
Ibland har mästare problemet med borrning av motoraxlar och andra metallrundor strikt längs koaxialcentret.
I den här artikeln författaren till YouTube-kanalen "Alla gör det själv»Lär dig hur du gör detta utan att använda en svarv.
Denna metod är mycket mångsidig och kan upprepas även ihem villkor.
Material.
- Motorolja.
verktyg, används av författaren.
— skruvmejselmetallborrar
- Kern.
Tillverkningsprocess.
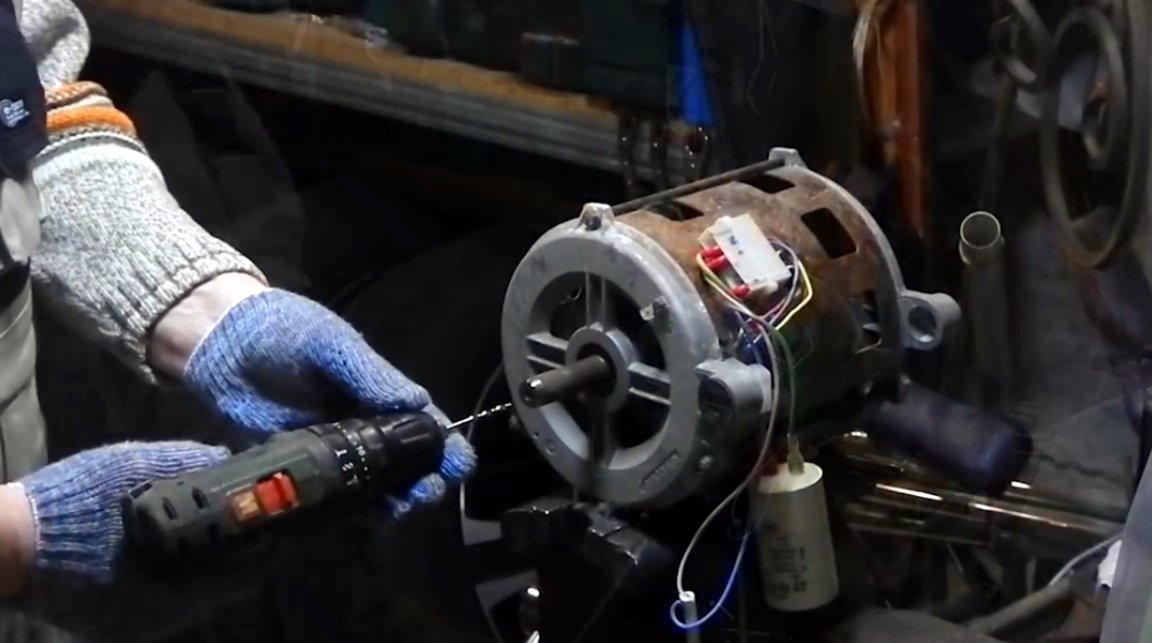
Så författaren stod inför ett problem när man monterade slipmaskinen. För sin tillverkning var det nödvändigt att precis borra ett hål strikt i mitten av axeln och klippa tråden i det.

