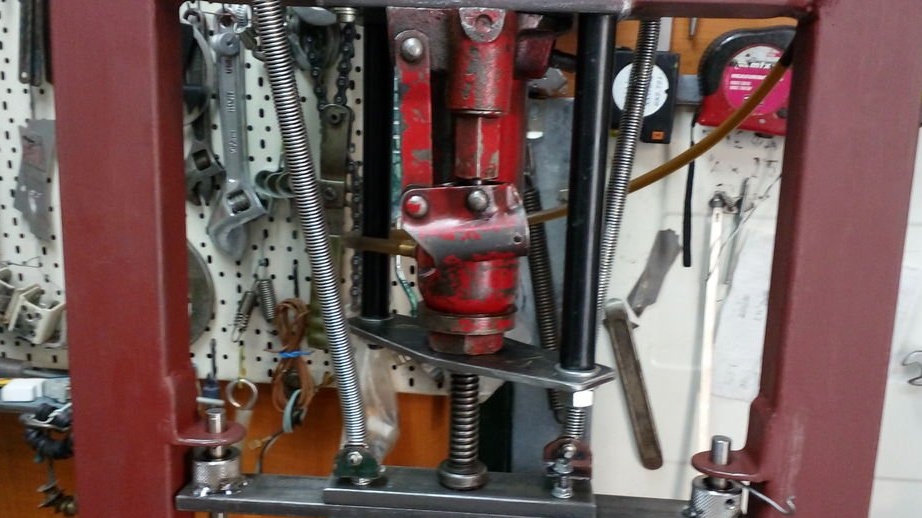
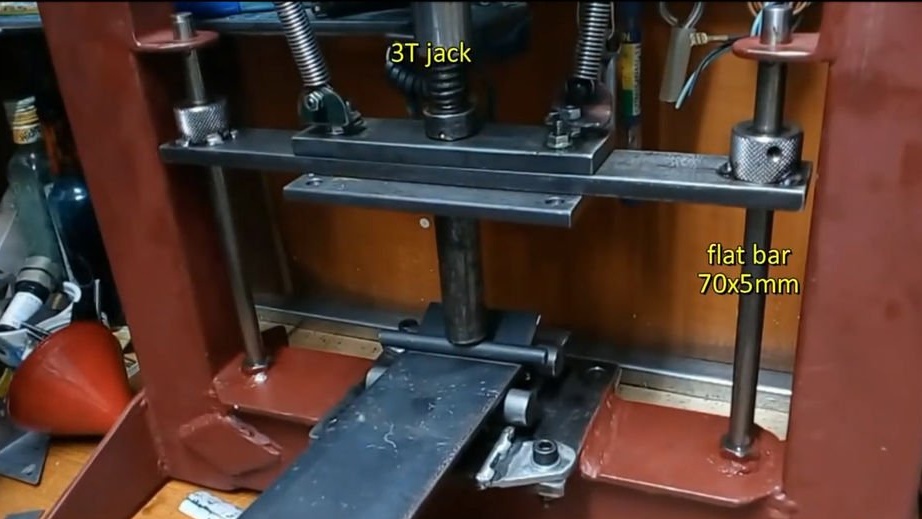
Steg två: Hydraulisk jack
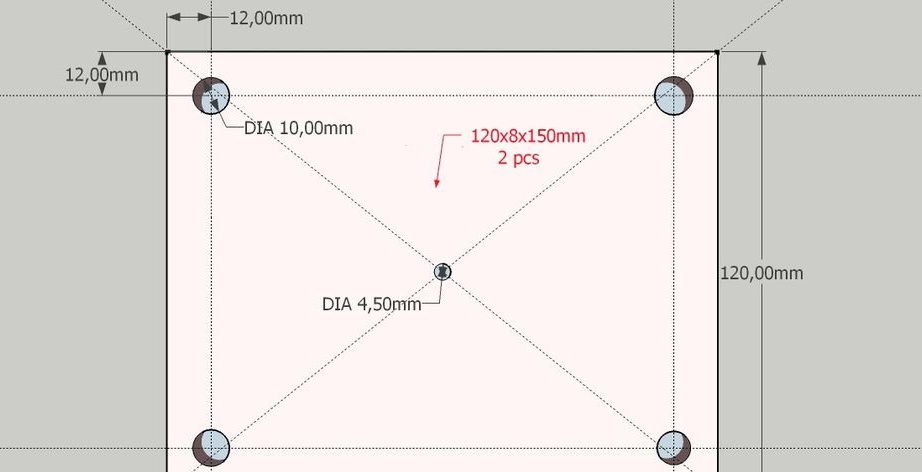
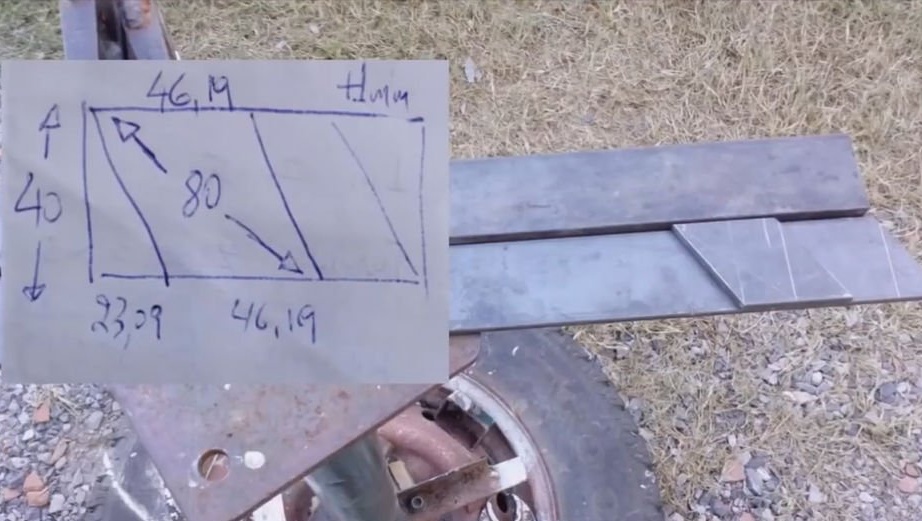
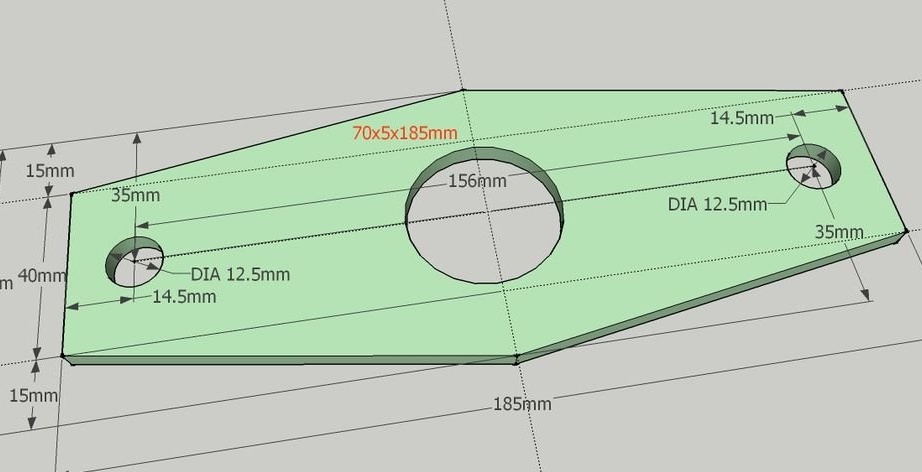
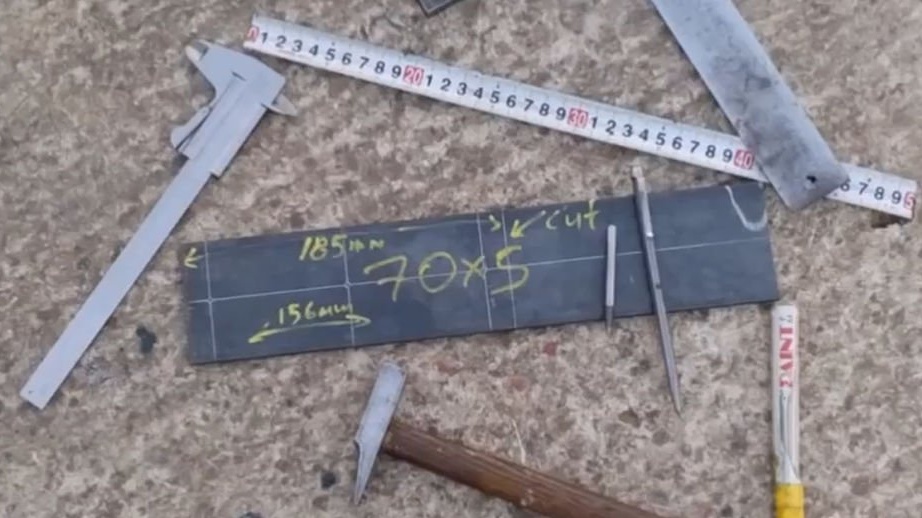
För att installera domkraften, skapar befälhavaren en monteringsplatta med diamantform. Borra ett hål för jackstången i mitten av romb längs de motstående kanterna på hålet för monteringsbultarna.






