
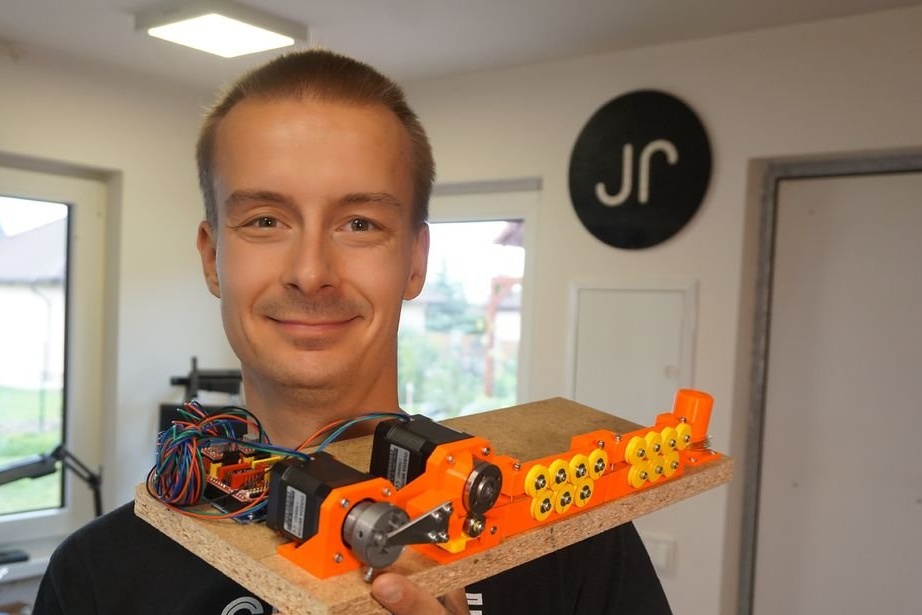
En intressant anordning uppfanns och tillverkades av Mästaren, detta är en apparat för att böja tråd av vilken form som helst. Att göra fjädrar är en av dess funktioner. Den här maskinen kan böja 0,8 / 0,9 / 1 mm tråd i valfri 2D-form.
Huvudsyftet med tillverkningen av denna maskin var att automatisera bockningsprocessen. Andra hemmagjorda maskiner är inte så exakta och deras böjningar har en ganska stor radie.
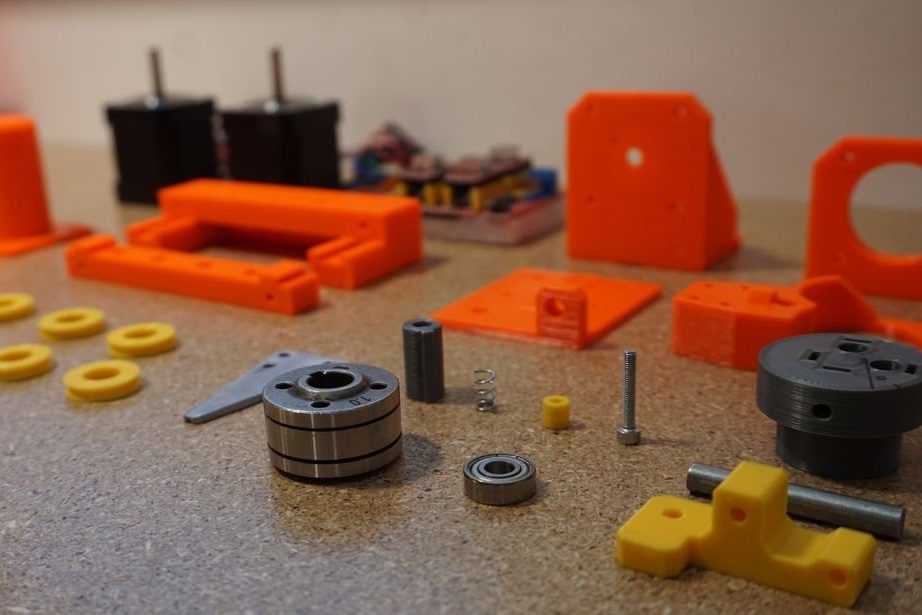
Den andra uppgiften var att göra det så enkelt som möjligt med vanligtvis tillgängliga delar och komponenter. Vissa delar av maskinen är tryckta på en 3D-skrivare, och metalldelar kan köpas i butiken.
Vad är befälhavaren för en sådan maskin för? Han är intresserad av att göra LED-figurer, snöflingor, stjärnor, blommor etc. Vid tillverkningen behövs identiska delar från tråd, och denna maskin underlättar deras tillverkning.
Låt oss titta på en kort video med ett exempel på enheten.
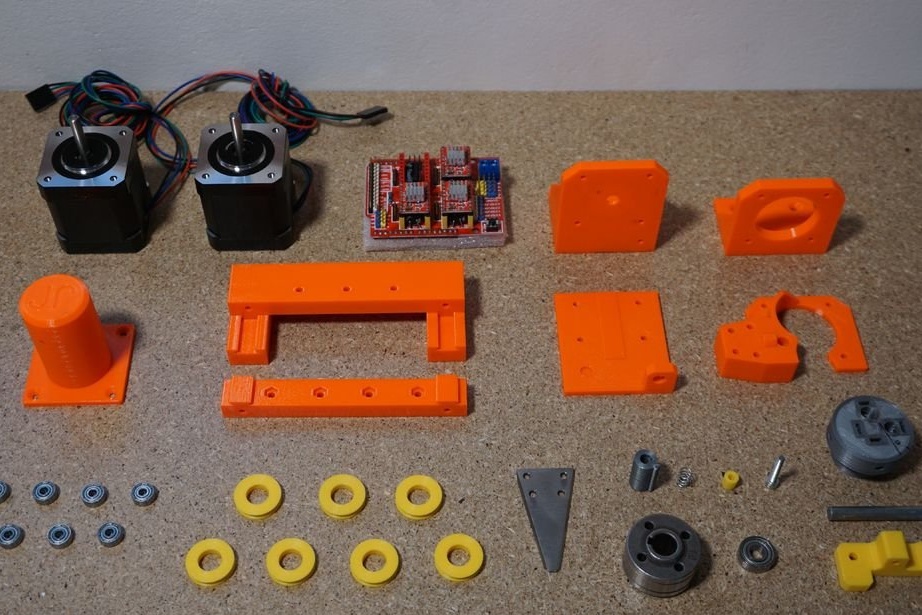
Så för tillverkning av en sådan maskin använde befälhavaren följande
Verktyg och material:
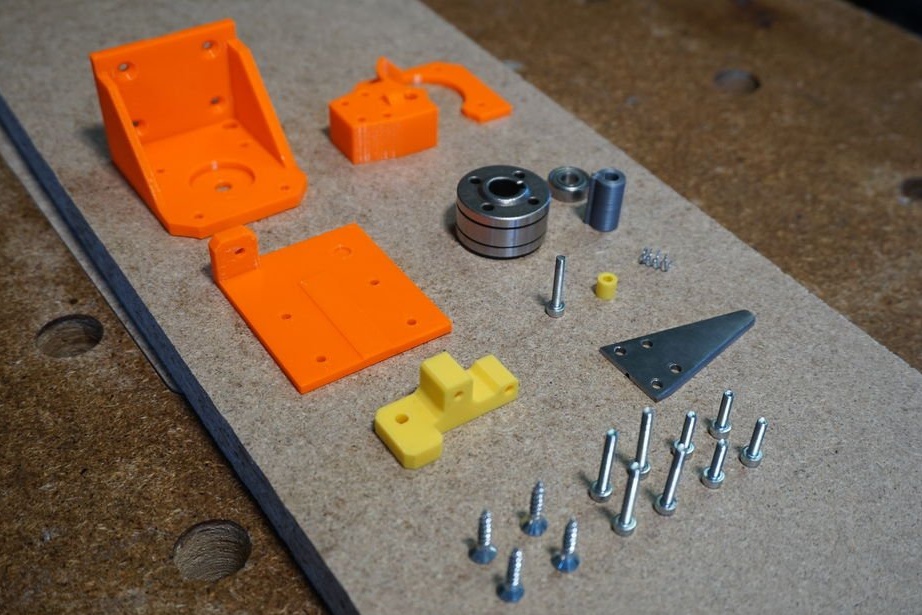
-3D-detaljer (utskriftsfiler kan laddas ner här);
-Krepezh;