Utan att använda en svarv kan detta bara göras manuellt med hjälp av en borr eller skruvmejsel. Men även med omfattande metallbearbetningsupplevelse är det praktiskt taget omöjligt att utföra en sådan åtgärd i enlighet med anpassningen.
Vid borrning med en borr eller skruvmejsel kommer alltid ett litet skev att uppstå, vilket kommer att leda till starka vibrationer i maskinaxeln.

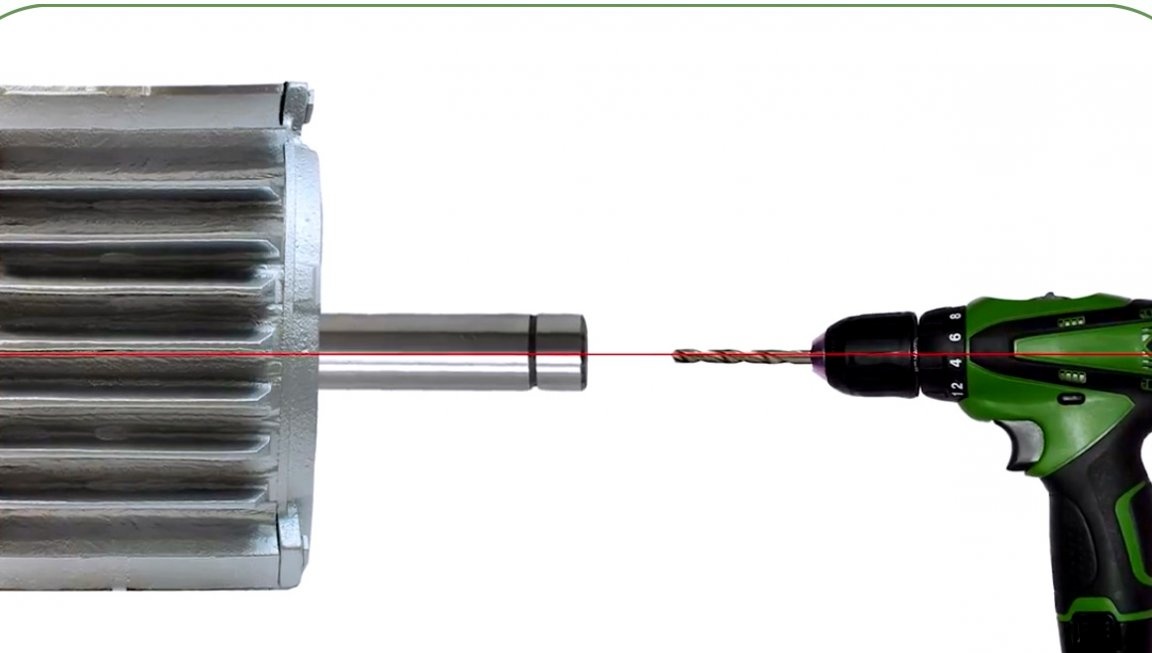
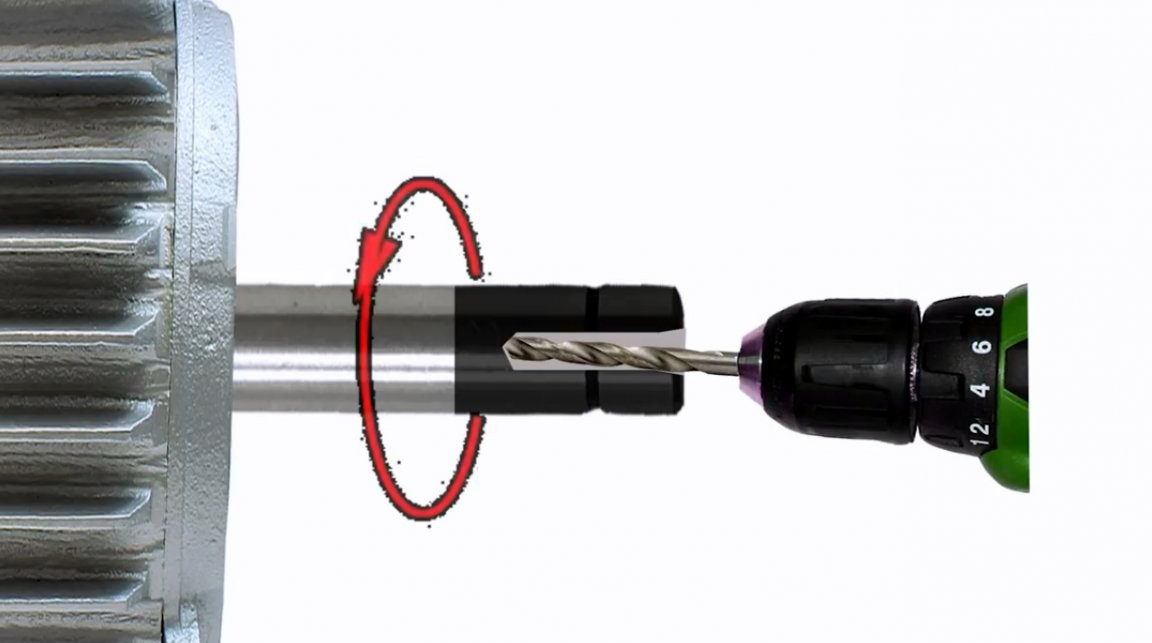
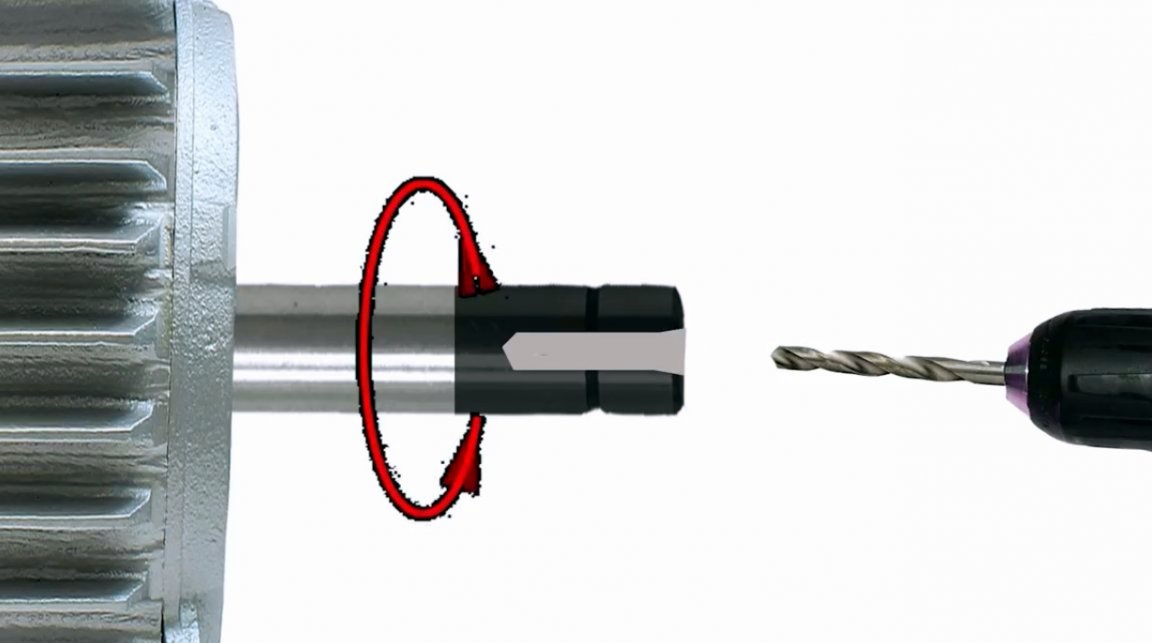
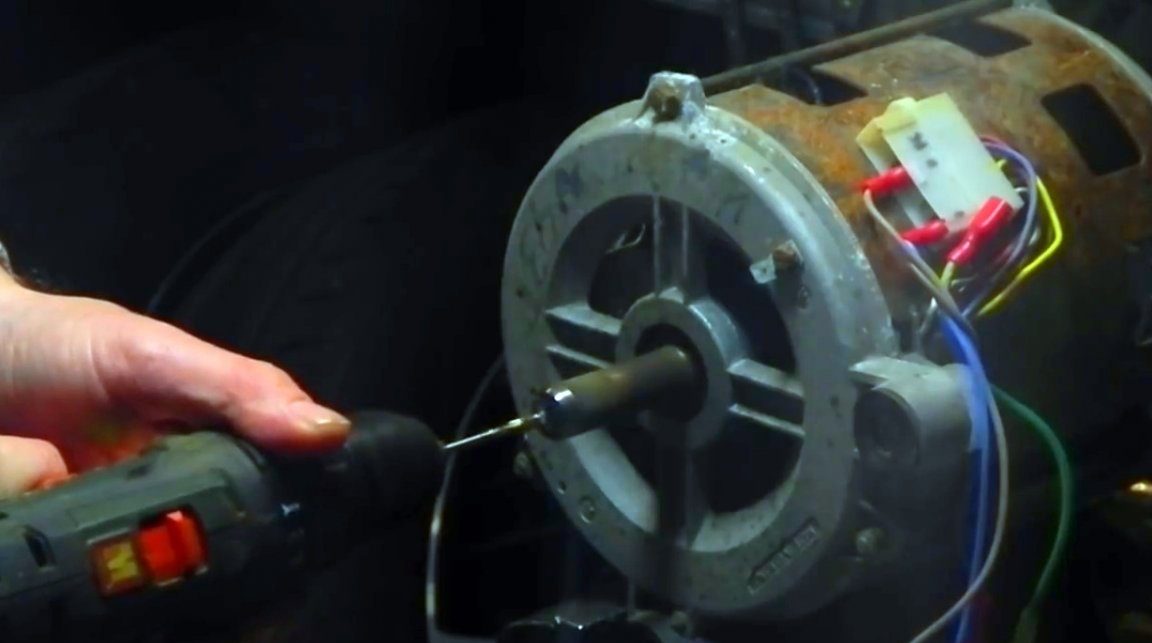
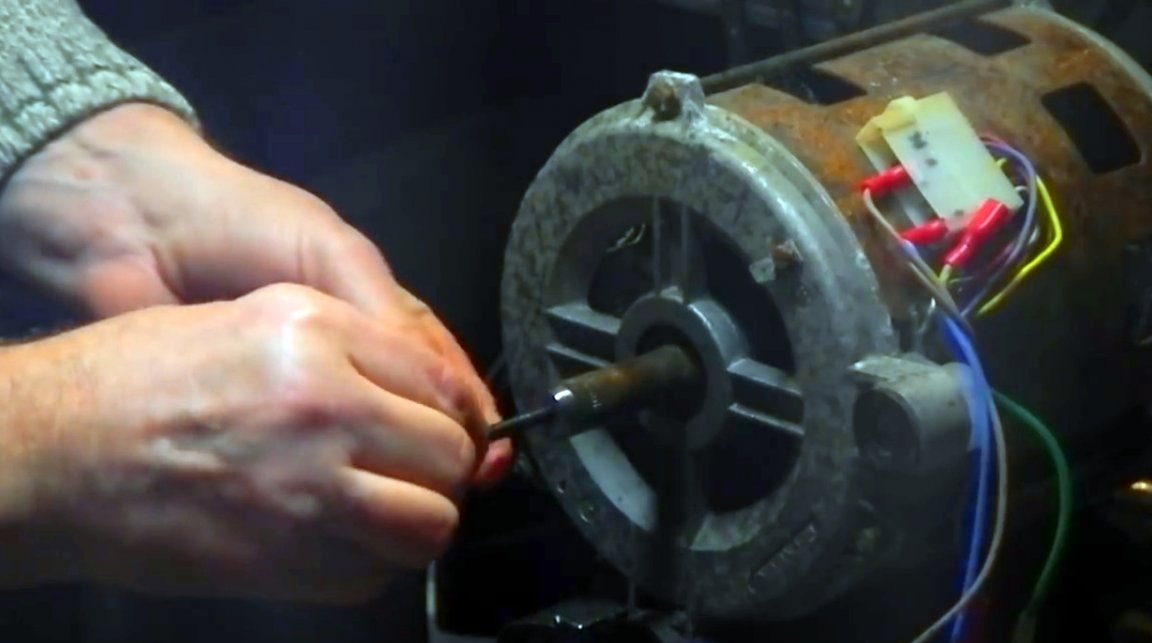
Det här problemet kan lösas helt enkelt. Du måste hitta mitten av motoraxeln, luta den. Motorn startar och borrningen utförs. Men det finns små nyanser.