Dessutom gör om befälhavaren två jack, 2 och 3 ton, för sitt arbete upp och ner.
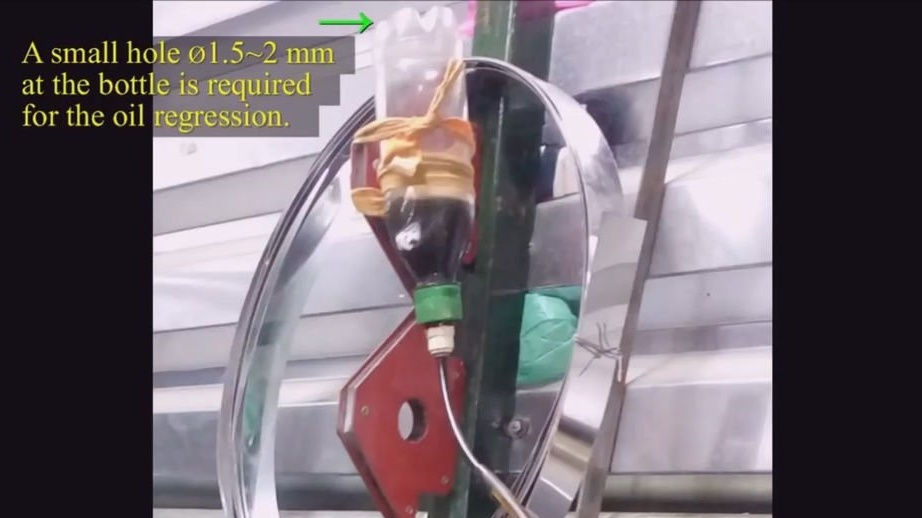
I 3-tonuttaget nedan var en oljeplugg. Befälhavaren skruvade beslaget på sin plats. Han sätter röret på armaturen. Den andra änden av röret fixeras i en plastflaska. Häll olja i en flaska och hänga den högst upp i pressen.


Det fanns inget hål i det andra jacket, och befälhavaren demonterade det, borrade ett hål och installerade en beslag.



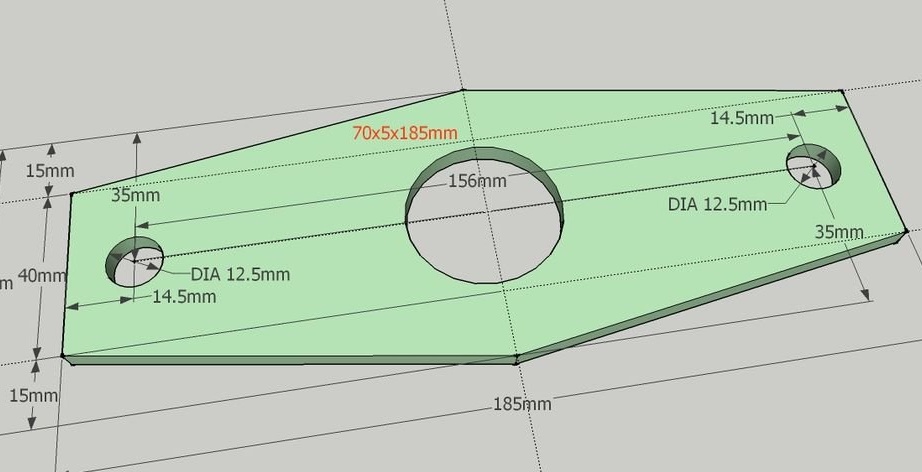
Steg tre: Stöd
Enligt ritningen, märker och svetsas till stödets ram. Stödplattorna har hål för montering av pressen.









Steg fyra: glidplatta
Nu måste du skapa en plattform på vilken stången på jacket trycker på. Denna plattform ska vara rörlig och monterad på skenor.
Justerar uttaget exakt i mitten av den nedre basplattan.





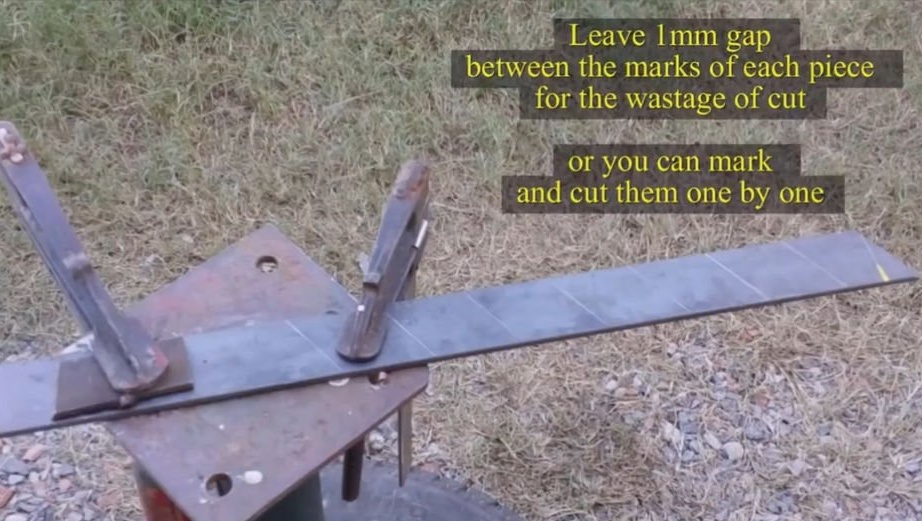
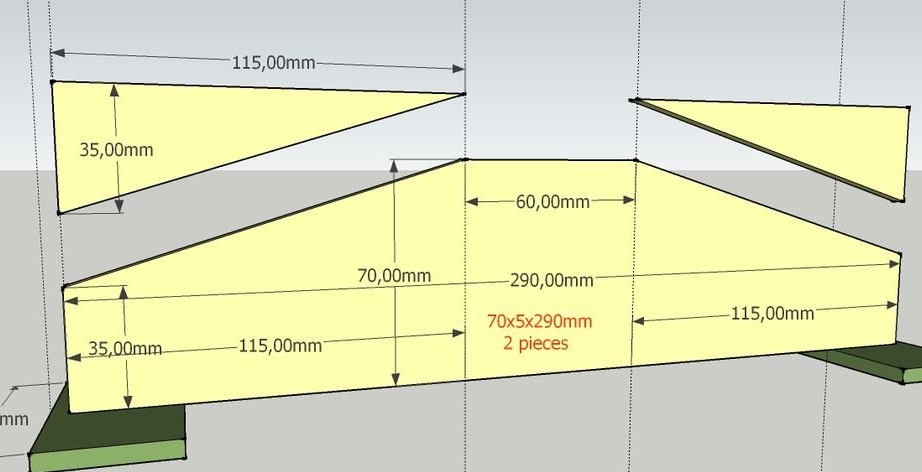
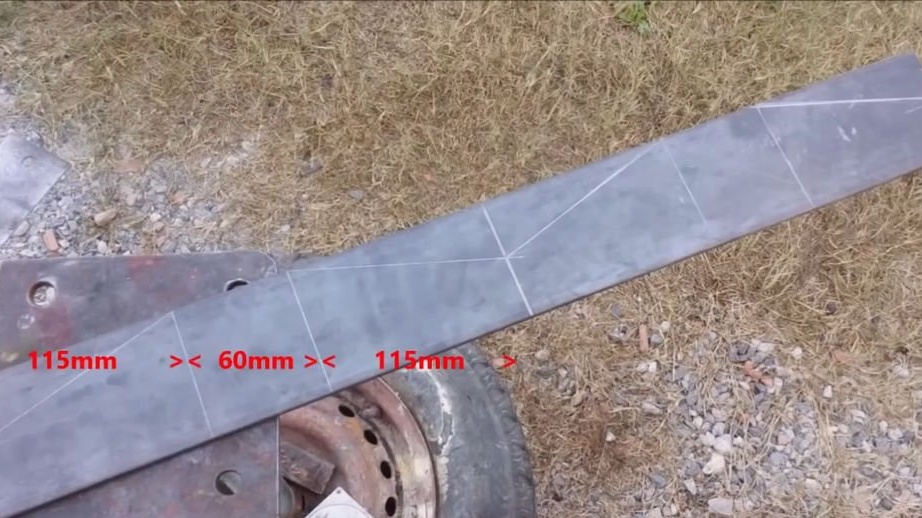
Enligt ritningen gör den delar av den rörliga delen av donkraften från metallplattor.






Styrningarna är gjorda av en metallstav. Den ena änden av stången är svetsad till botten av ramen, den andra är installerad i hörnet svetsat till ramen och hålet i plattan.




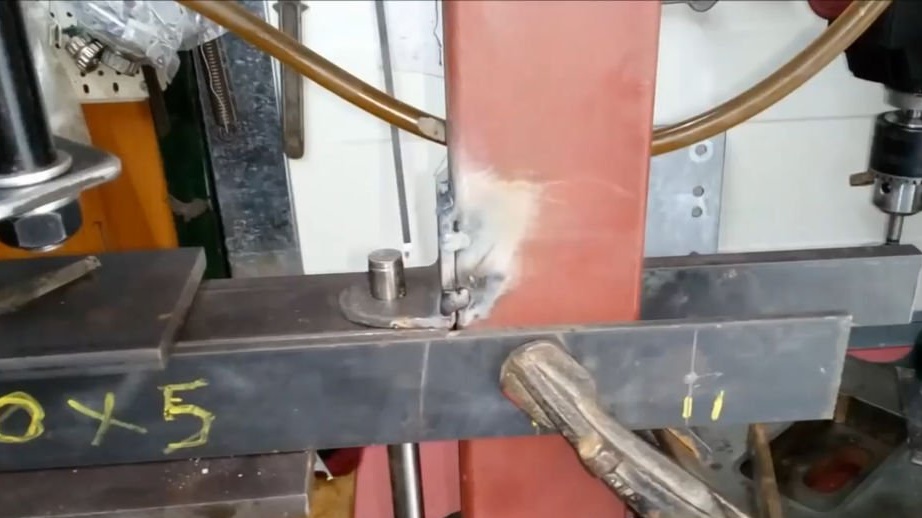


Överst på guiden, borrar ett hål och sätter en klyftstift.