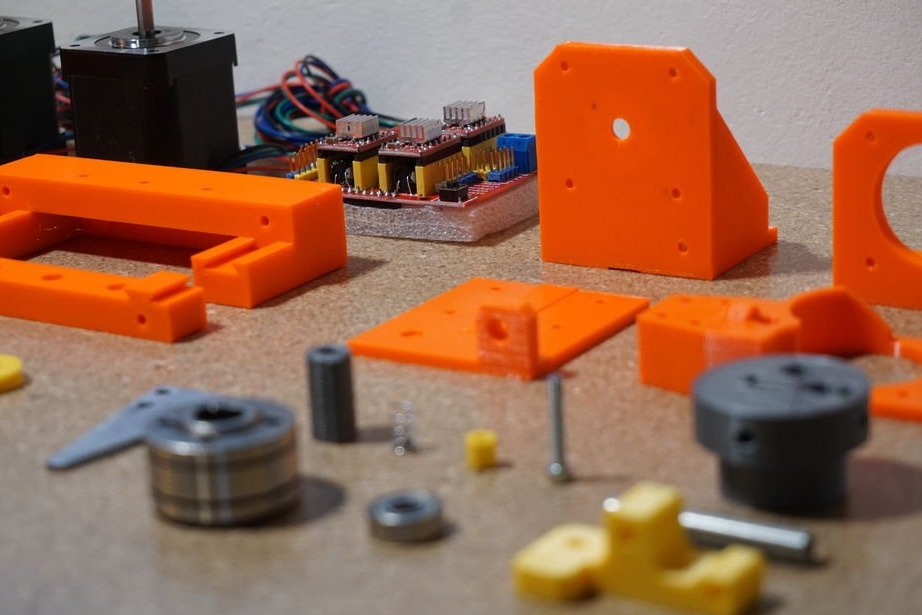
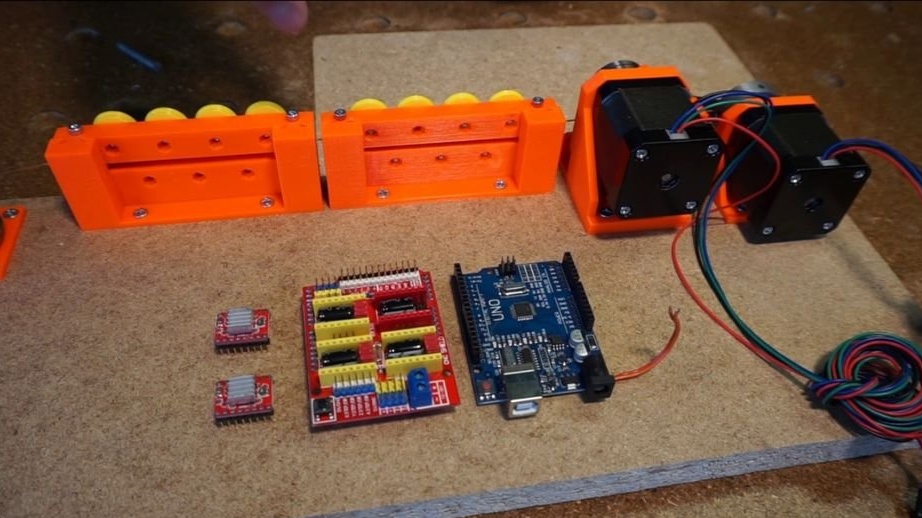
-Arduino UNO;
-Expansionskort för Arduino UNO;
-Stegdrivrutin A4988 -2 st;
-Stegmotor NEMA17 -2 st;
-12V 3A strömförsörjning;
- trådmatningsmekanism;
-Ställfjäder 4x6 mm;
- Lager 3x10x4 mm;
-Bärande 6x15x4 mm;
-6 mm stålstav;
- Stålplåt 2 mm tjock;
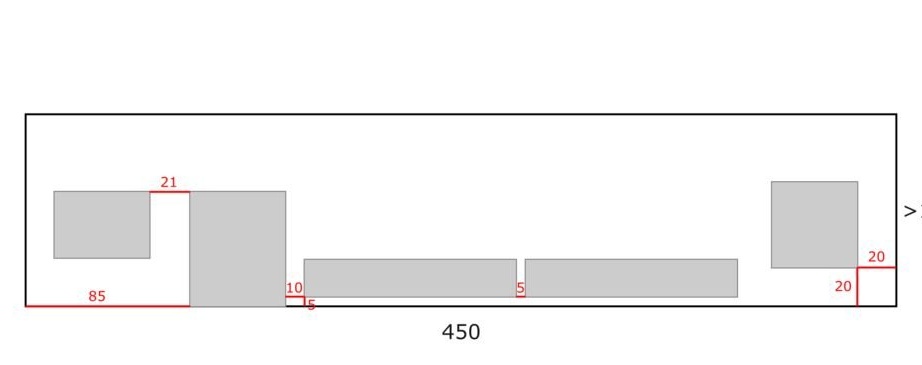
-Vedskiva för basen 450x100 mm;
- skruvmejsel;
gon;
Steg ett: Hur det fungerar
Låt oss titta på hur maskinen fungerar (från höger till vänster).
Spolehållare - den har trådspolen för bearbetning av maskinen.
Likriktare - en uppsättning av 7 rullar så att tråden är så jämn som möjligt. Att arbeta med rak tråd är avgörande. Det är därför två likriktare.
Broach - du kan hitta en liknande mekanism i din 3D-skrivare. En uppsättning växlar drar tråden från rullen genom rullarna och skjuter den till böjhuvudet. Matningsmekanismen måste ha tillräckligt trådtryck så att den inte glider. Mer om detta senare.
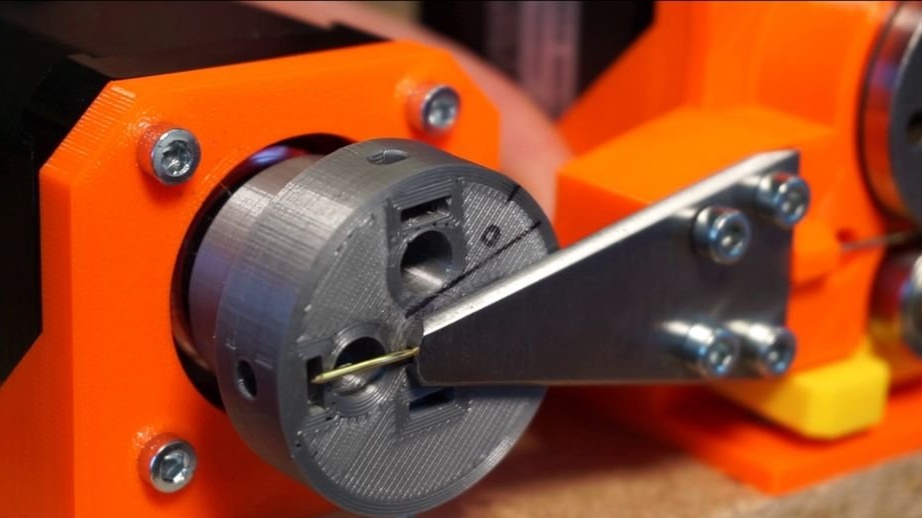
Böjmaskin - den böjer tråden till en programmerad form.
Allt detta kontrolleras av en Arduino FN med en CNC-sköld.Ett kommando skickas till Arduino från datorn och det översätter dem till kommandon för stegmotorer.