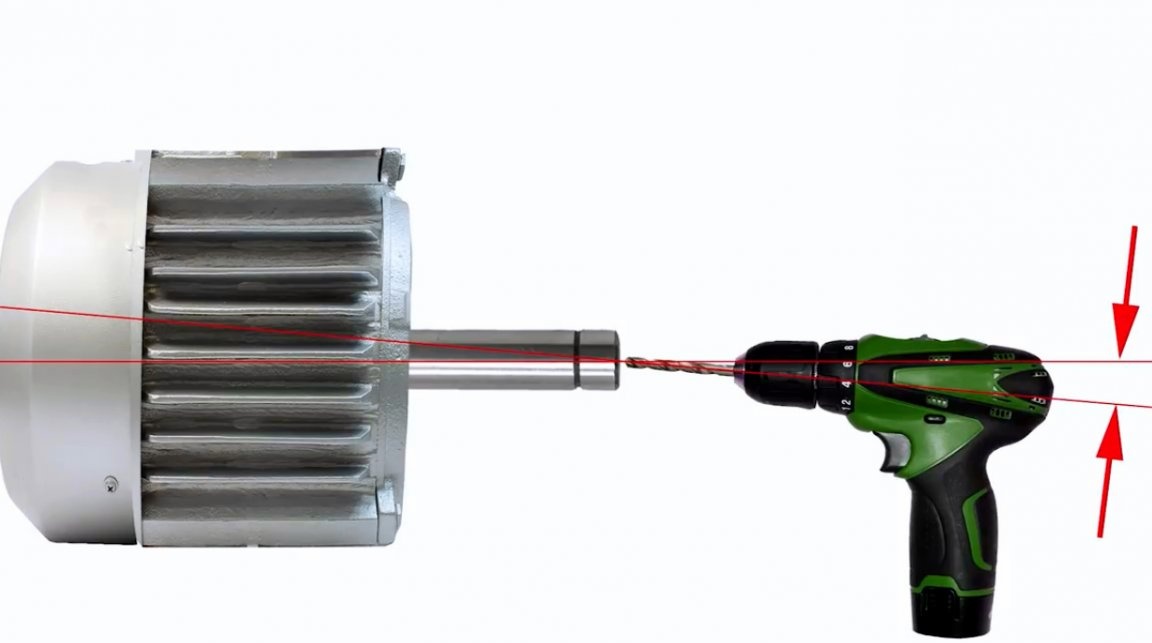
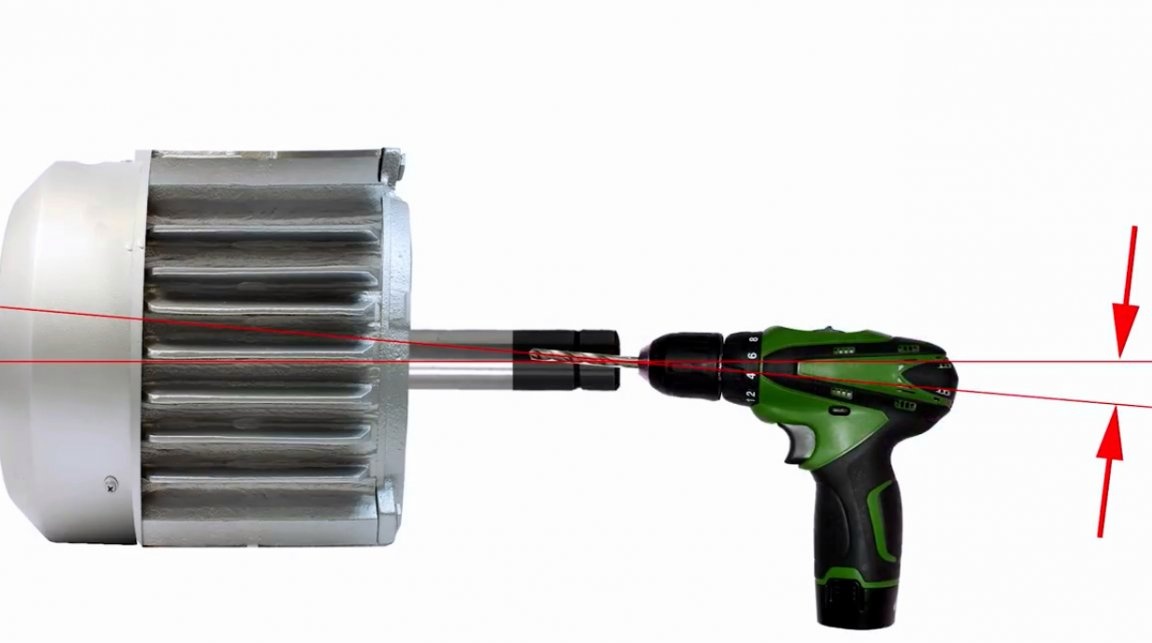
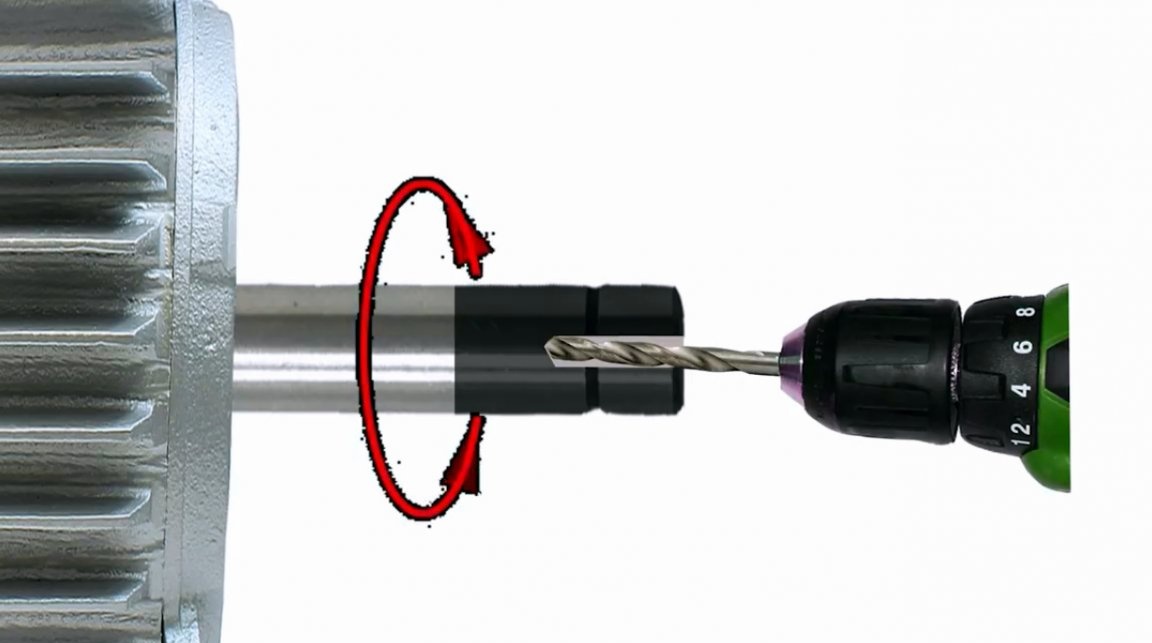
Med denna metod för borrning bör axeln rotera moturs och borrningen själv - längs den. I detta fall kommer borrens skev att öka hålets diameter. Men detta kompenseras av axelns rotation. I detta fall kommer hålet att vara perfekt centrerat, men har en något större diameter än den ursprungliga borrningen.
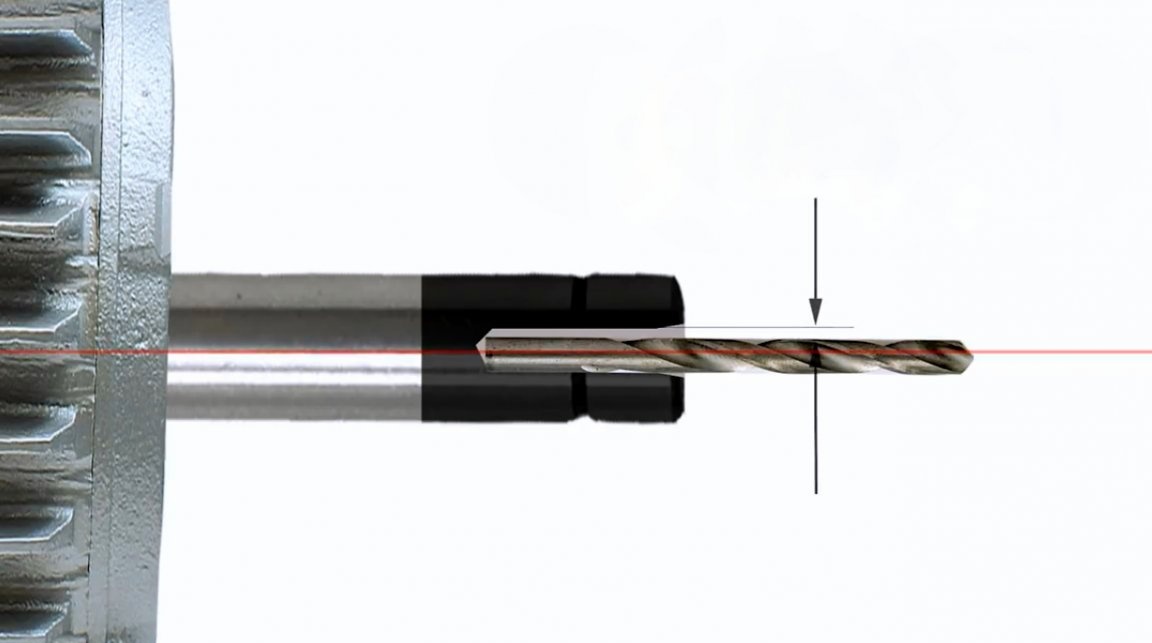
Metoden för att borra hål på en svarv fungerar på samma sätt. Endast här finns det inga snedställningar i borr i förhållande till arbetsstyckets axel.

Den första viktiga punkten. Det är absolut nödvändigt att spärren installeras på skruvmejseln med minimal kraft. När du fastnar i en borr kommer det att vara mindre chans att bryta det och lämna ett chip inne i arbetsstycket.Detta kommer att leda antingen till utkastningen av delen eller till en lång process för att gräva ut skräp från det.