För plattans immobilitet under borrning använder befälhavaren en metallstift. Han borrar det första hålet och sätter stiftstiftet, sedan det andra, och fixar det också med en stiftstift.









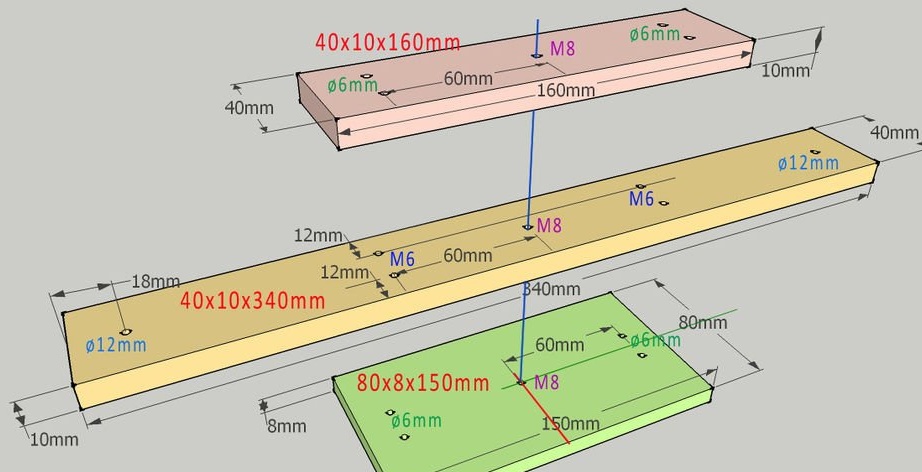
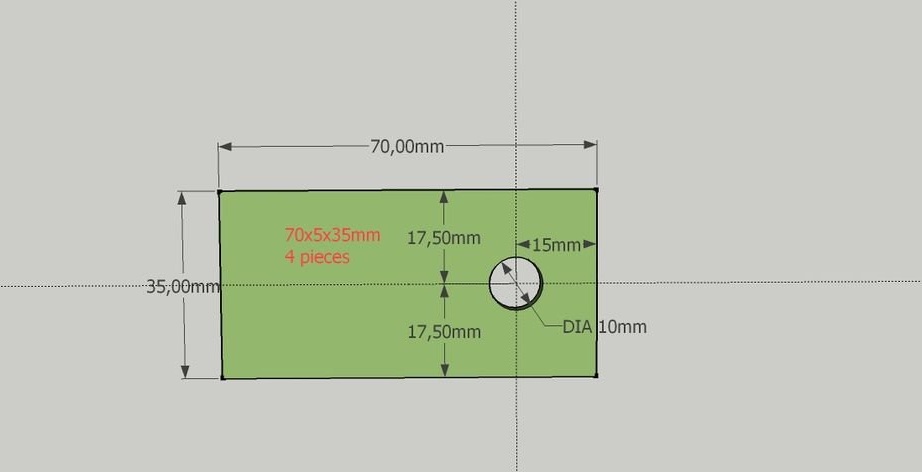
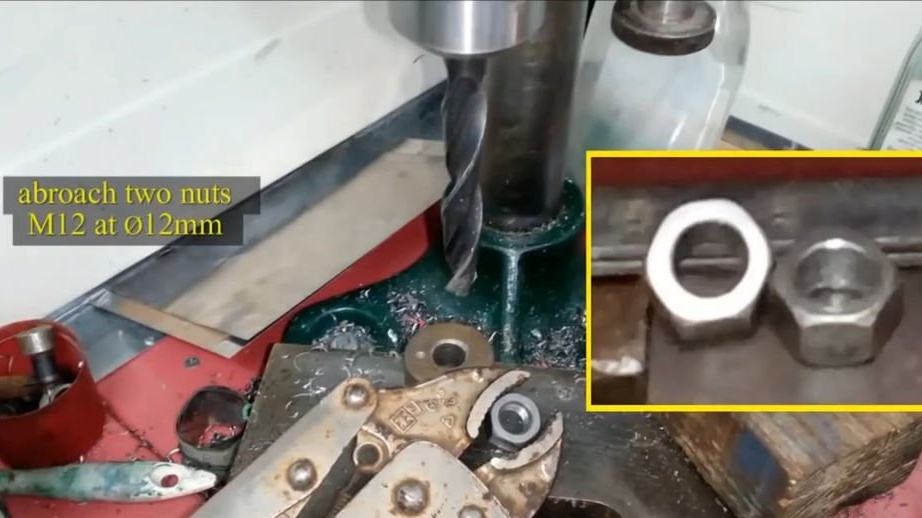
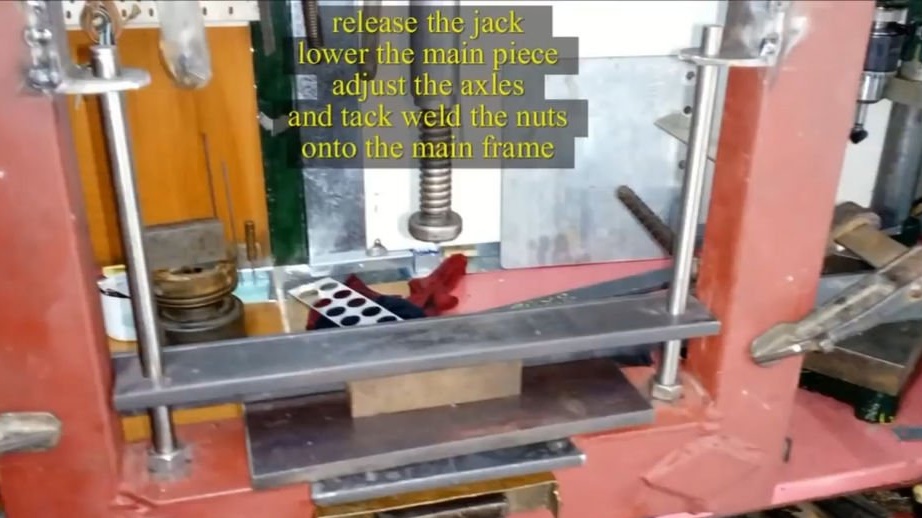
Den rörliga delen monteras från tre plattor. I mitten är en lång platta med hål för styrningar. I hålen på denna platta skär kaparen tråden. Skruvar bottenplattan i mitten. Den övre plattan monteras på de utskjutande delarna av skruvarna och säkras med muttrar. Skär en tråd i mitten av bottenplattan i hålet.











Längs kanterna på en lång platta svetsar buskar för styrningar. Skruvar i två hörn. Fjäderns ändar kommer att fixeras i hörnens ögon, vilket drar plattan upp.