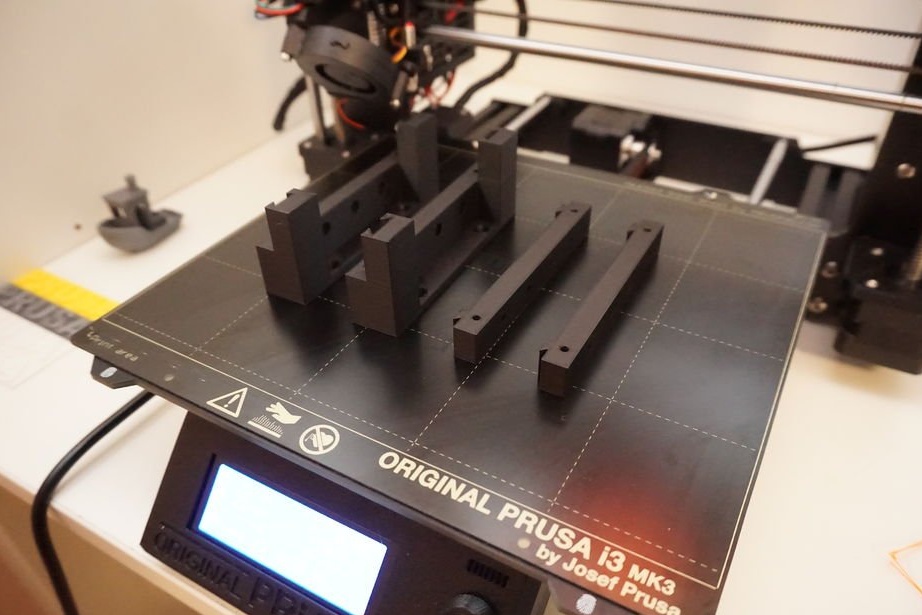
Steg två: Skriva ut delar
Du måste skriva ut följande detaljer och i följande kvantitet (för att undvika förvirring, originalteksten):
Bender
Verktygshuvud
Motorram
Feeder
Motorram
Nedre ram
Trådguide
Växellåda
Mellanlägg för växellåda
Matningsväxeldistans
Böjplatta (mall)
Rattvalsar (2x)
Sängram (2x)
Ram med toppväxlar (2x)
Rulle (14x)
Spolehållare
Lagerhöjd vid utskrift 0,15 mm. 40% fyllning. Utskriften tar två dagar.

Steg tre: Böjmaskin
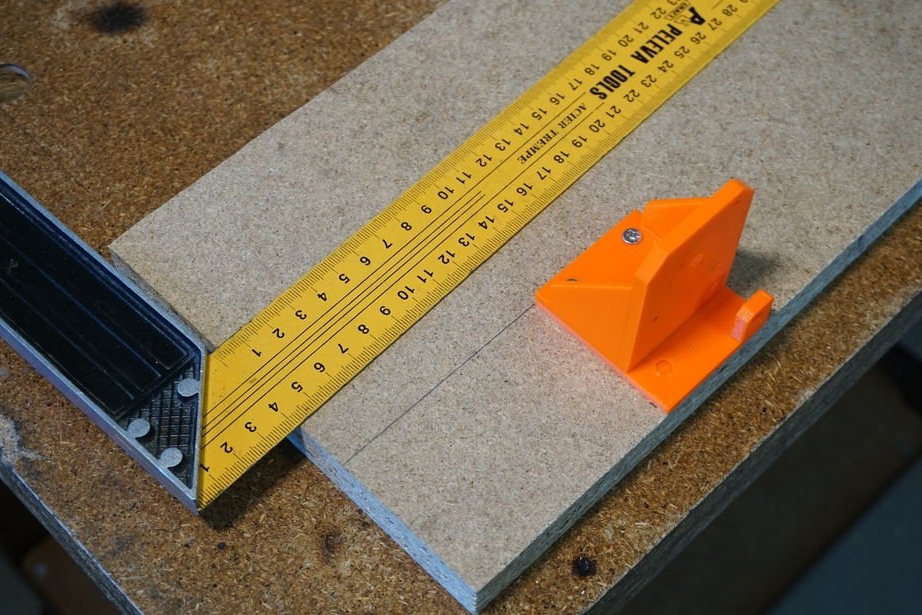
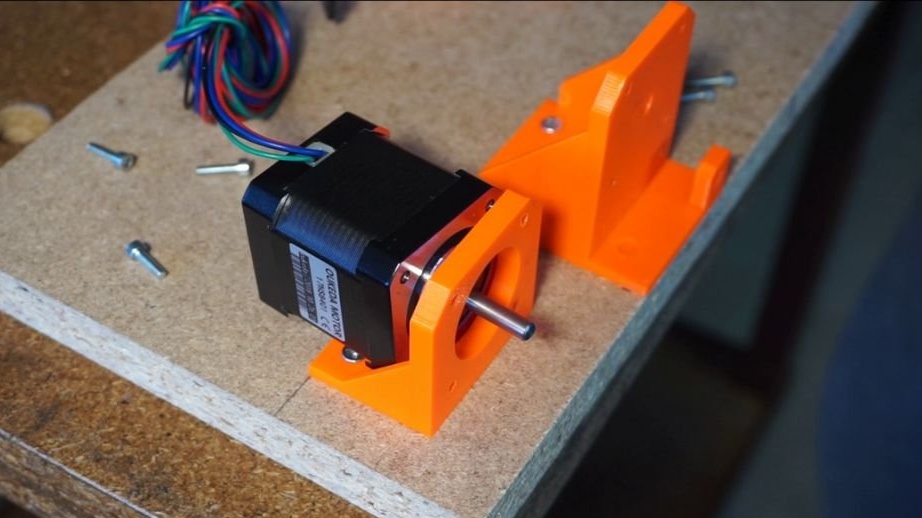
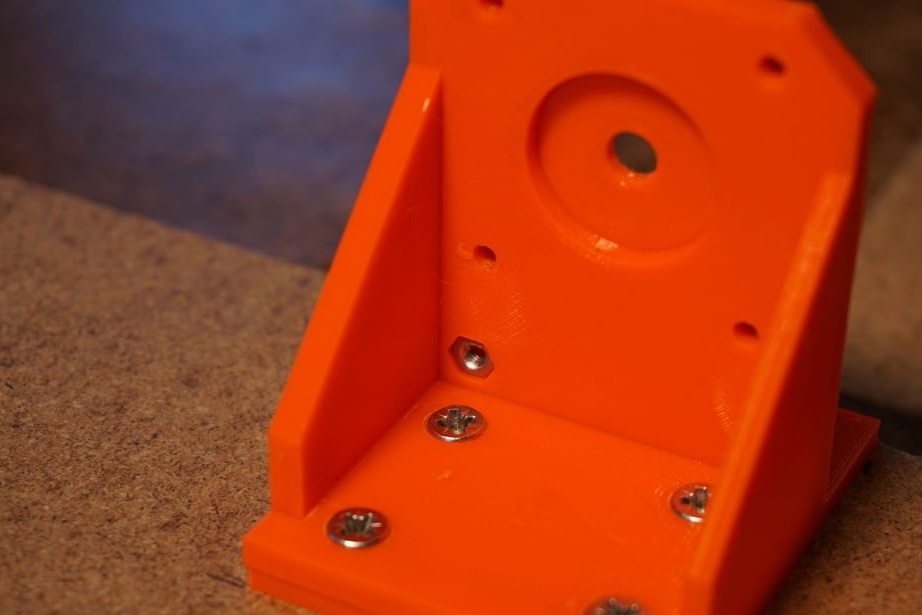
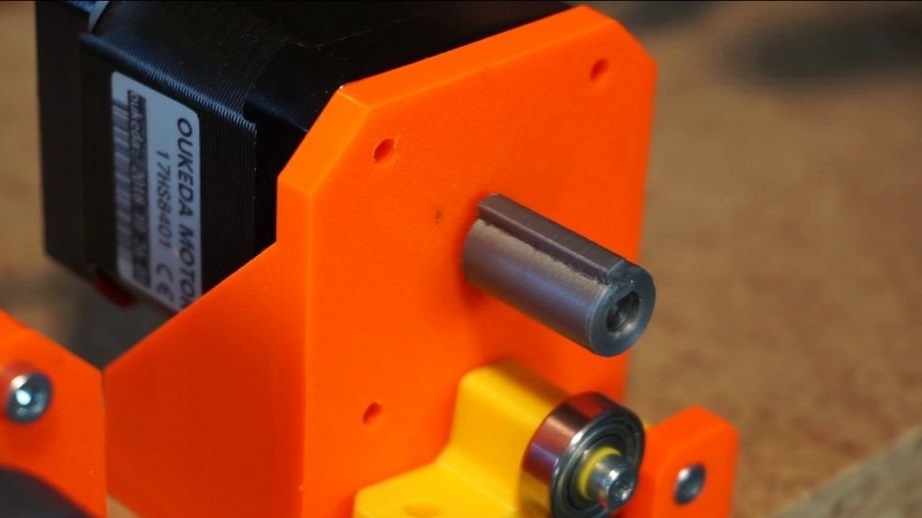
Befälhavaren skruvar två ramar till basen. Det är viktigt att installera båda ramarna som visas på ritningen.