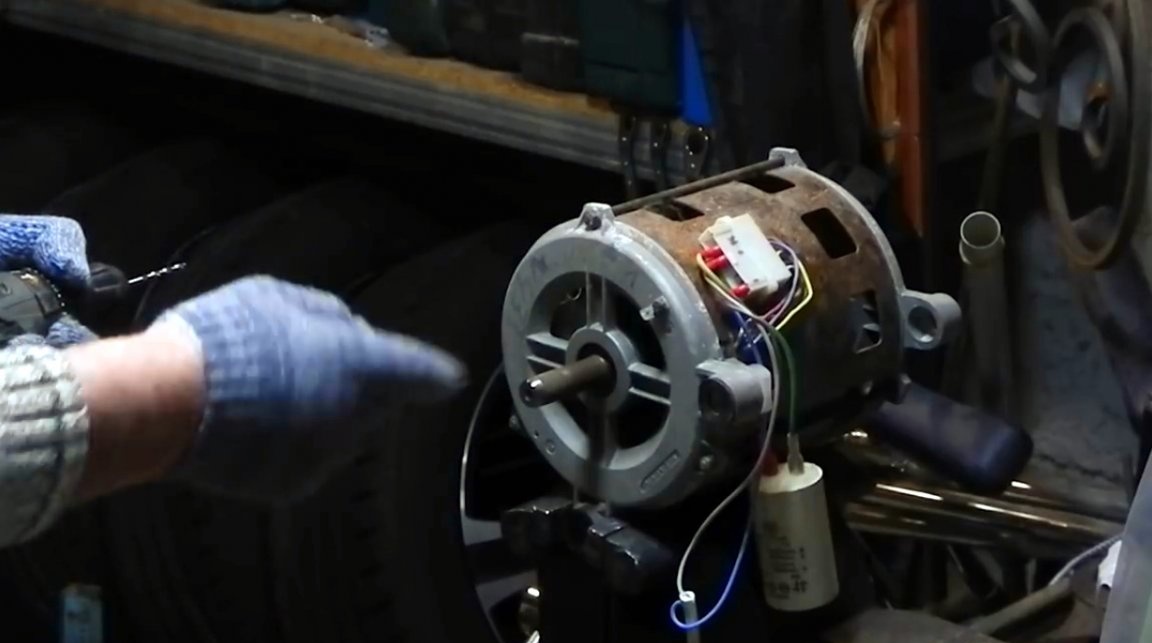
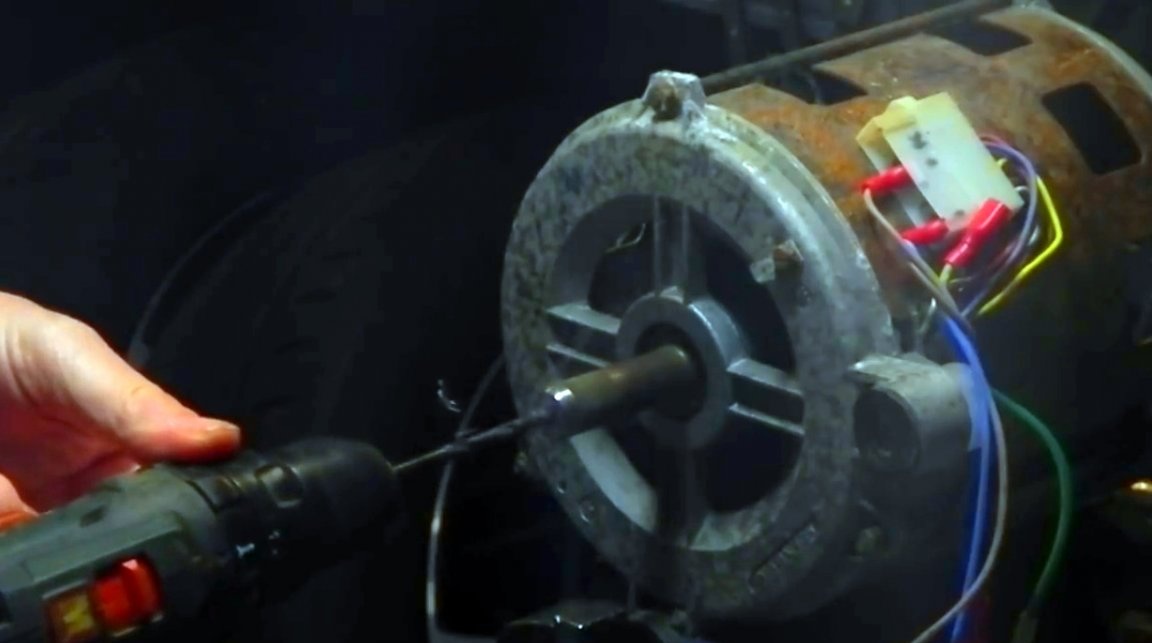
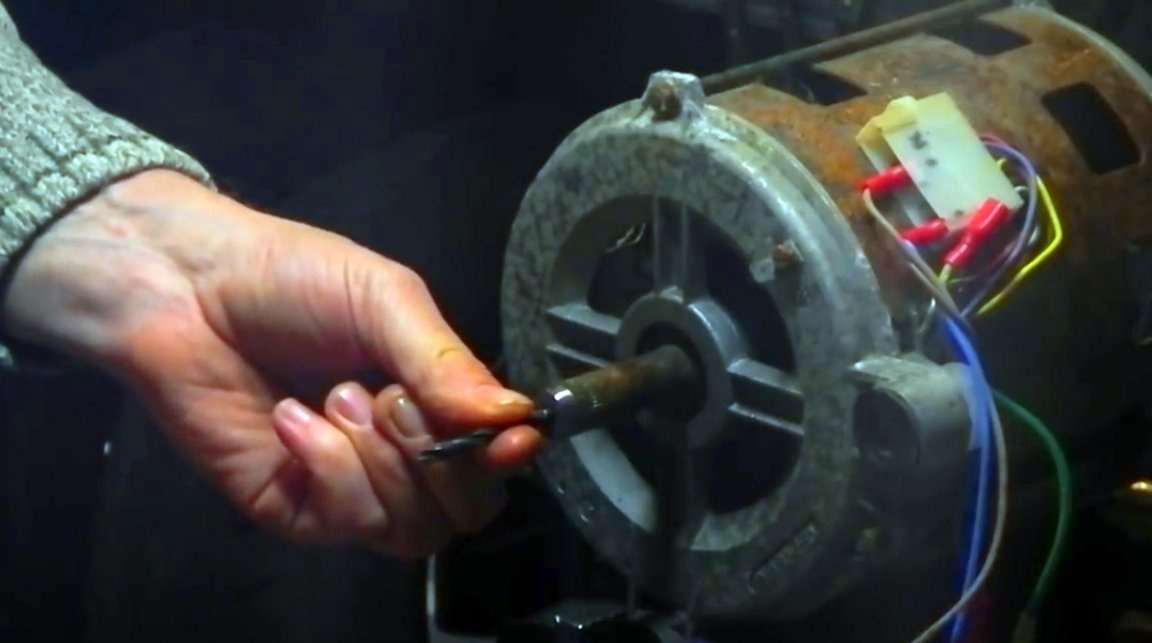
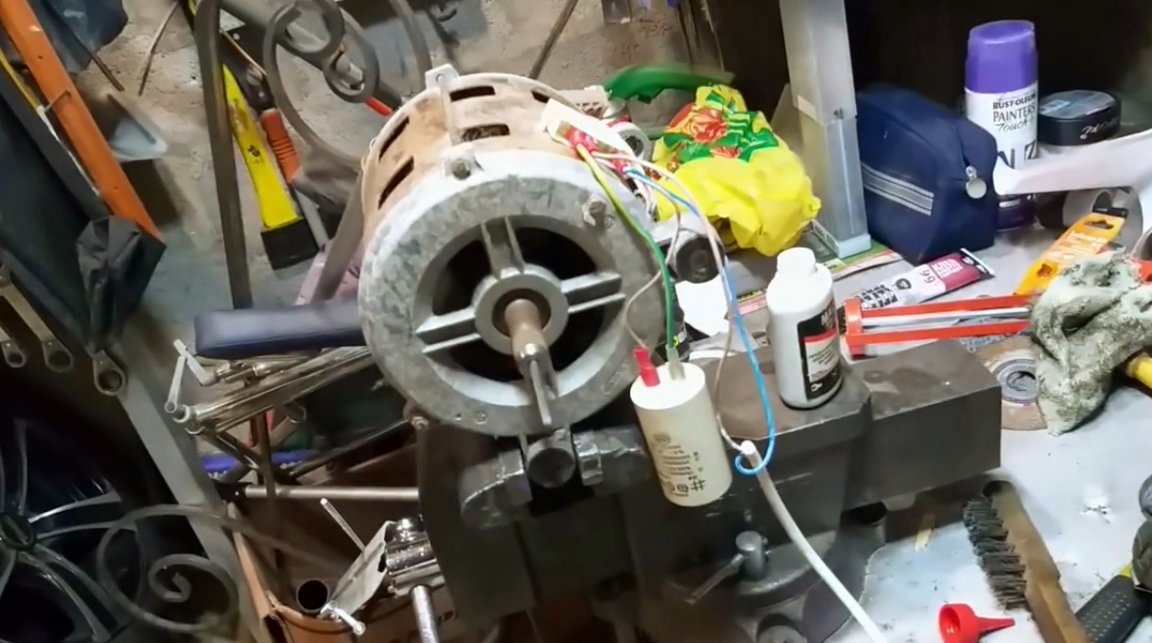
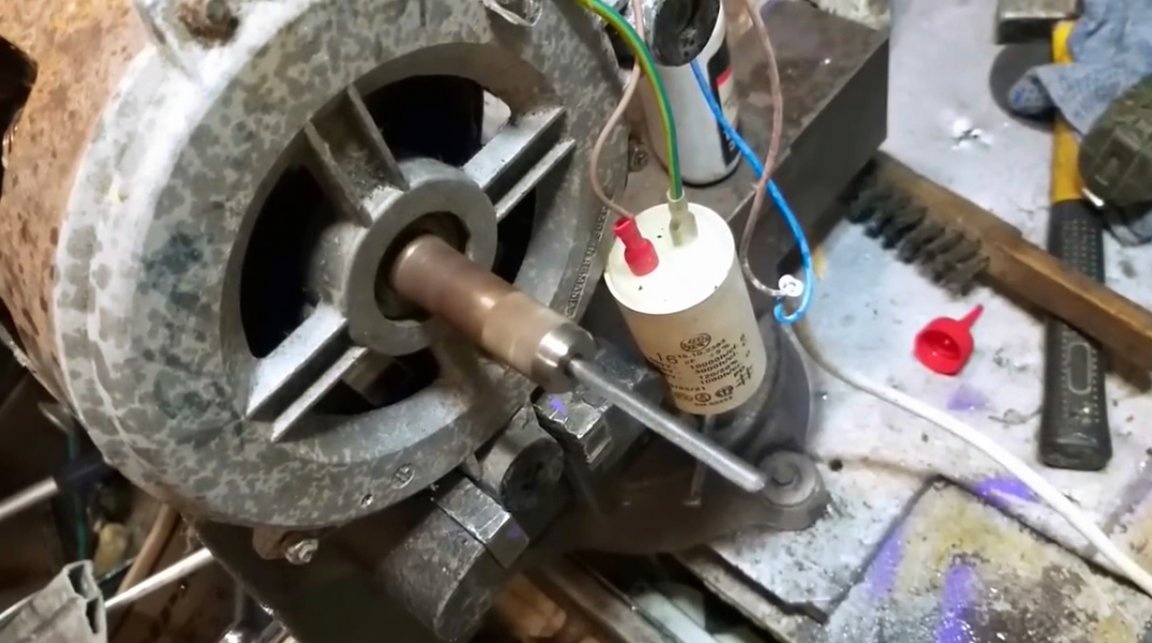
Följande. Författaren kommer att borra axeln på en induktionsmotor från en gammal tvättmaskin. Dess axel roterar medurs. Sedan måste du använda den vänstra borren för borrning. Men författaren har det inte, och det är troligt att du inte hittar det. Därefter kommer guiden att erbjuda en enkel lösning.