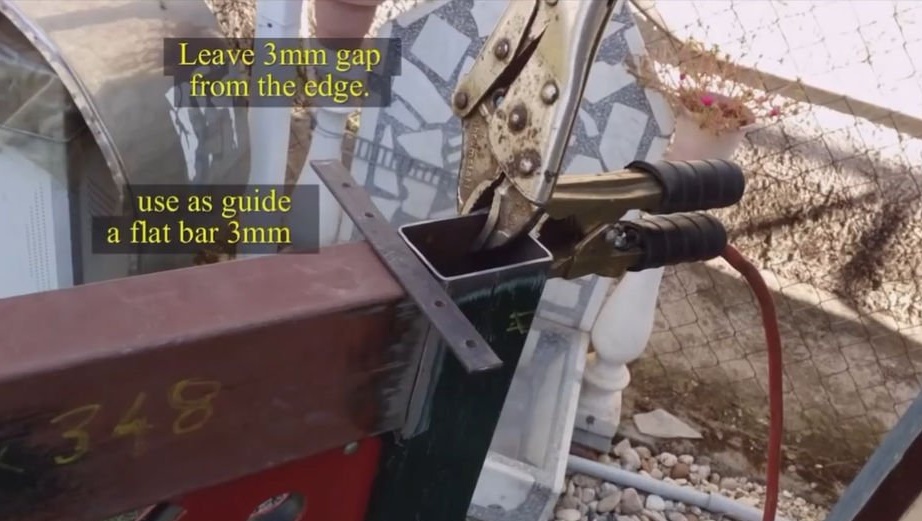
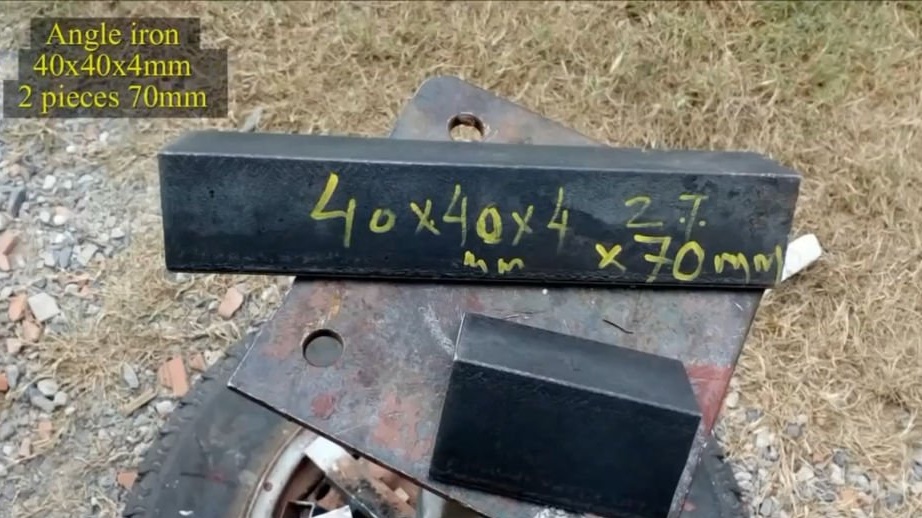
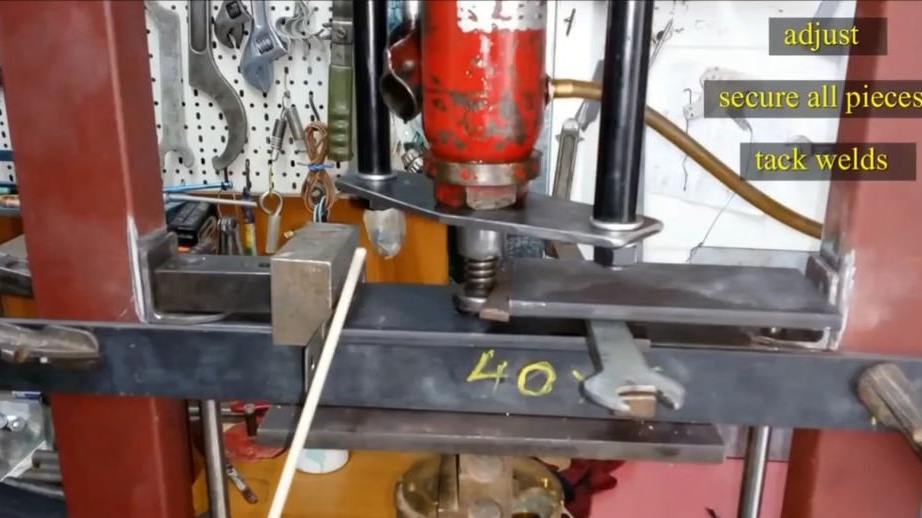
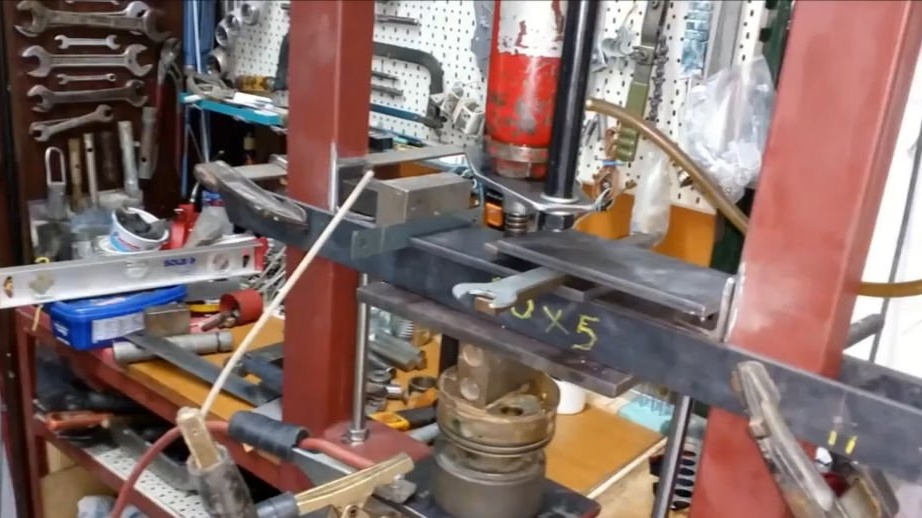
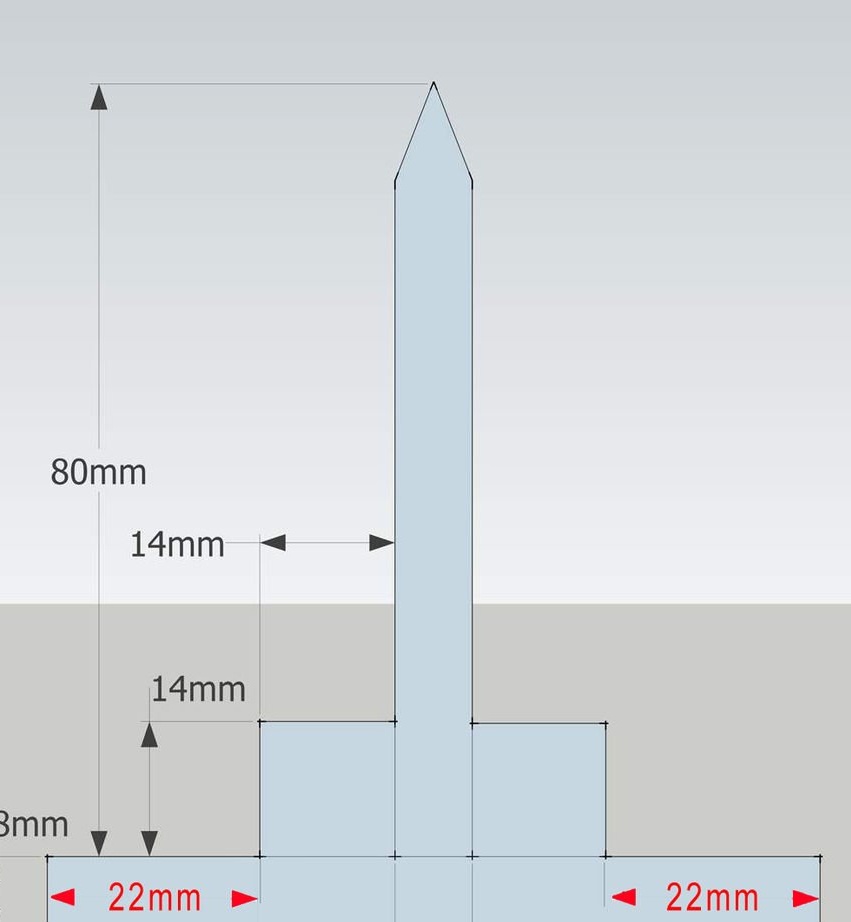
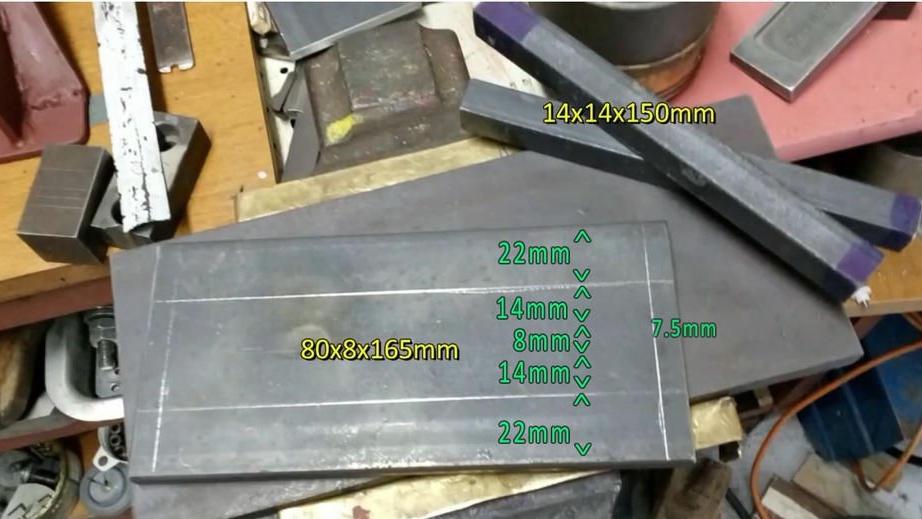
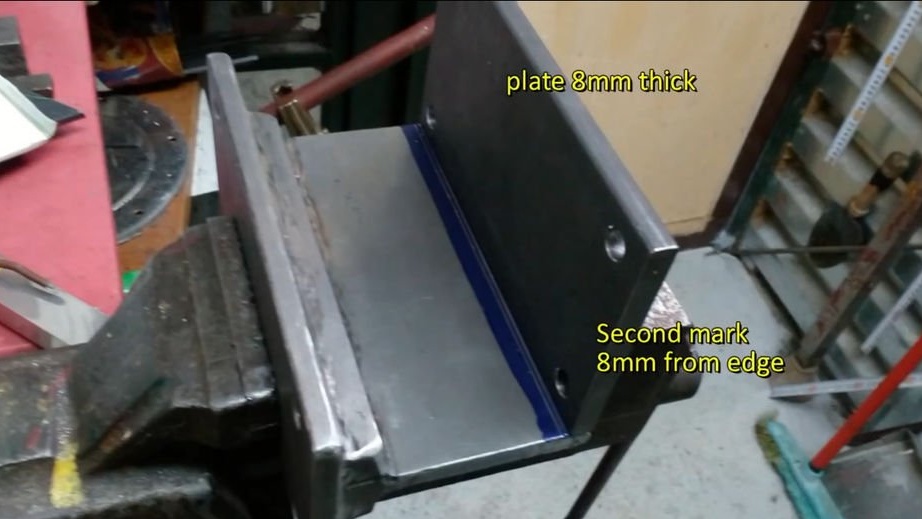
Steg fem: böja dies
Pressen är klar och befälhavaren gör flera böjformar.
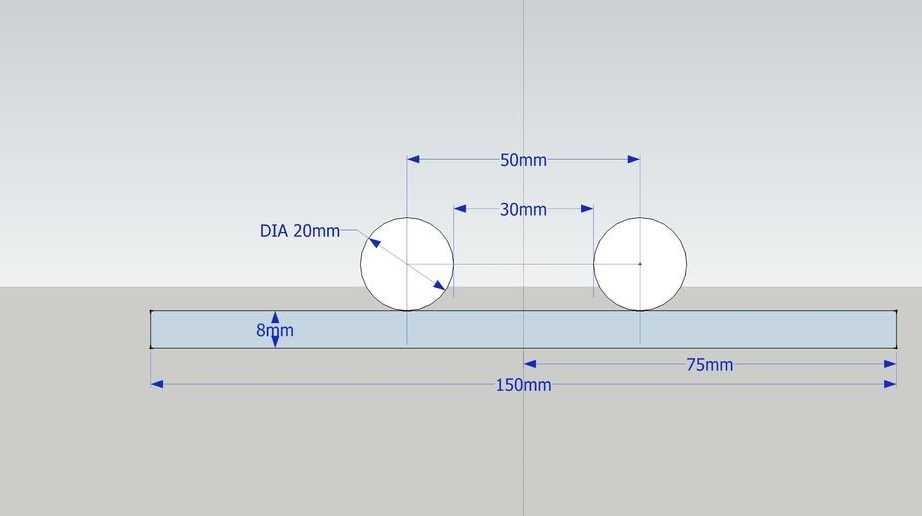
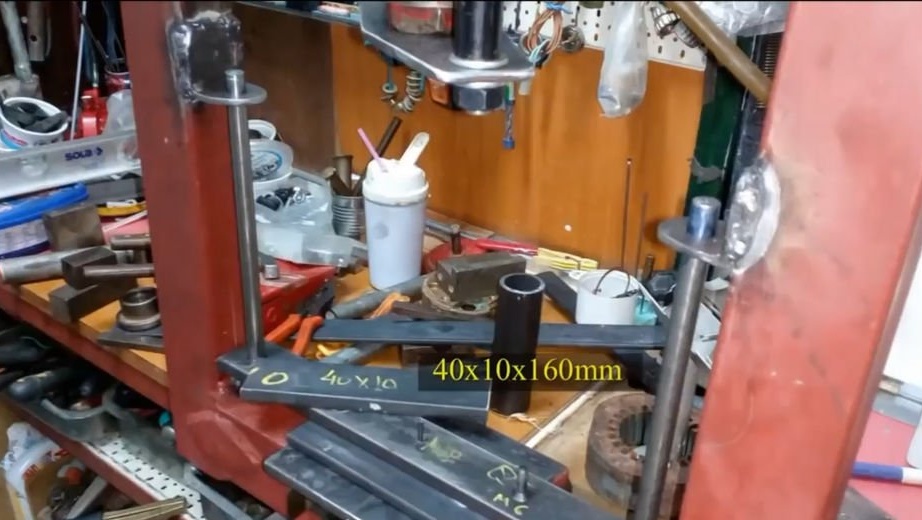
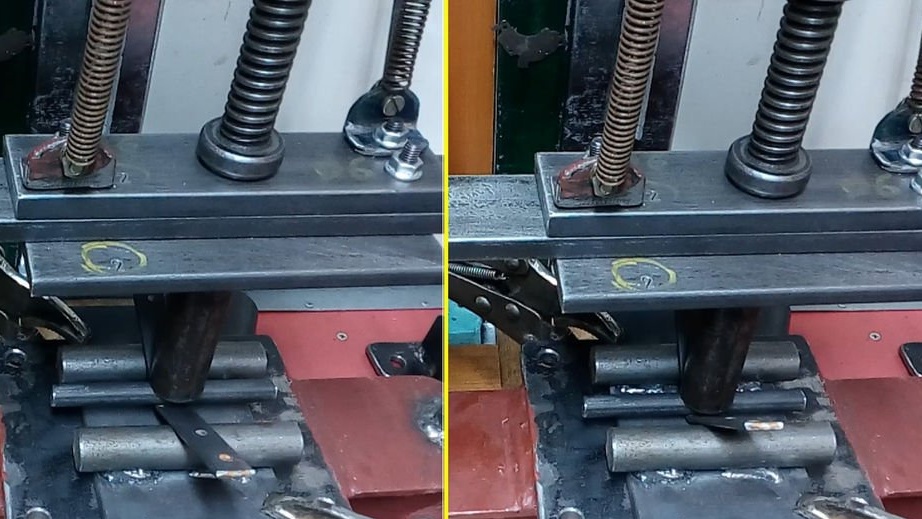
