

En författare delade tekniken för hur man gör en smidd ljusstake själv. Allt är tillverkat av plåt samt en stålstång. Elementen är sammankopplade med svetsning, det är mycket viktigt att kunna laga mat med prickar. Så låt oss komma till tillverkning.
Material och verktyg för hemlagad:
- metallstång (diameter 10 mm);
- plåtstål (tjocklek 1-1,5 mm);
- tre snickeri naglar;
- tång eller tång;
- byggnadshörn (väggtjocklek 4 mm);
- ett rörstycke med en diameter på 2-3 cm med en väggtjocklek på minst 2 mm;
- slitsad skruvmejsel;
- Bulgariska (behöver klippa och slipa hjul);
- en svetsmaskin av inverterartyp (det kommer att vara nödvändigt att laga mat med en 2 mm elektrod med en strömstyrka på 60-80 A), en halvutomatisk anordning är också lämplig för sådana ändamål;
- måla och primer för metall;
- filtpennan.
Processen för att tillverka en smidesjärnstake:
Första steget. anpassning för böjstänger
Först av allt måste du börja med tillverkningen av en liten mall, med vilken det är bekvämt att böja en metallstång för en ljusstake. Mallen är gjord mycket enkelt, för detta måste du ta en bit av ett hörn 10 cm långt och sedan svetsa två stavar 5 cm långa till det, avståndet mellan dem bör vara 3-4 cm. Det är allt, den här enheten kan nu klämmas fast i en skruv. Om det inte finns någon skruvstång, kan en annan stång svetsas i hörnet på andra sidan, så att fixturen kan fixeras på bordet med ett hål.

Steg två Vi gör tomma ämnen
För att göra de första ämnen för ljusstaken måste du arbeta som en kvarn. Två stycken 15 och 35 cm långa måste skäras från stången. Ändarna på stavarna måste vara rundade med en slipmaskin.

Sedan kommer vår tidigare tillverkade stanchok till spel, med hjälp av den måste stavarna böjas i form av bokstaven S. Stången sätts in i mallen och böjs långsamt till önskad form. För att få önskad böjning måste stångens hjul under bockningsprocessen förskjutas något. Att böja stången var lätt, du behöver en spak, för sådana ändamål är ett stålrör lämpligt. Ju längre röret är, desto lättare blir det att böja stången.

Steg tre Produktion och installation av ben för en ljusstake
För att göra benen måste stången skäras i 4 delar med en längd av 8 cm. De tillverkade segmenten måste böjas lite, detta görs bekvämt med samma mall som gjordes tidigare och spaken. Segmenten måste vara mentalt uppdelade i tre delar och sedan böjas och kliva tillbaka från kanten 1/3.


Därefter måste benen på ljusstaken rundas i ändarna, slipmaskinen går igenom banan. För att benen kan säkras och vackert fixeras på en ljusstake, måste speciella urtag göras i motsatta ändar. För sådana ändamål är en skiva av stentyp väl lämpad.

När benen är gjorda kan de fästas vid ljusstaken, här kommer svetsning att spela. Benen måste svetsas till en stav 15 cm lång, 1 cm måste dras tillbaka från kanten på stången. Benets avböjning bör se ner. Det är inte nödvändigt att svetsa benen omedelbart hårt mot stången. Först behöver du bara ta tag i dem och sedan se om allt görs smidigt. Om du lägger stången på bordet med benen nedåt, ska alla fyra ben röra vid bordet och stången ska placeras strikt vertikalt. Om detta inte är fallet, måste benen justeras eller bryts av och sedan svetsas igen. Efter det att den önskade noggrannheten uppnåtts svetsas benen utmed stavens hela diameter. Vidare måste svetsfläckarna slipas.
Steg fyra Dekorera den vertikala axeln
För att dekorera den vertikala axeln måste två remsor skäras från ett stålplåt. Deras längd ska vara 40 cm och en bredd på 1 cm. Remsorna svetsas till ljusstaken genom svetsning på flera ställen. När det gäller monteringsvinkeln för remsorna, här kan du välja efter din smak. Det viktigaste är att vinkeln på de två remsorna är densamma.