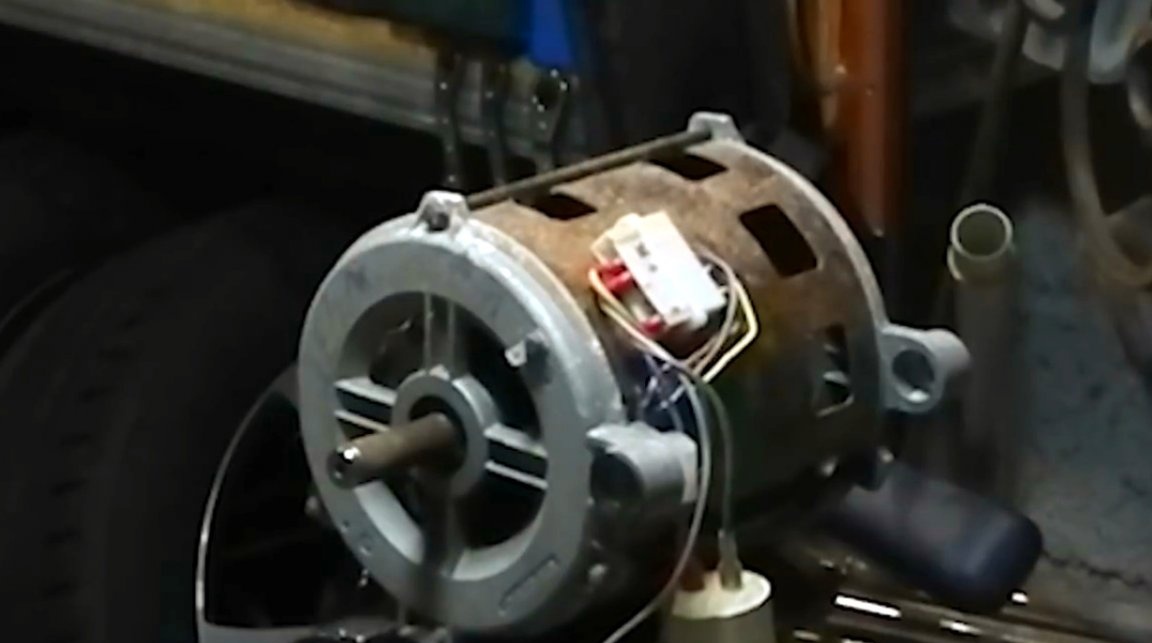
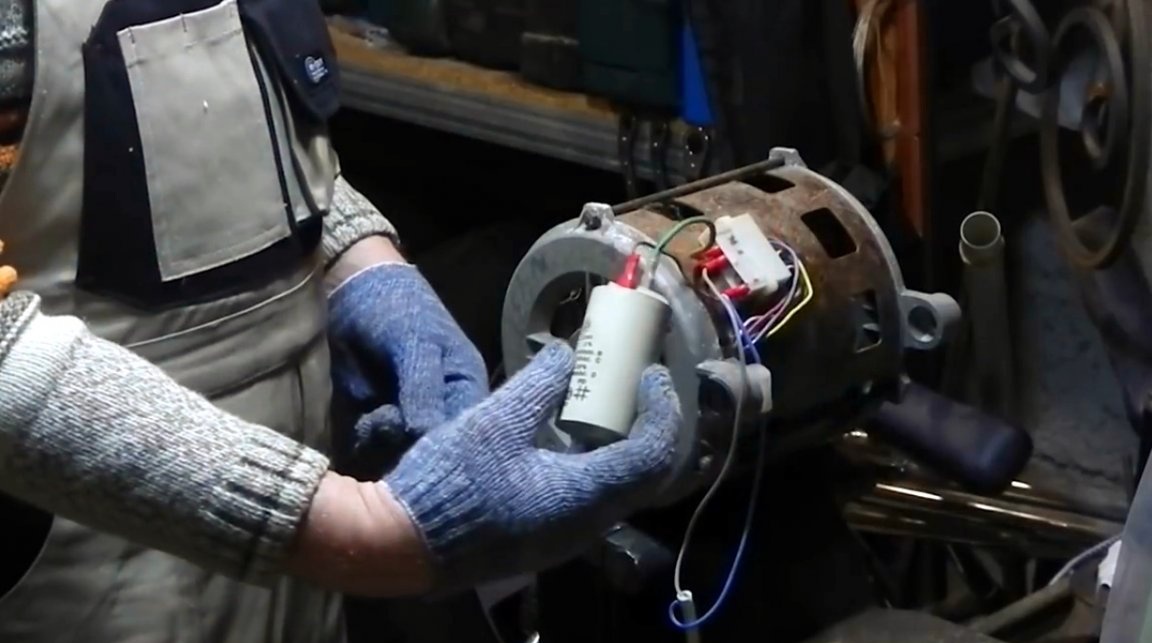
Det enklaste sättet är att koppla bort startkondensatorn från motorn, ansluta den till nätverket och ställa in rotorns rotationsriktning manuellt.


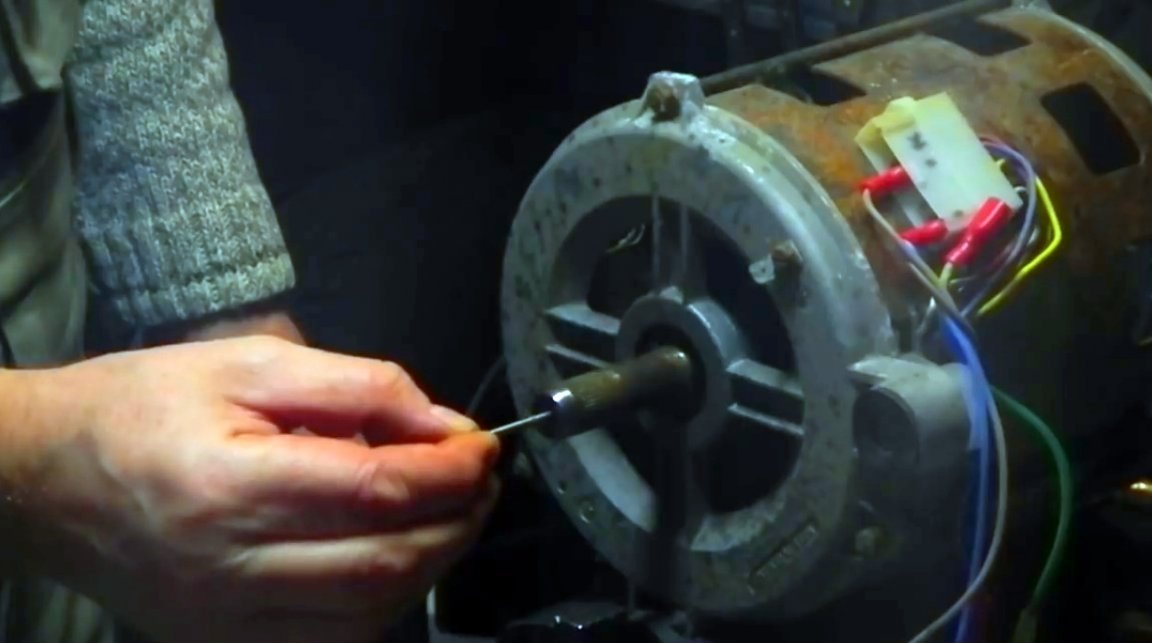
Befälhavaren måste göra ett hål med en diameter på 5 mm för M6-gängan. För att tillämpa denna metod för borrning väljer han en borr med en diameter på 3 mm och borrar ett pilothål med det. Vid borrning är det nödvändigt att smörja borren ständigt med maskinolja och glöm inte att ta bort spånen.