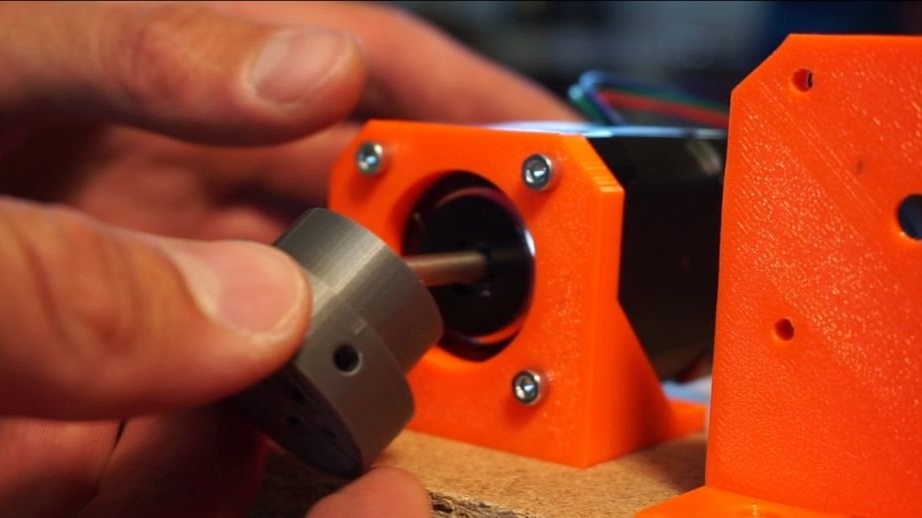
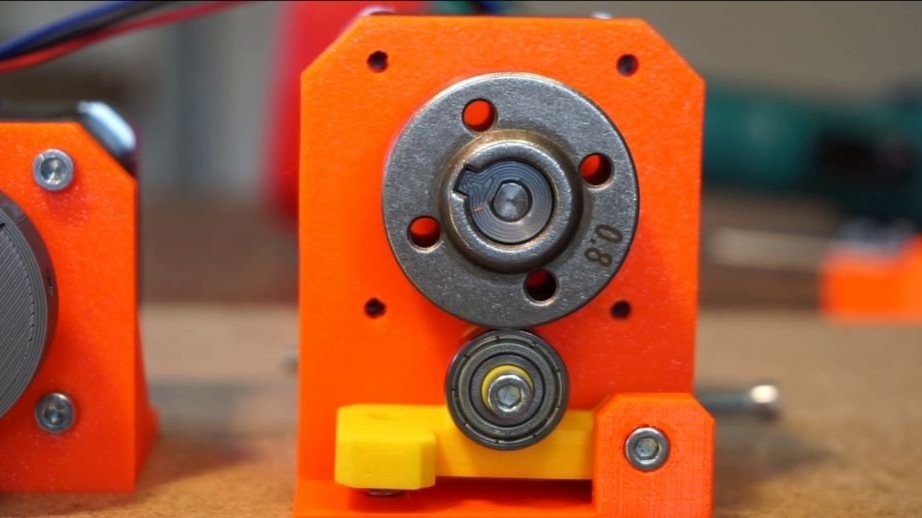
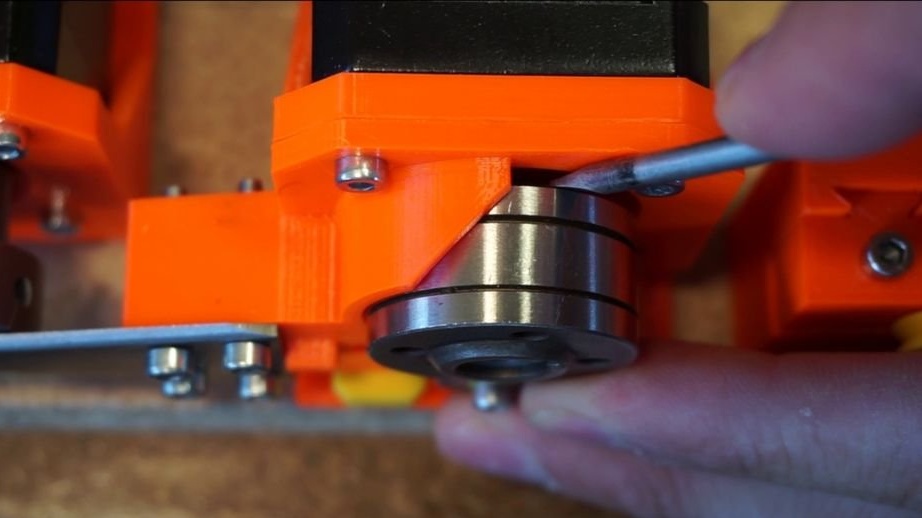
Fäst stegmotorn vid ramen. Fäst huvudet på motoraxeln.


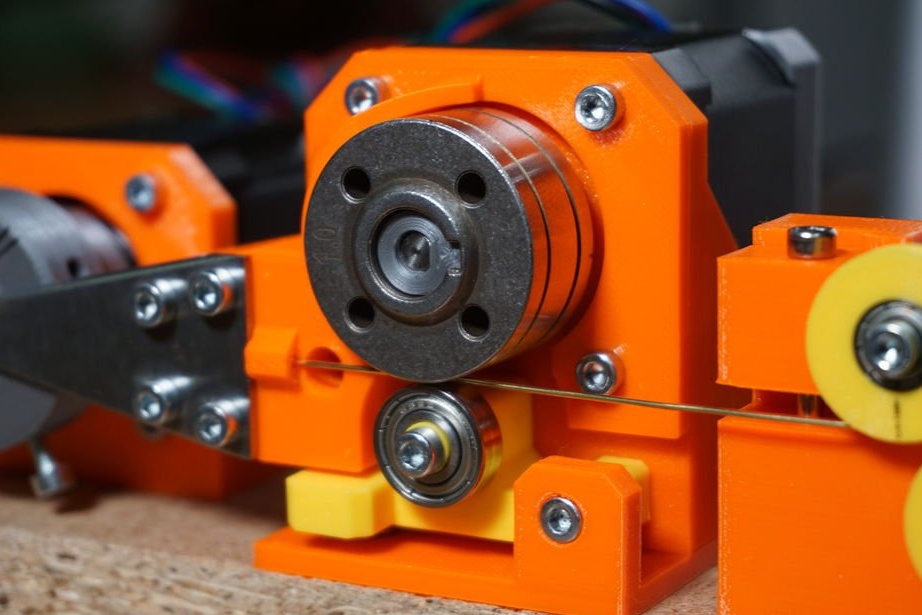
Steg fyra: Broach
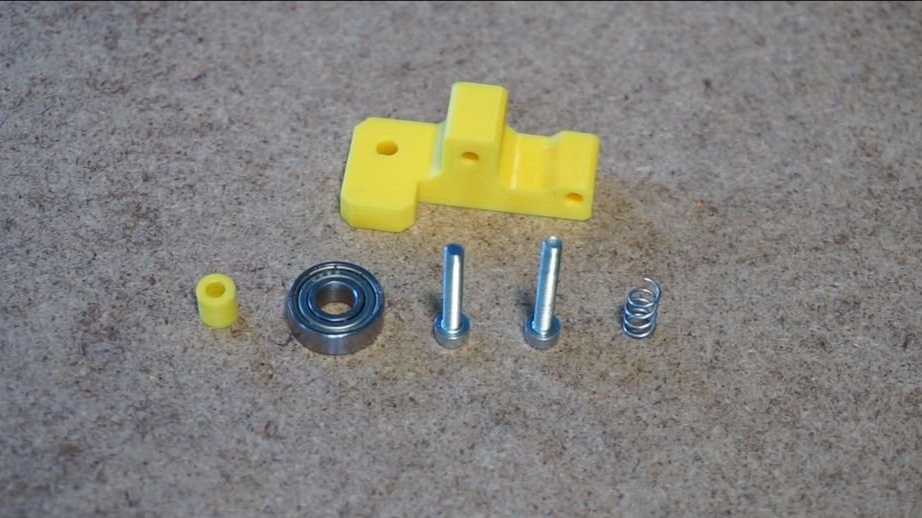
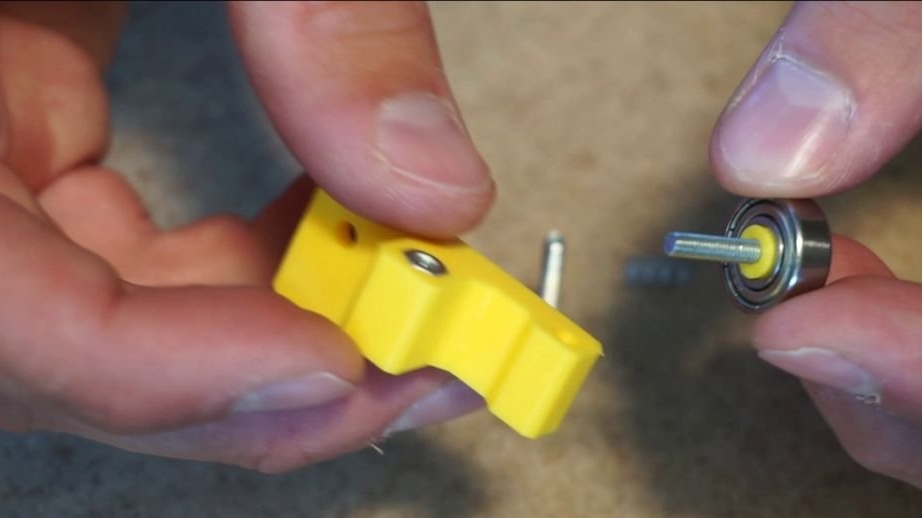
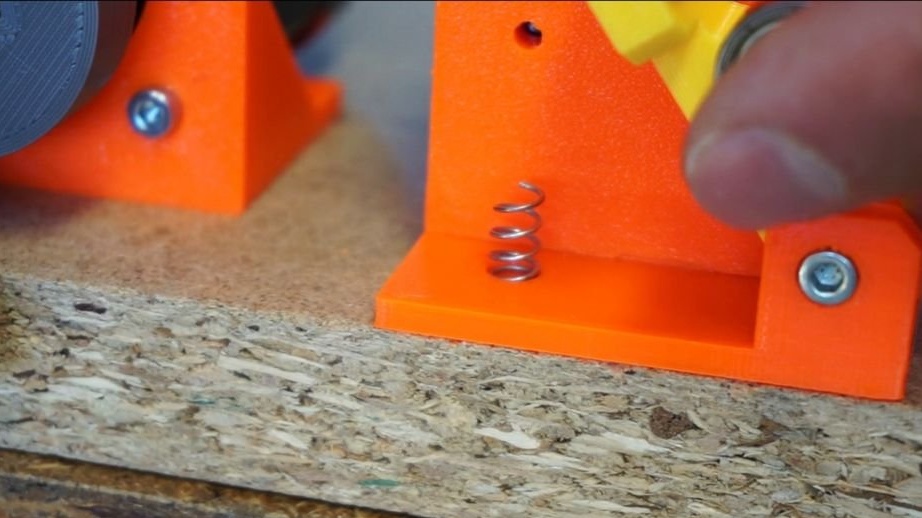
Ramen är redan installerad, så det första steget i att skapa en matningsmekanism är att bygga en vagn för mellanväxeln, som kommer att pressa tråden till matningsmekanismen. Ta bort plastpackningen inuti lagret 6x15x4 mm. Montera lagret på M3x20-bulten. Montera M3-muttern i vagnen och skruva lagret på bulten. Se till att lagret roterar fritt. Sätt in den andra M3-muttern