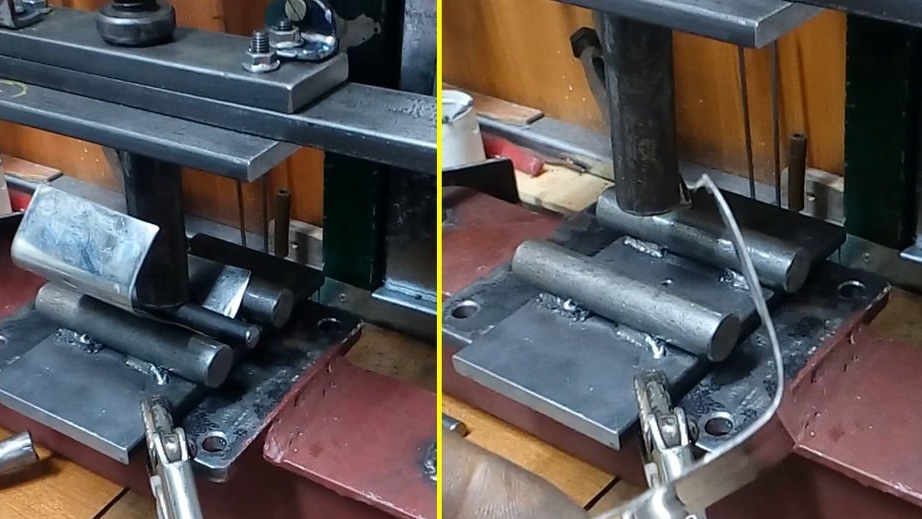
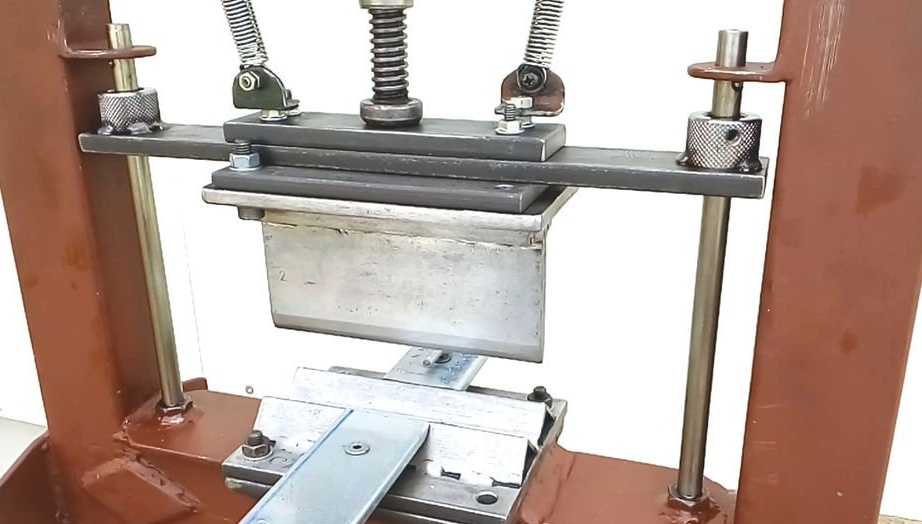
Stämpel nummer 1.
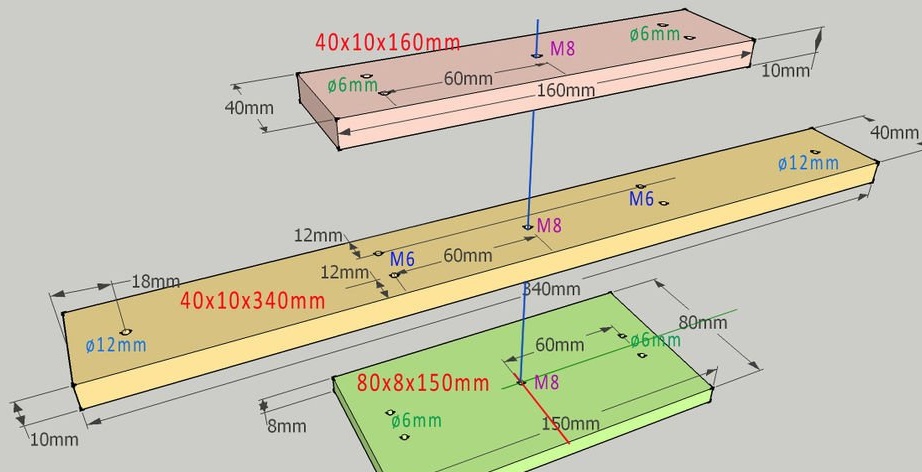
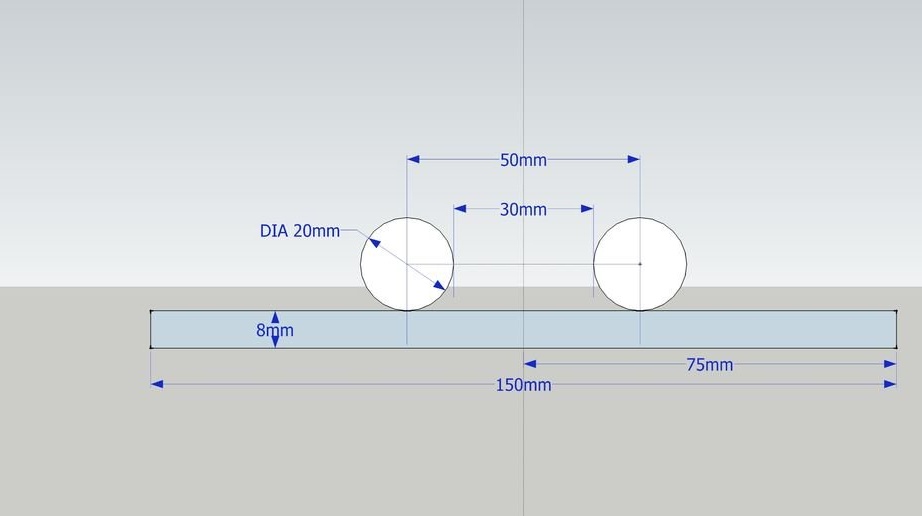
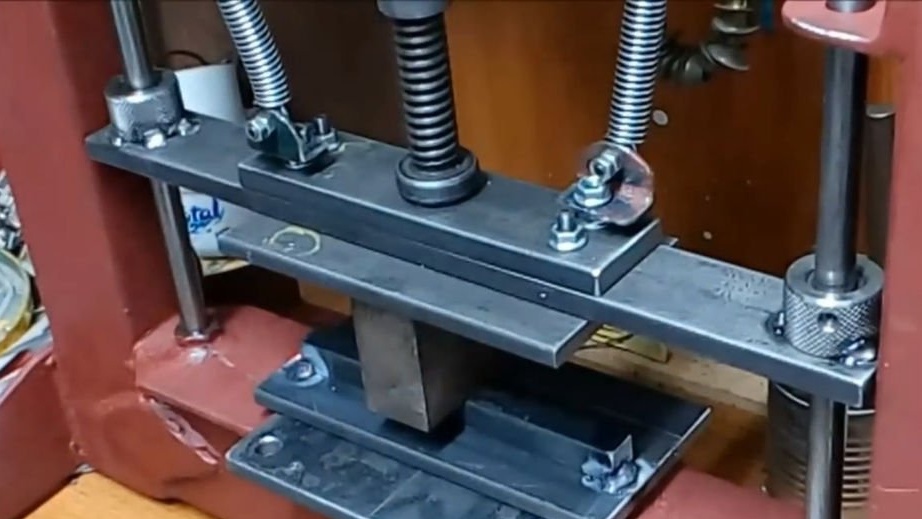
Denna stämpel är lämplig för att böja platta, fyrkantiga stavar, stavar och plåt. Stämpelns övre del är gjord av en metallstång. Ett hål borras i mitten av stången. En tråd skärs i hålet och en skruv skruvas in. Sedan skruvas stämpeln in i hålet i pressplattan.









