


Vedeldade tegelugnar är fortfarande ganska vanliga på landsbygden och på andra platser långt ifrån gasledningar och centralvärme i staden. Många tegelugnar är redan i drift, en viss mängd byggs, så frågor om att förbättra driftsegenskaperna för enskilda enheter i synnerhet och ugnar i allmänhet är viktiga. En av de oftast felaktiga delarna av en tegelugn är en ugnsdörr, eller, för att vara mer exakt, dess stängning. Faktiskt är ugnsdörren utsatt för höga temperaturer, mekaniska chockbelastningar vid lastning av stockar. Ofta, efter en kort tid, i förhållande till ugnens hela livslängd, börjar dörren att hänga, tegel smulas och till och med falla ut runt den bildar stora sprickor. Naturligtvis är absolut beklagliga fall som regel en följd av fel i uppsägningen. Även utan dem håller tätningen inte för länge och kräver periodisk reparation.
Den huvudsakliga, ofta använda metoden för att fästa ugnsdörren i ugnens tegelverk är att bädda in trådflätor i sömmarna, gängade i fyra hål på dörrkarmen. Som ett mer perfekt alternativ - använd motorcyklarna istället för tråd.
Det är kanske värt att nämna metoden för att säkra dörren med moderna metallspjäll.
Ett annat ganska enkelt sätt att täta är med hjälp av klämmor (tassar). Metallremsor skruvas eller nitas på dörrkarmen, som sedan formas och förseglas i horisontella och vertikala murfogar.
Metoden vid första anblicken är bra.
Här är det värt att komma ihåg en viktig regel i ugnsbranschen - att ta hänsyn till skillnaden i koefficienterna för linjär expansion av material vid uppvärmning. I metall och tegel skiljer sig den (koefficienten) mest av allt och det är nödvändigt att separera dessa material med en relativt mjuk brandbeständig packning. I gamla dagar var det en asbestkabel, i sin rena form eller genomdränkt i flytande lera, nu använder de ofta moderna eldfasta material - eldfast keramisk ull och filt.
Låt oss komma tillbaka till klämman.Om själva dörrkarmen kan isoleras, till exempel genom att linda den runt omkretsen med en asbestkabel, kan metallremsorna på klämmorna inte isoleras och heller inte måla lermorteln från fogarna.

Som en slags variation finns metallelement fixerade på dörrkarmen, men inte fästa vid sömmarna, men håller dörren med tegel. Redan mycket bättre - du kan lägga eldfast kartong och bli av med sprickor i framtiden. Tätningens styrka är också bra, ett stort område med "innehav" gör att du kan hantera ved och poker mer fritt. Det är inte alls dyrt, inte komplicerat och ekonomiskt när det gäller material.
För kaminer tillverkade av enkla ler tegelstenar är kanske inte mer nödvändigt, men i moderna versioner av tegelugnar med en ugn fodrad med eldfast tegel är metoden inte tillräckligt bra.
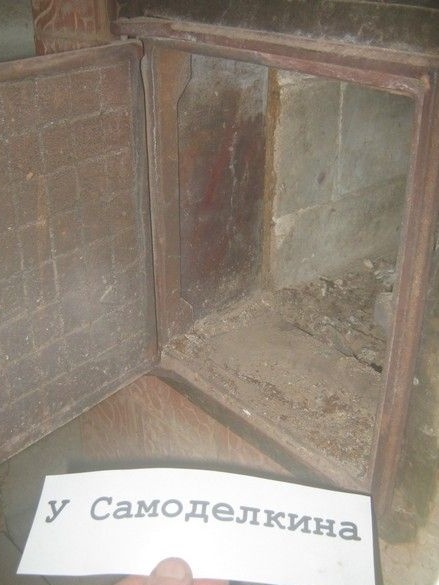
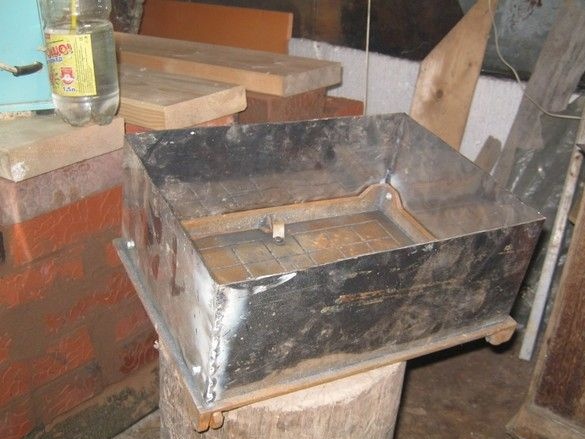
Genom att fodra eldstaden med chamotte ökar vi dess resurs avsevärt, men stängning av ugnsdörren enligt den senare metoden lämnar flera platser där höga temperaturer påverkar ler tegelstenar. På bilden ovan är dessa ändarna på murverket, på sidorna av dörren, på nästa - topp och botten.

Den sista tätningen, efter fem års drift, visade god tillförlitlighet - dörren skakade inte alls, den stod rotad till platsen, men lerstenarna från insidan förstördes uppifrån och behövde bytas ut, medan resten av eldstaden, skyddad av eldfärgskamott tegel, var slitna naturligtvis, men det gjorde bra.