i motorramen (motorsidan i det nedre vänstra hörnet) och skruva vagnen genom den lilla konsolen med M3x20-bult. Dra inte åt bulten, vagnen måste röra sig fritt. Lyft vagnen och sätt in fjädern i hålet under den.
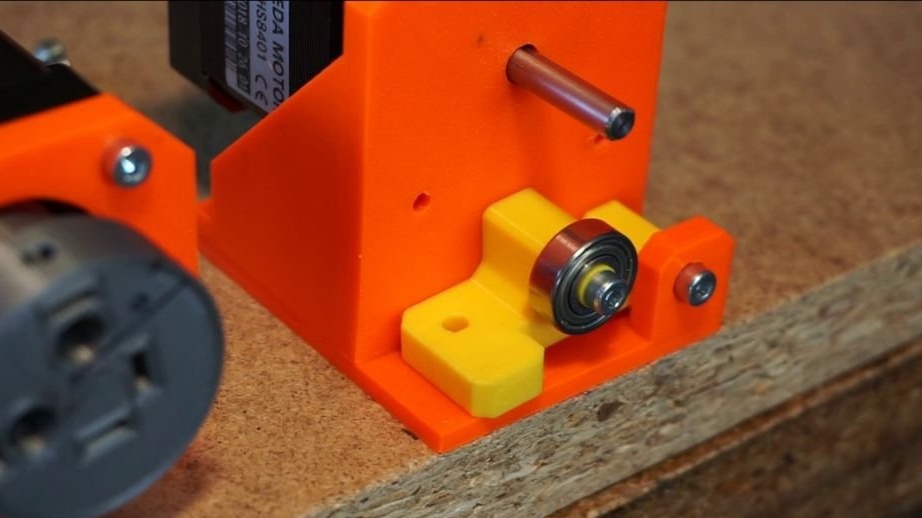
Ta den andra stegmotorn och installera den i motorramen. Skruva inte in ännu. Tryck på matarmekanismens distans på motoraxeln och installera matningsmekanismen.
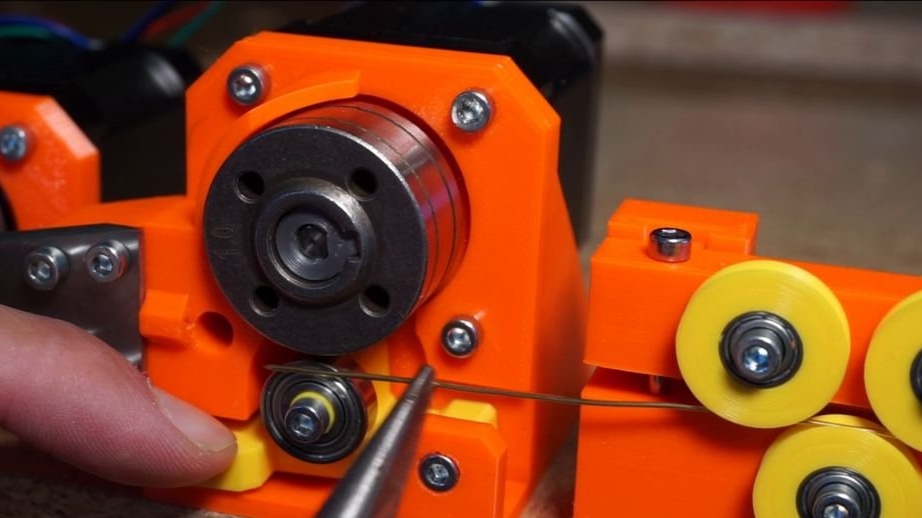
Matningsmekanismen som befälhavaren använder är hämtad från en MIG-svetsmaskin. Mekanismen har två urtag på spolen. En för 0,8 mm tråd och en för 1 mm tråd. Till skillnad från växlar (tidigare försökte befälhavaren mata tråden med dem) lämnar denna mekanism inte spår på tråden.