Den nedre delen är gjord av två metallstänger svetsade på plattan. Plattan har en monteringsplatta och är fixerad på bottenplattan med en bult.












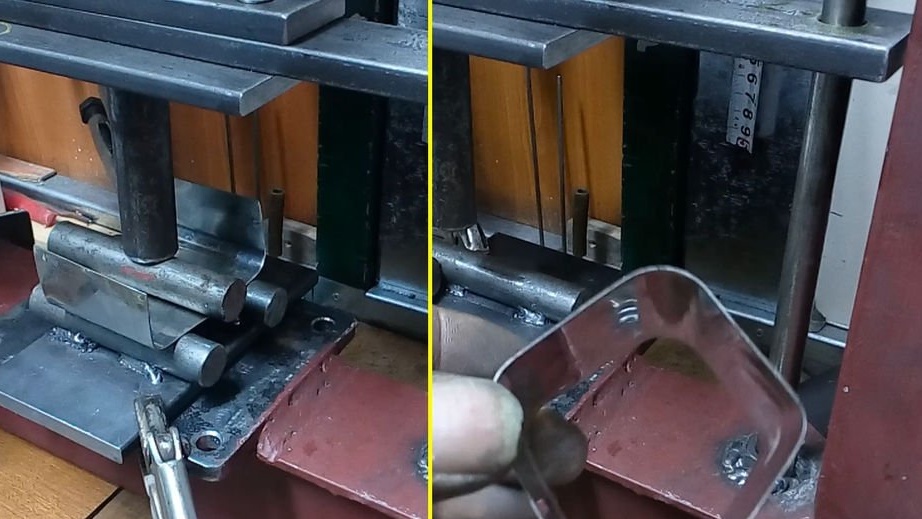
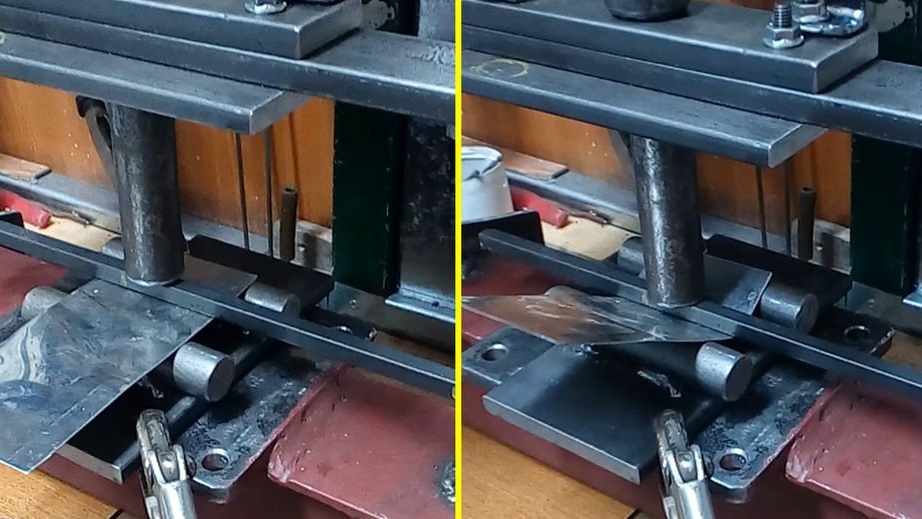
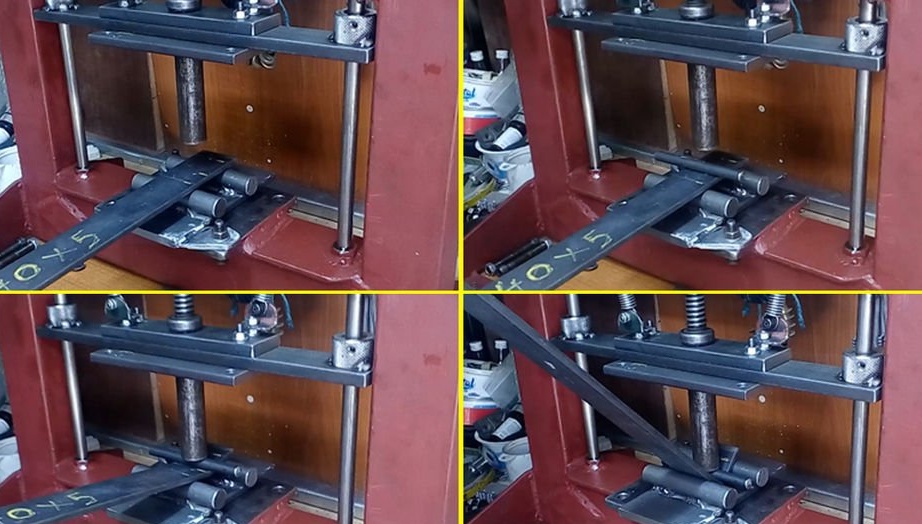