Nu kan remsorna böjas runt stången, remsan går en efter en med alternerande halv varv. Det är lättast att böja dem med händerna, men du kan använda en tång. Närmare remsans topp är det inte längre nödvändigt att linda det runt stången. Vid processen med lindning av metallremsor måste ett litet avstånd bibehållas mellan dem. Om detta inte gick ut med en gång, kan du få det senare genom att skjuta plattorna med en slitsad skruvmejsel.

I det sista steget måste remsorna brytas bort från stången med en slitsad skruvmejsel och sedan böjas runt benen. I detta läge svetsas remsorna permanent. För att komma runt remsorna väl kan du använda en hammare.

Steg fem Ytterligare montering
Därefter fäster författaren den S-formade delen av ljusstaken till det andra elementet, det vill säga en vertikal stång med ben, gjord tidigare. Detta görs med hjälp av punktsvetsning, du måste svetsa väl. Därefter måste svetspunkterna slipas.
Därefter svetsas andra kanter av metallremsor som lindas runt staven på samma plats. Se till att de är symmetriska innan du svetsar.


Steg sex Att göra blad för benen
För att täcka benen på ljusstaken, gör författaren blad av metall. Totalt kommer fyra sådana blad att behövas, de ska vara jämna, lika stora och vackra. För att skapa ark måste du skapa en mall, för sådana ändamål behöver du ett ark kartong 9 cm långt och 5 cm bredt. Sedan cirklas mallen på en metallplåt och skärs med en kvarn. Kanter behandlas med en slipskiva.

Författaren gör också streck på bladen, för detta är bladet förmärkt med en filtspetspenna. På dessa linjer måste du göra en serie med små djuphakar. Därefter bearbetas bladen ovanifrån av det malande vilda av kronbladsprovet.
För att ge bladen lättnad måste deras tips böjas med tång. Detta kan göras med händerna om metallen är mjuk. Den ena änden av bladet ska se upp och den andra ner. I det här fallet bör krökningarna vara jämna utan veck.

Det är allt, nu kan bladen svetsas till benen. Svetsning utförs å andra sidan. Man måste vara försiktig så att bladen inte bränns. Det är ännu lättare att löda dem. Bladen under svetsning kan ändra färg, detta är helt normalt. Allt, i detta skede, är basen på ljusstaken färdig.


Steg sexAtt göra ljusskålar
Först gör författaren en halvmåneformad mall av papper, den är 11 cm lång, 6,5 cm bred, och böjdjupet är 2,5 cm. Tja, sedan är mallen omgiven på ett metallplåt och skärs med en kvarn.

Två halvmåner måste justeras till varandra så att de är tätt anslutna. Sedan böjs de från insidan, och en skål formas. Mellan skålens halvor kan det finnas ett mellanrum på högst 1 mm. För att böja skålarna behöver du ett jämnt föremål med rund form. För sådana ändamål är ett rör eller en rund mallet lämplig. Halvorna svetsas inifrån.