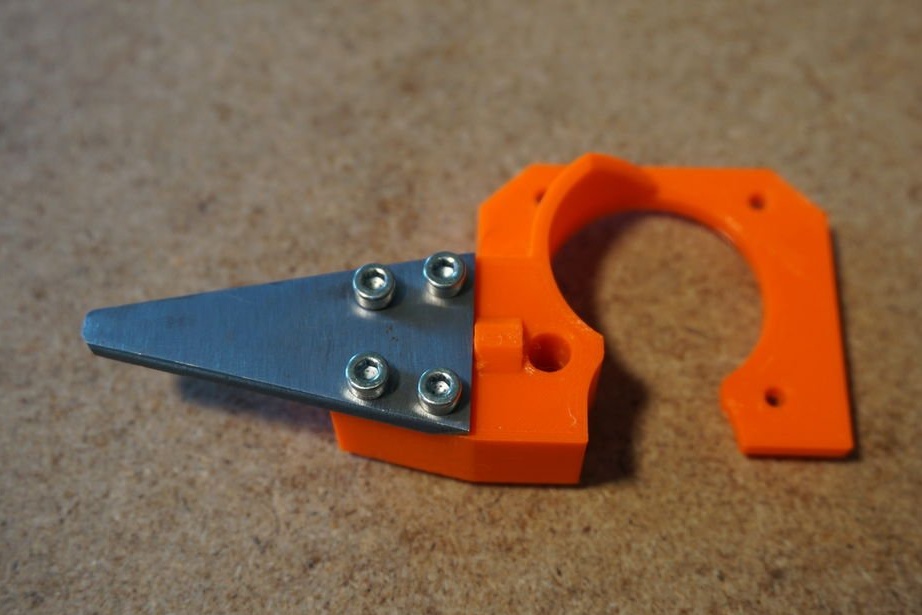
Mataren och bockningsanordningen är anslutna med en bockplatta - en 2 mm tjock metallplatta med ett litet spår på bakväggen, som matar tråden direkt till mitten av böjhuvudet för perfekt böjning. För utskrift finns det en plastbockplatta som fungerar bra, men slits snabbt och kräver ofta byte. Du kan använda den eller skapa en metallplatta på den.
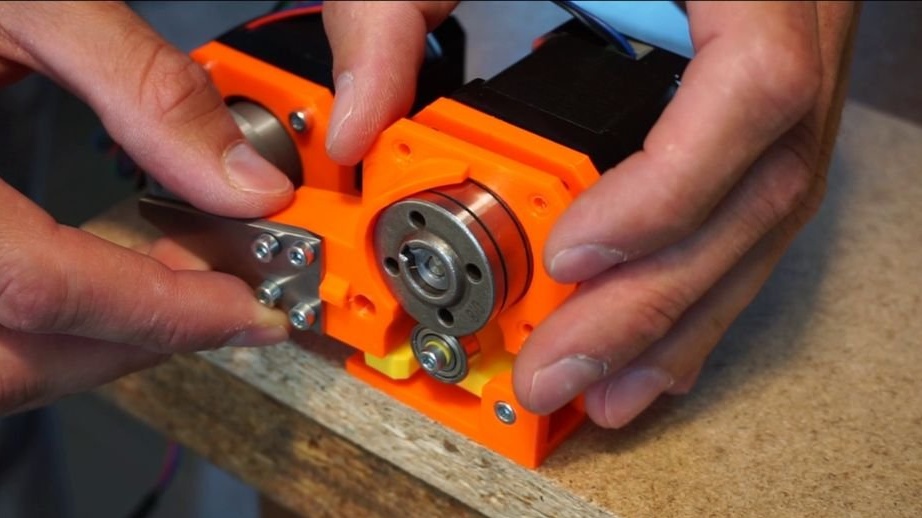
Därefter tar du plastdelen av trådstyrningen och installerar de fyra M3-muttrarna i hålen på baksidan. Skruva nu bockplattan med M3x20-bultarna. Placera trådstyrningen framför matarmekanismens motorram och fäst den på motorn med fyra M3x12-bultar. Justera böjplattans läge. Det borde vara exakt i mitten av böjhuvudet.
Broach är klar. Om du har en rak tråd kan du använda kabeln just nu. Annars behöver du en likriktare.




Steg fem: Broach
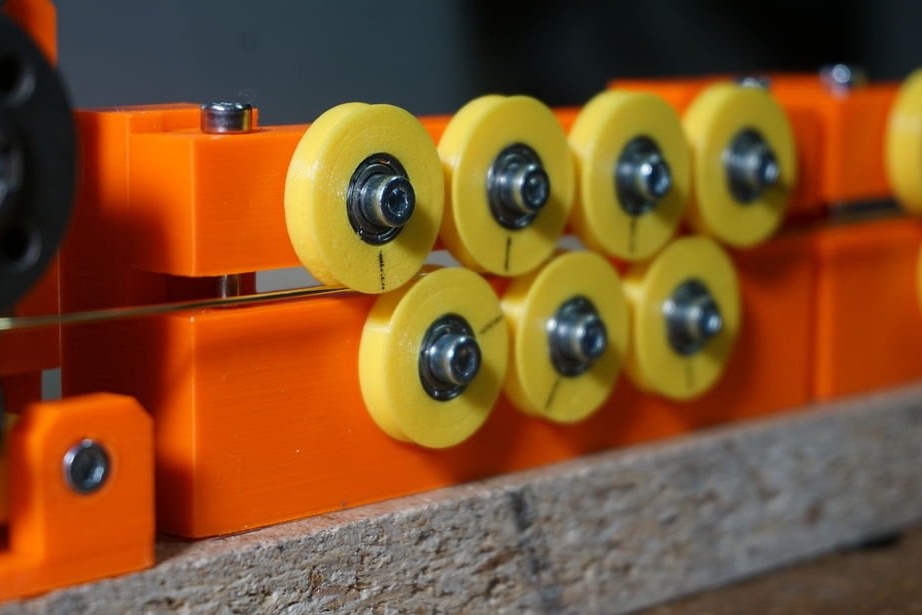
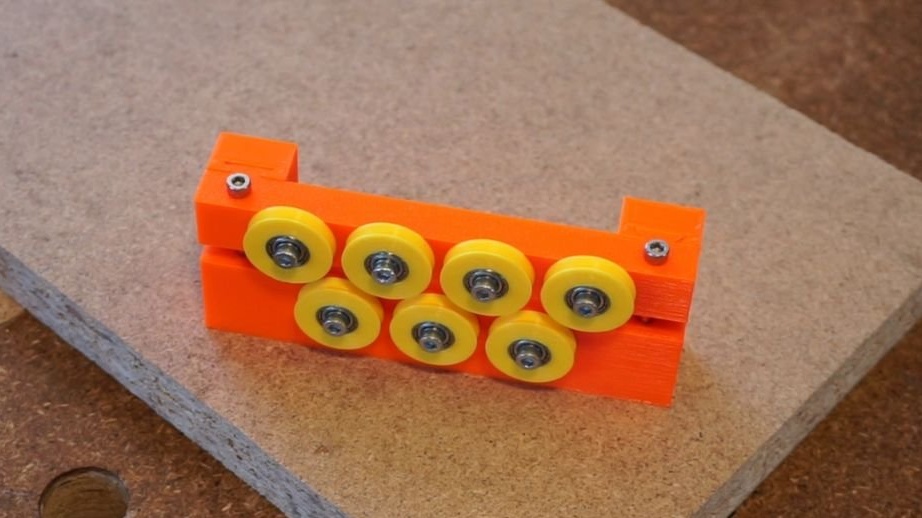
Tråden levereras vanligtvis i spolform. För att böja tråden måste du först räta ut den. Likriktaren består av 7 rullar (4 på toppen och 3 på botten), som kan pressas mot varandra för att säkerställa att tråden är korrekt. Det förhindrar också vridning av tråden under böjning.