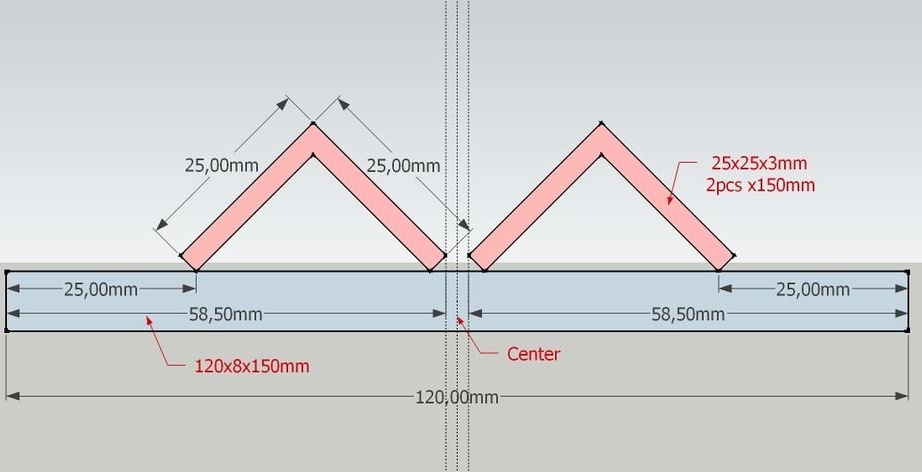
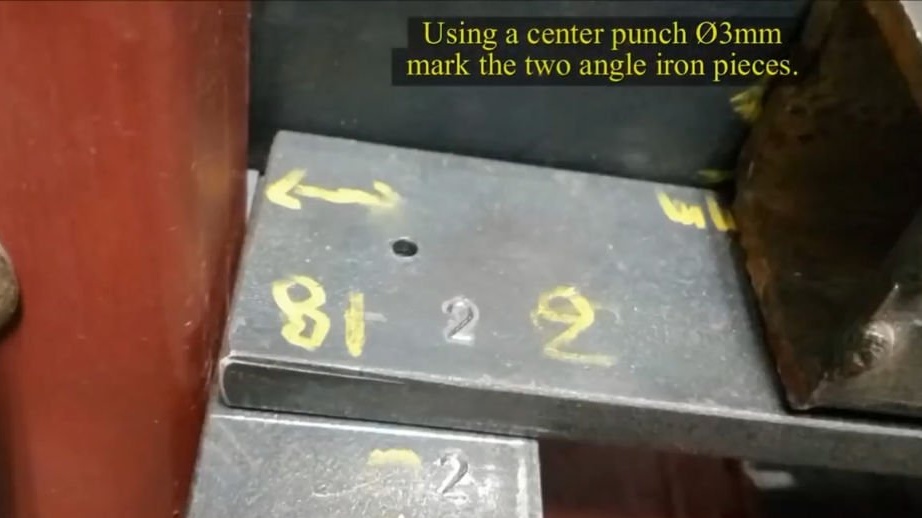
Stämpel nummer 2.
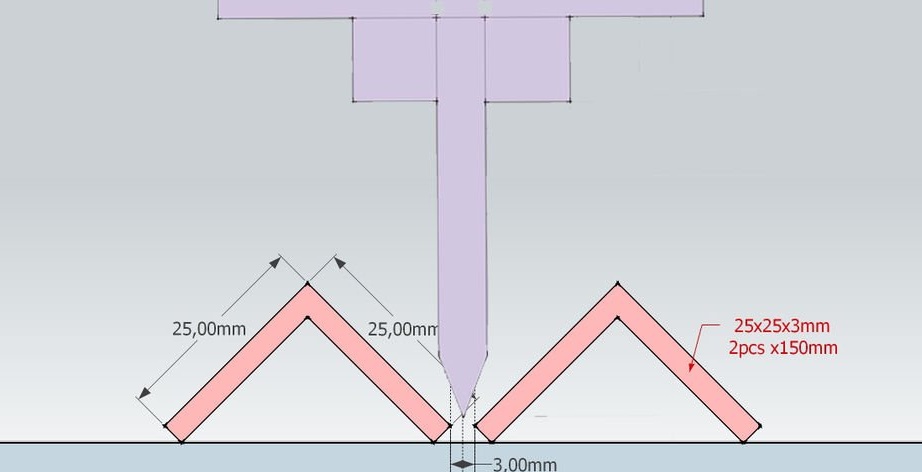
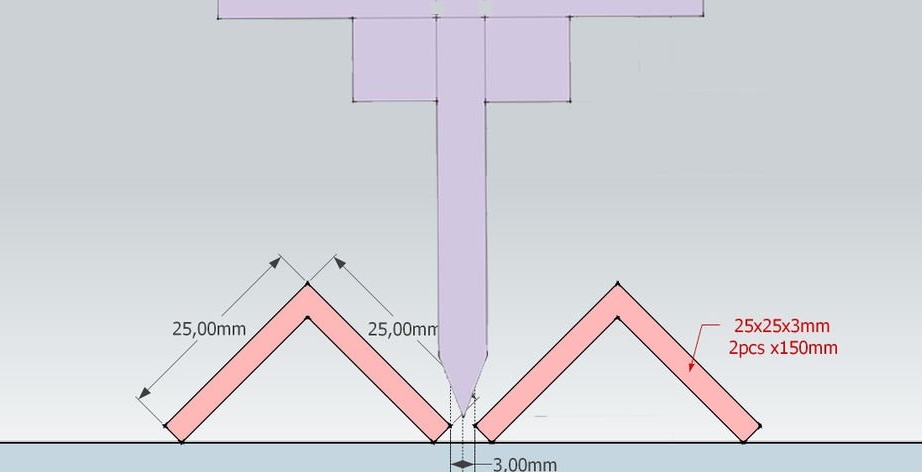
Den nedre delen av en sådan stämpel är gjord av två parallella hörn svetsade på plattan. Plattan har också ett monteringshål och skruvas fast på bottenplattan.


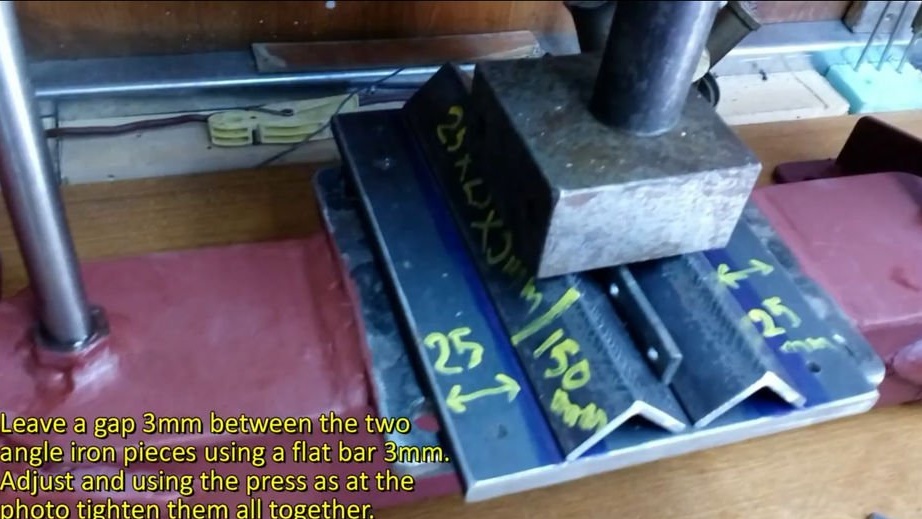
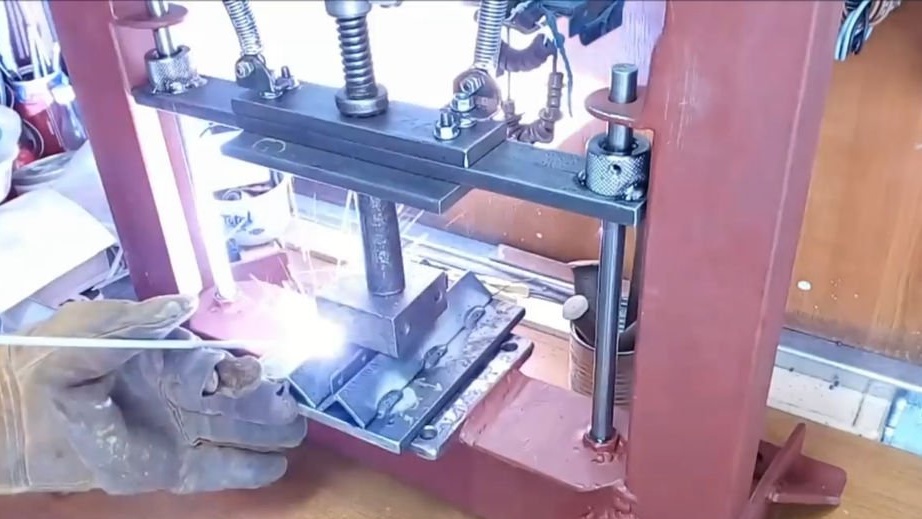
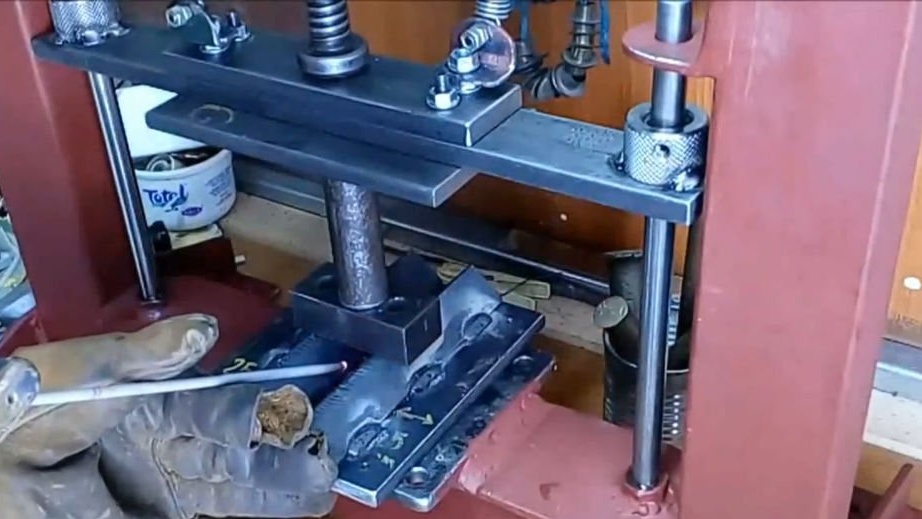