Efter den första hålborrningen inkluderar den en 3 mm borr med ett stort bakslag, men 3,5 mm-borren kommer inte längre in. Detta bekräftar de första teoretiska övervägandena.
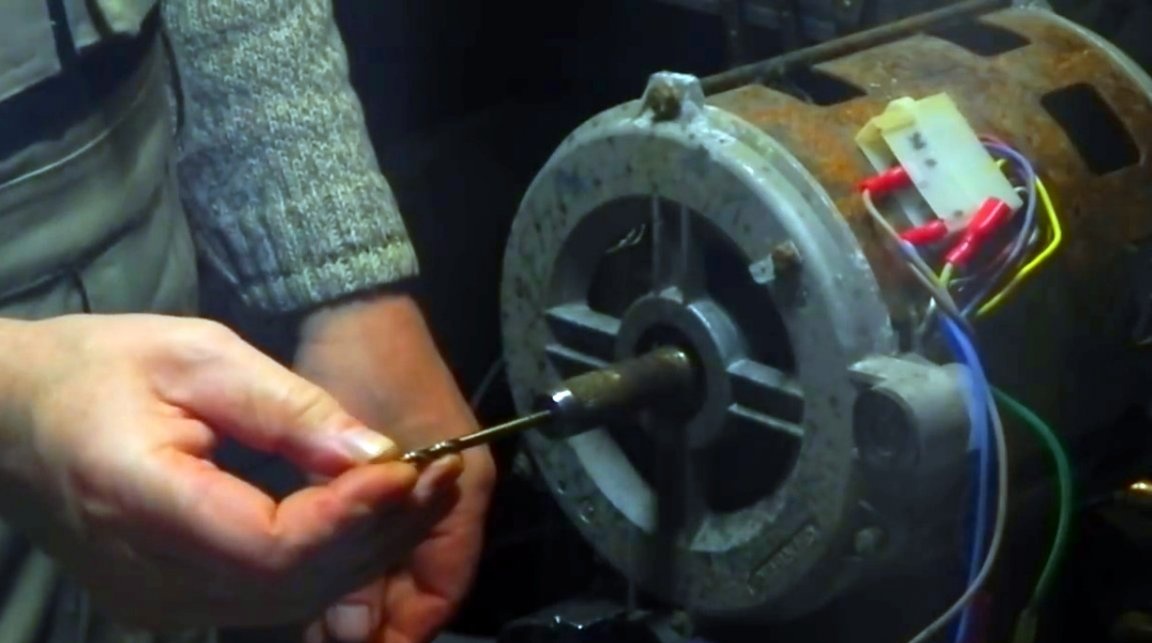
Befälhavaren bestämde sig för att göra det andra passet med en borr på 4,5 mm, i hopp om att ett sådant hål redan skulle ha 5 mm i diameter. Men nej. Här har effekten av styrröret redan fungerat och hålet visade sig med nästan noll spel.