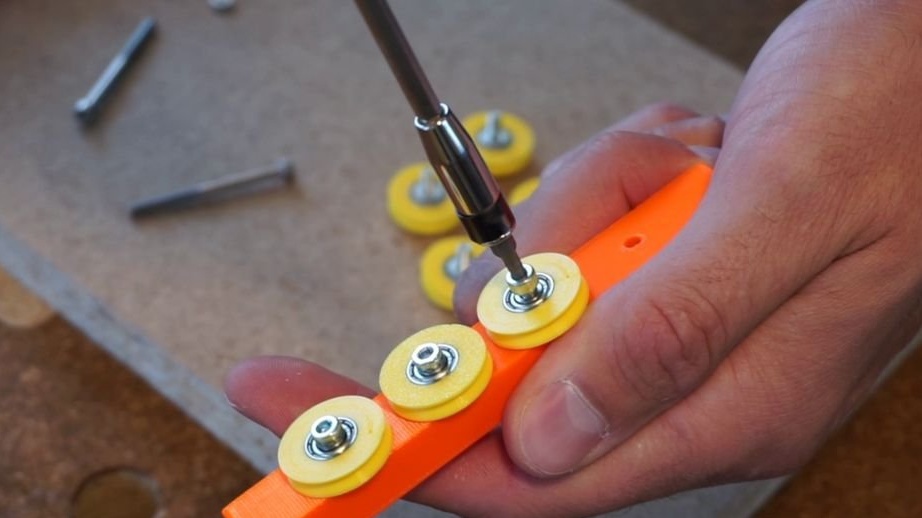
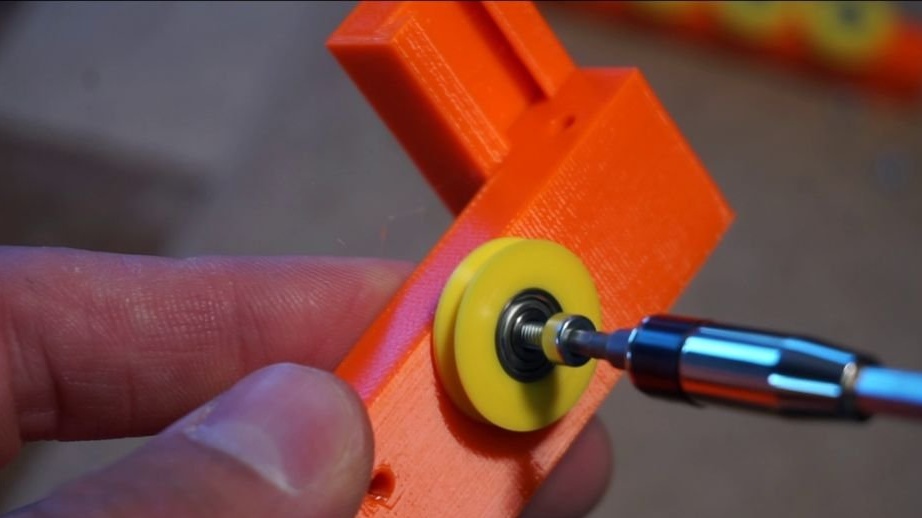
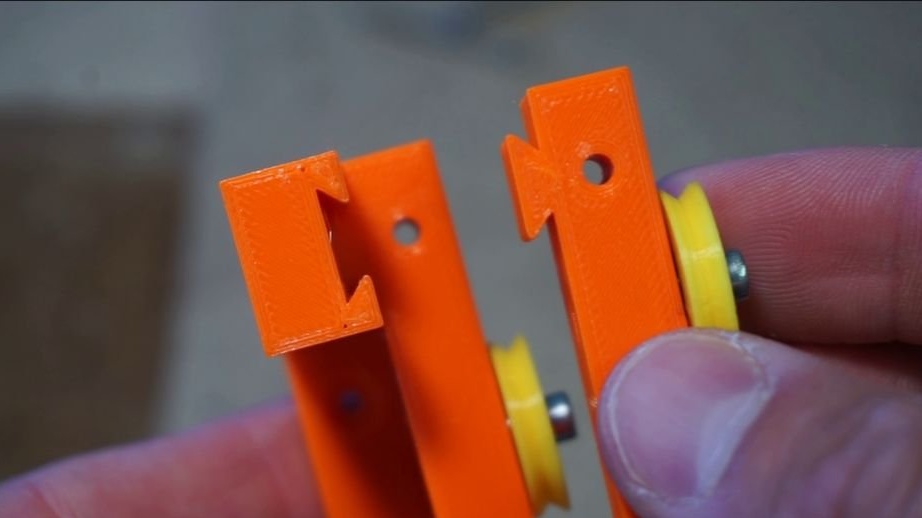
Börja monteringen med rullhjulen. Först måste du trycka lagret 3x10x4 mm in i plastvalshuset. Sätt i M3x12-bulten på ena sidan och M3-brickan på den andra sidan av rullen. Brickan förhindrar friktion av hjulet på ramen. Skruva alla rullarna i den nedre och övre ramen. Anslut båda ramarna. Säkra ramarna med två M3x40-bultar.
Du kan spara lite pengar på rullager. Skriv ut Straightener_RollerNoBearing-delen istället för Straightener_Roller. Men prestandan blir lite sämre.
För ännu bättre resultat, använd 2 plattor i rad.



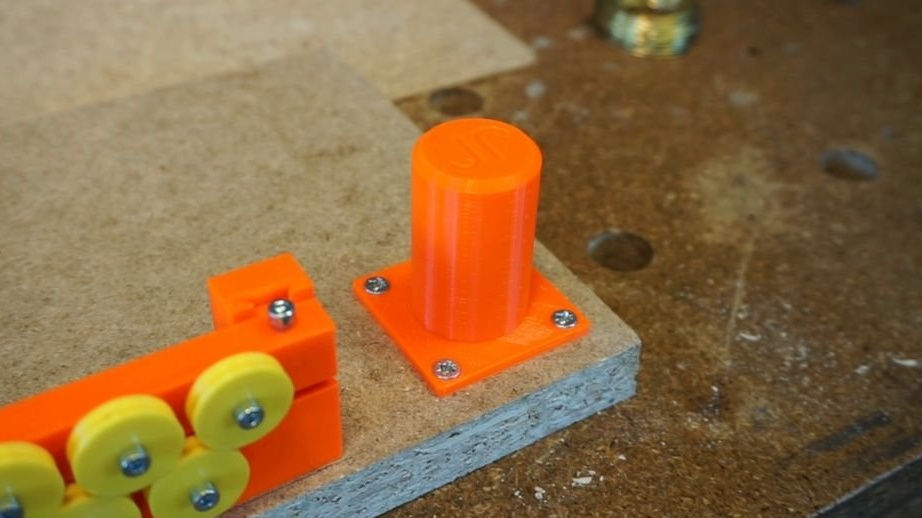
Steg sex: Spolhållare
Spolehållaren är en enkel cylinder som håller i tråden och gör att den kan varva ner från spolen. Skruva fast den på basen med fyra 3x16 skruvar.
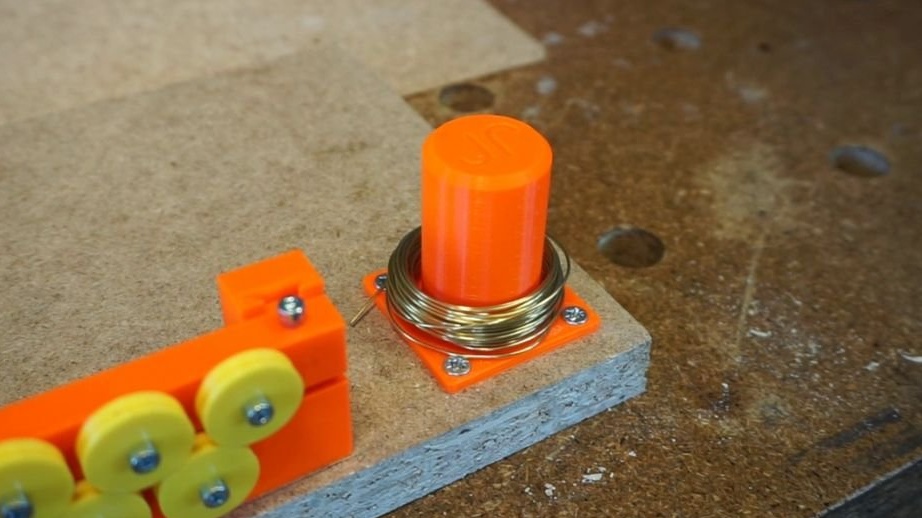
Steg sju: anslut
Först måste böjtråden matas till maskinen. Befälhavaren använder 0,8-1mm mässingstråd i form av en spole.