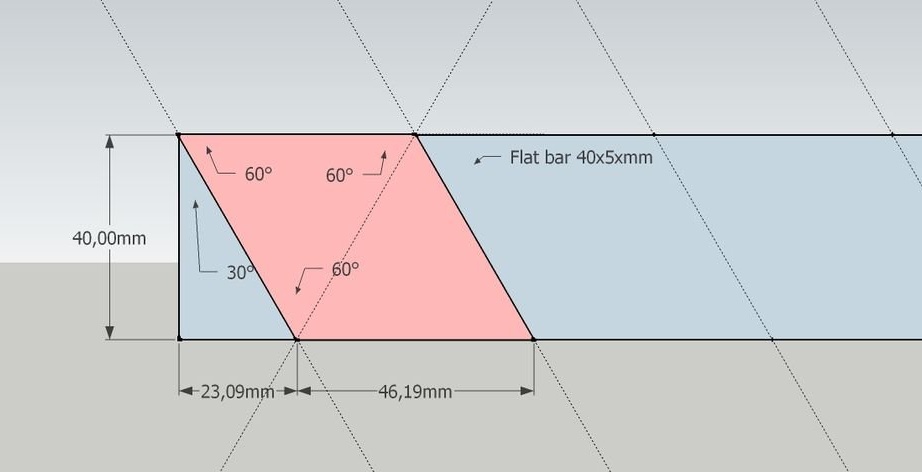
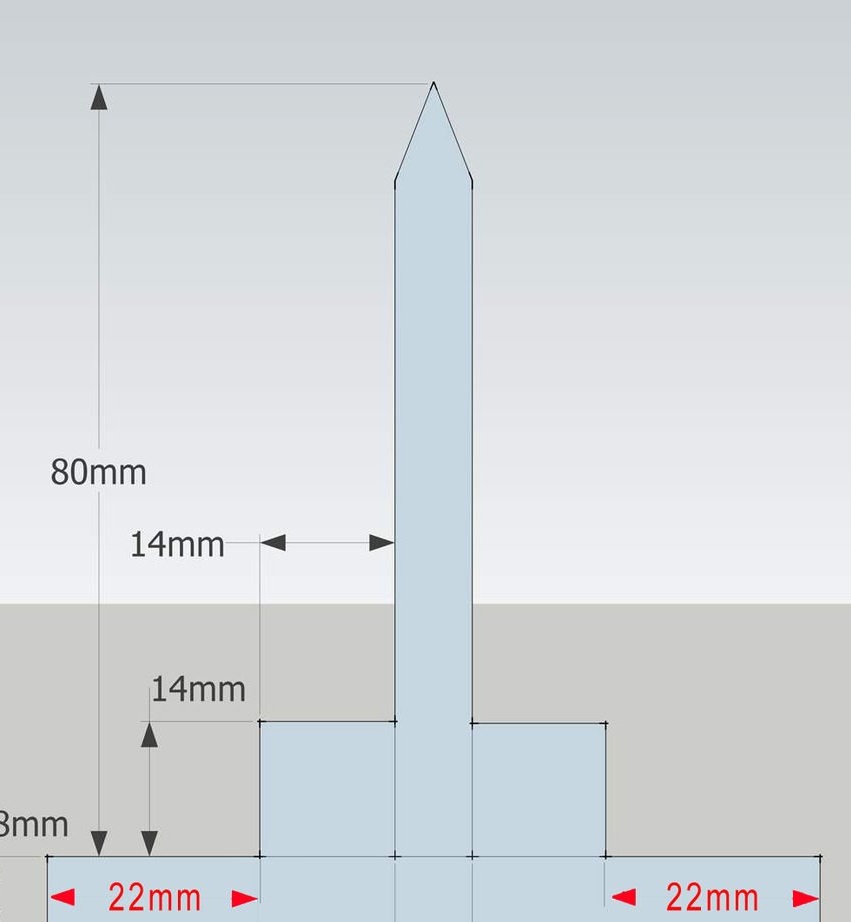
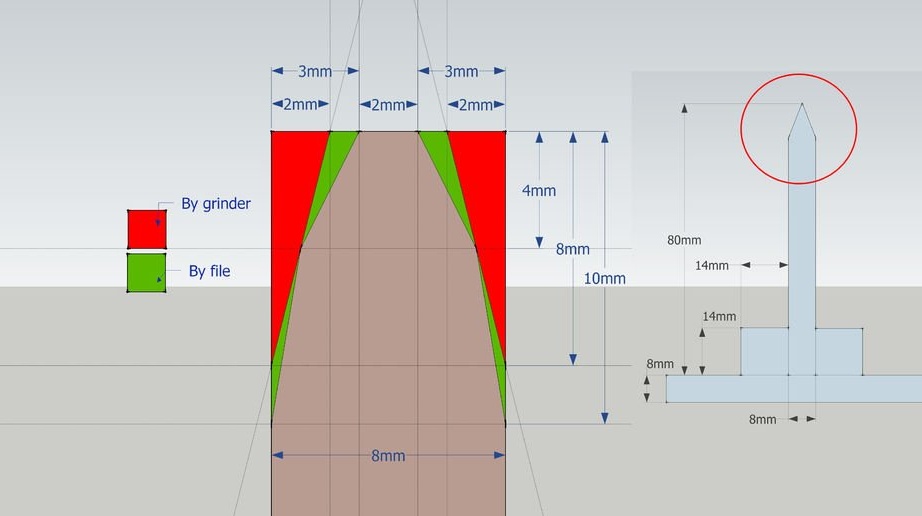
Den övre delen är gjord av en platta med ett ändparti vassat i vinkel. Plattan svetsas mot den andra plattan vinkelrätt och fixeras på den rörliga plattan.










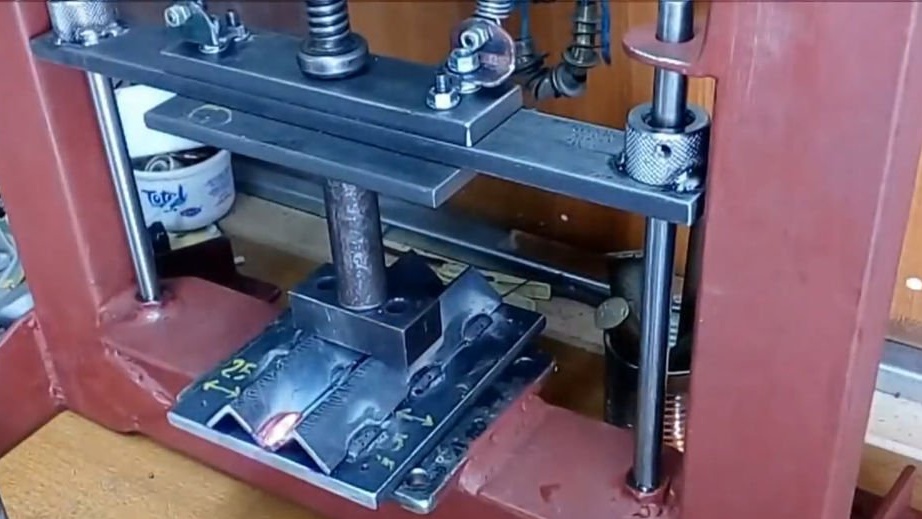
Efter att ha gjort stämpeln, skärps dess arbetsdel.
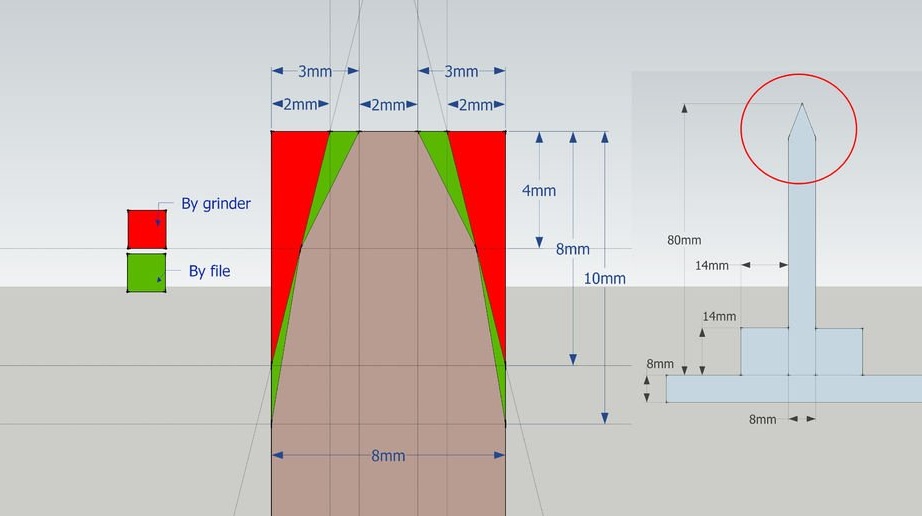









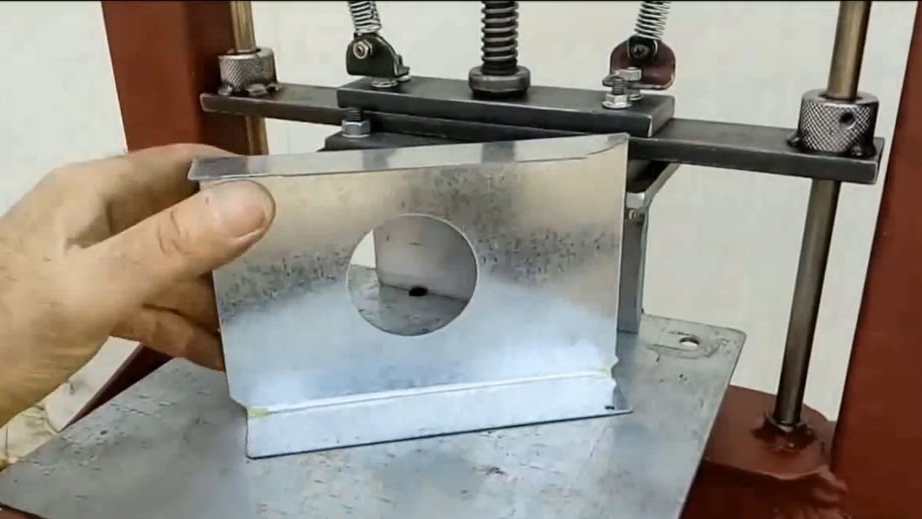
Den hydrauliska pressen med munstycken är klar. Mästaren gjorde ett bra jobb med ett utmärkt resultat.