Författaren var tvungen att bara borra ett finishhål med en 5 mm borr. Efter kontrollen visade det sig att borrens insatta skaft inte har spel i förhållande till hålets kanter.
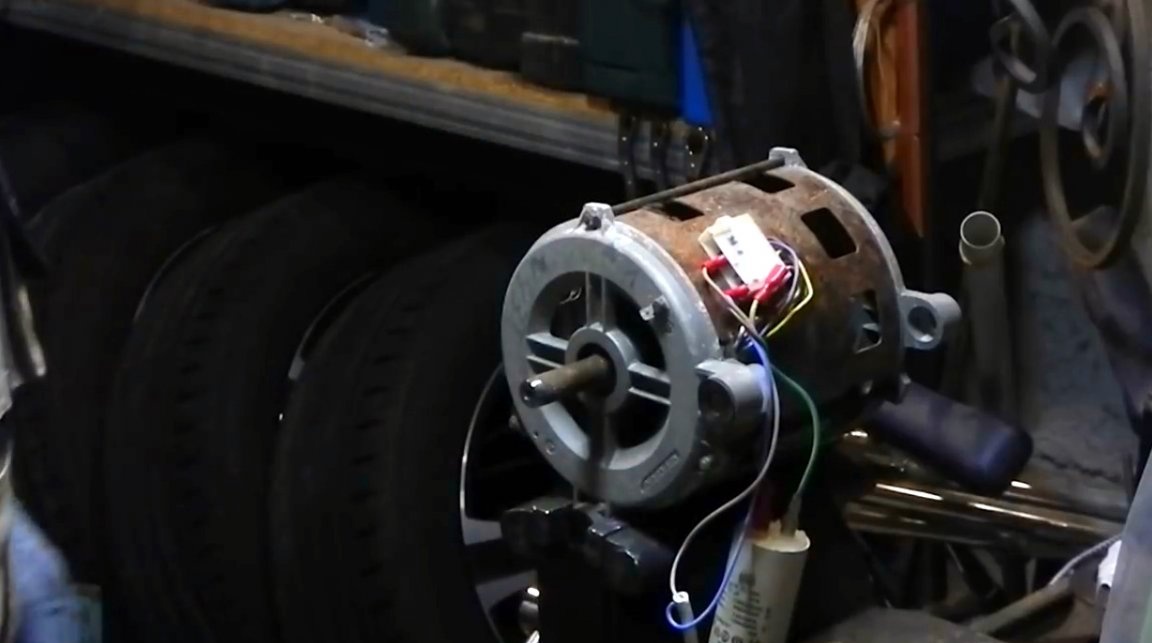
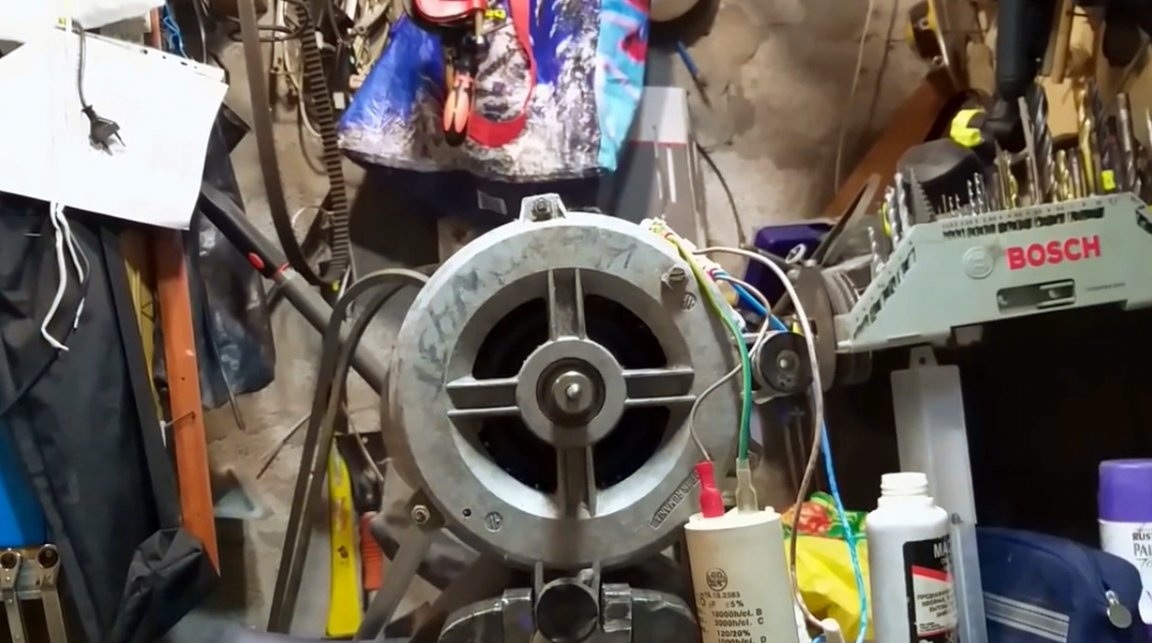
Den sista kontrollen av den påslagna motorn med borrmaskinen installerade visade att det inte fanns några slag, vilket befälhavaren ville uppnå. På samma sätt kan du göra hål i tapparna eller bultarna, förutom att borren måste fixeras i en skruv, och själva arbetsstycket - i en skruvmejsel.
Det är också oerhört viktigt att använda en högkvalitativ kärna för att markera mitt i arbetsstycket, för att tillverka en sådan halvautomatisk faciliteter fick höra i en nyligen Artikel.


Tack till författaren för ett enkelt men riktigt effektivt och exakt sätt att borra hål!
Om du har intressanta hemlagade produkter, dela dem på denna webbplats. Här får du en riktig belöning, inte en "massa gröna grejer" på underhållningsforum.
Allt gott humör, lycka till och intressanta idéer!
Författarvideo kan hittas här.