Tråden går från spolen genom rullarna. Stick bara tråden mellan rullarna. Sedan går hon igenom broach.Justera matningsmekanismens läge så att rännan ligger i linje med trådstyrningens yta. Tryck på spaken i mellanväxeln och tryck tråden genom mataren till bockplattan. Lossa spaken och låt den trycka mot matningsmekanismen. Du kan nu bläddra i matningsmekanismen manuellt för att trycka tråden till böjhuvudet. Justera försiktigt spänningen på rullarna genom att dra åt bultarna. Rullarna ska inte rotera fritt, men tråden ska röra sig smidigt.
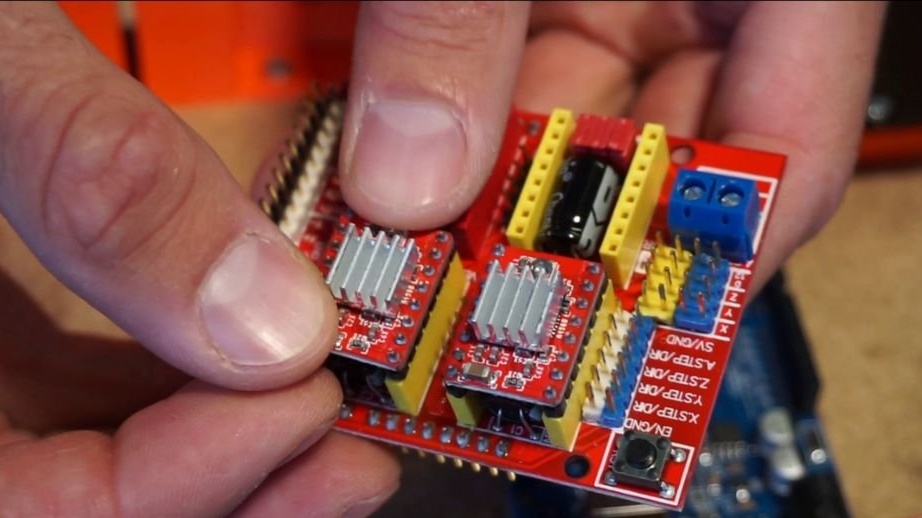
För det andra, elektronik Styrenheten måste också vara ansluten. Befälhavaren använder den klassiska Arduino UNO med CNC och två A4988 stegmotordrivare. Matningsmotorn är ansluten till Z-axeln och böjhuvudmotorn till X-axeln. Drivarna är konfigurerade för högsta möjliga noggrannhet - alla 3 hopparna under stegdrivarna är infogade. Allt ska anslutas till en 12V 3A strömförsörjning.
Steg åtta: Firmware
Nu kan du försöka starta maskinen. Mästaren använder GRBL tillsammans med cncjs. De är utformade för att arbeta på en fräsmaskin, men fungerar bra för alla typer av CNC. GRBL är den fasta programvaran du behöver installera i Arduino UNO. Det finns en bra cncjs-webbklient för inställning av parametrar. Installera GRBL på Arduino och cncjs på din dator.
Efter installationen måste du ansluta till maskinen och kontrollera dess funktion genom att trycka på knapparna Z +/- eller X +/-.
Nu måste du kalibrera: 10 mm = Z10 $ 102 = 34 $ 110 = 1600 $ 111 = 600 $ 112 = 1000 $ 120 = 500 $ 121 = 350 $ 122 = 350
Detta är en uppsättning värden som bestämmer hur konvertera numret som anges i koden till motorrörelse. Om du till exempel ställer Z-axeln på 30 betyder det faktiskt att han trycker 30 mm tråd genom mataren.
Vi räknade ut kalibreringen, nu måste du ställa böjhuvudet till nollläget.
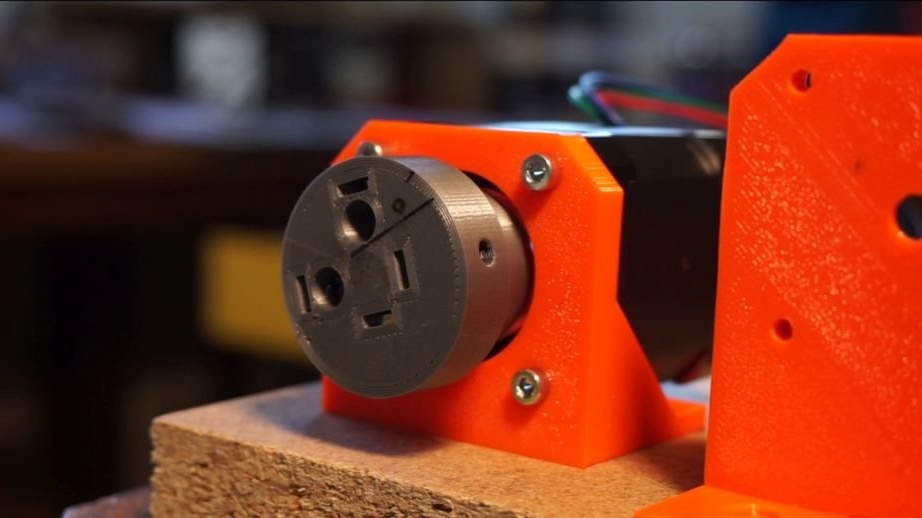
Böjhuvudets rörelse bestäms av det välkända fasta läget för böjhuvudet. I detta fall är detta det läge i vilket böjstiftet på huvudet vänder mot vänster. Se bilden.
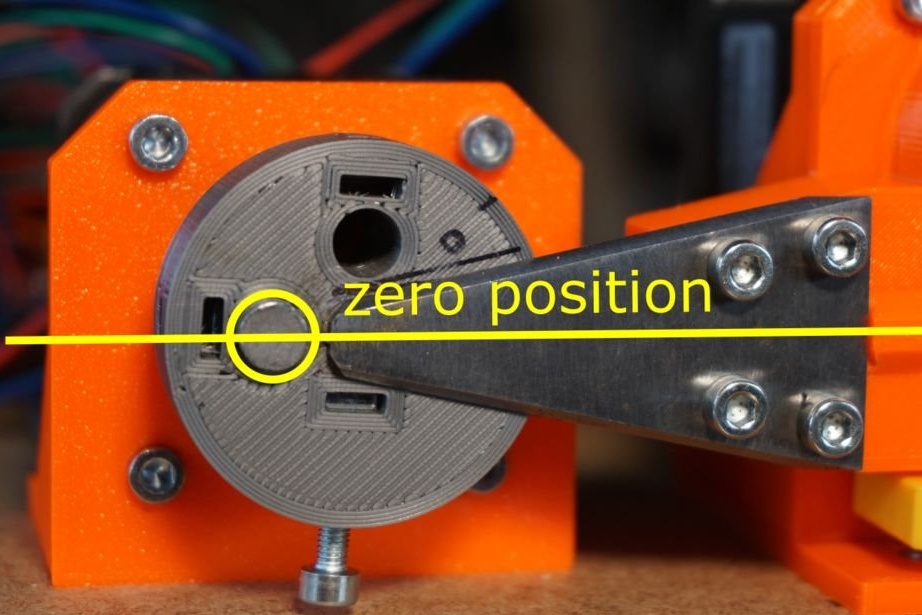
Det är lämpligt att notera denna nollposition på huvudet för att kunna återföra den till samma position. Det finns inget behov av matningsmekanismen för att bestämma nollläget, eftersom det alltid rör sig relativt det aktuella läget.
Låt oss nu titta på ett Gcode-exempel. Det ser ut så här:
G91
G1 Z1
G90
G1 X2
Gl X-6Och här är vad varje värde skrivs för:
G91 - använd relativa koordinater (krävs innan någon rörelse längs Z-axeln)
G1 Z1 - matning 1 mm tråd
G90 - använd absoluta koordinater (krävs innan någon rörelse längs X-axeln)
G1 X2 - vrid böjhuvudet till läge 2 (detta nummer har inga enheter)
G1 X-6 - vrid böjhuvudet till läge -6
Om du upprepar stegen 100 gånger får du en fjäderböjningskod. Fler källfiler kan hittas nedan.
hex-inner.gcode
hex-outer.gcode
spring.gcode
Maskinen är klar. Men befälhavaren kommer fortfarande att arbeta med att förbättra det.
Hela processen för att tillverka en sådan maskin kan ses i videon.