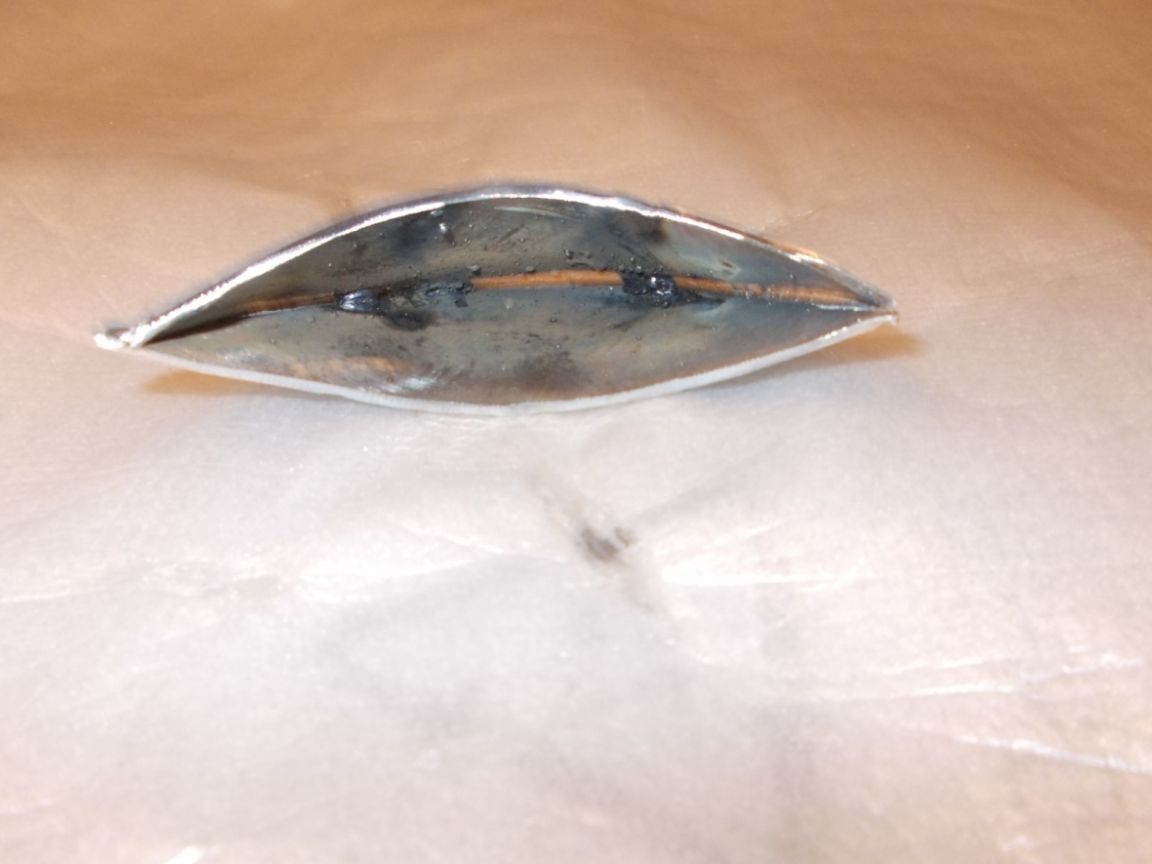
När strukturen monteras kan den nu kokas väl i korsningen utanför och inuti. Du måste svetsa med punkter, medan varje ny punkt borde stänga något föregående. Som ett resultat bildas en full svetsfog. Utanför måste den bearbetas med ett blad av en kronbladstyp.
Författaren har en ljusstake med tre ljus, så du måste göra tre sådana skålar.


Sjunde steget. Den sista etappen. Montering
Inuti varje te, i mitten, måste du svetsa en snickare, den ska vara 3-4 cm lång. Sedan kan skålarna fästas vid ljusstaken, operationen utförs med punktsvetsning. Skålens monteringsvinkel måste justeras och ta tag i dem med svetspunkter. Sedan kan skålarna svetsas helt. Sammanfattningsvis måste sömmarna behandlas med ett blad av kronbladstyp.

Det är allt, ljusstaken är klar. Men för att ge det ett vackert utseende måste produkten fortfarande målas. Författaren valde svart färg för sådana ändamål. Färgen behöver inte vara värmebeständig, eftersom ljuset inte kan värma ljusstaken så mycket. Det är bäst att arbeta med sprayburkar med automatisk emalj, så inga extra enheter behövs för målning. Du behöver också en primer, med den måste du bearbeta ljusstaken innan du målar.

Primern måste appliceras med ett intervall på 20 minuter, bara två tunna lager. Innan grundning måste metallen rengöras för rost, om någon. Efter att primern är helt torr kan ljusstaken målas. Totalt ska 2-3 lager appliceras med ett intervall på 15 minuter. När färgen torkar kan ljusstaken användas för sitt avsedda syfte.