Det vill säga allt krävs, samma sak, men med tassar runt omkretsen. Något liknande.

Metoden är något mer slösaktig när det gäller material, men den är mycket pålitlig och kan rekommenderas för användning. Vi kommer att överväga det mer detaljerat. So.
Vad som behövs.
Verktyg.
Den vanligaste uppsättningen av låssmedverktyg, en liten skärmaskin (slipmaskin) med slipskivor, tunn för skärning, minst en tjock för strippning. Säkerhetsglasögon eller bättre - en sköld för hela ... för hela ansiktet. Om vi inte vill lyssna på Beethoven med hjälp av ett hörapparat vid åttioårsåldern lägger vi till skyddande hörlurar eller öronproppar till detta - när du strippar med en skrivmaskin är rumlet och ringen ganska bra. Något manuellt för borrning. En liten svetsningsomformare med tillbehör användes också, plus tunna (2 mm) elektroder. Jag försökte MR-3, SSSI fungerar bra, du kan säkert special för rostfritt stål, om inte ledsen. I den första produktionsvarianten, där den bara är flexibel, kan svetsning undvikas. Ja, utöver det vanliga markeringsverktyget skulle det vara trevligt att ha en stor fyrkant med en sida på så sätt en halv meter. Detta kommer att öka layoutens noggrannhet avsevärt.
Material.
Lämplig i storlek, en bit av rostfritt stålplåt. Det är mycket önskvärt att den är värmebeständig. Förväxlas inte med ”värmebeständig” (skalbeständighet). Den enda gången i nätverket var en video med liknande design, där författaren använde värmebeständigt rostfritt stål, en mycket liten tjocklek, något runt 0,5 ... 0,75 mm. I det här fallet är det tydligt att endast tillverkningsmetoden är flexibel, såvida du inte har specialverktyg för att svetsa tunt rostfritt stål.
I författarens version användes rostfritt stål med en okänd (och knappast värmebeständig) kvalitet, 1,5 mm tjock. Inte med avsikt, vad det var. Övningen har emellertid visat tillräckligt hög motståndskraft hos materialet. En något överdriven tjocklek tillåter dock användning av konventionell manuell bågsvetsning.
Fästelement - standardbultar eller skruvar M5 med muttrar. Kanske är det bättre att välja massiva huvuden så att de inte bränner längre.
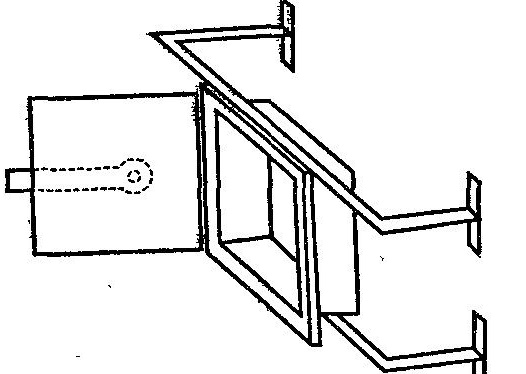
Monteringsboxen tillverkades på två sätt.
först - ett allmänt stort svep gjordes ochgenom att böja, det visade sig en slags låda utan botten och lock. Vinkelrätt mot lådans väggar böjde kronbladen. En dörr installerades, hål markerades och borrades. Dörren var fixerad med kuggar och det är allt.
Markering och skärning av arbetsstycket.
Här är det värt att säga att för att erhålla en liten böjningsradie, med ett sådant tjockt material, krävs viss förberedelse av bockpunkten.Beredningen består i att skära materialet längs viklinjen, cirka tre fjärdedelar av tjockleken, och skärning - vilket ger skäret en V-formad profil. Med en vinkel på 90 eller lite mer grader vid basen. Det enda verktyget som är mer eller mindre lämpligt för detta ändamål är en skärmaskin (kvarn). När det gäller min smak är det värt att använda alternativet med mindre kraft och mindre cirkeldiameter.
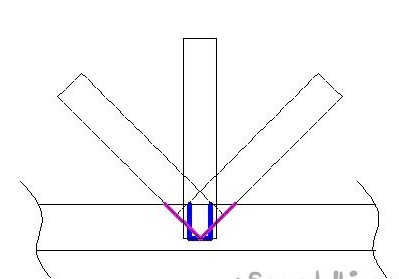
Du måste agera så här. Den första skärningen är vinkelrätt mot materialets yta, till det önskade djupet längs markeringslinjen. Det är ganska svårt att göra det bra första gången. Det är bättre att göra snittet inte omedelbart till hela djupet, utan i flera pass, så det är mindre chans att klippa igenom och det blir jämnare. Det svåraste att göra är det allra första raka spåret. Som regel visar det sig bättre för mig, desto mindre ansvarsfullt är det - under arbetet är det värt att släppa axlarna och armarna något och inte lägga mycket vikt vid möjliga små brister.
Efter den första skärningen görs ytterligare två passager längs den som på en styrning, med ett verktyg som roteras varje gång 45 grader relativt det huvudsakliga. Ungefär, naturligtvis, men lite bättre. Detta är inte längre svårt, du behöver bara vända eller vända till arbetsstycket så att spåret är från höger till vänster och inte från topp till botten. Det blir smidigare. Tja, Bulgarien avlyssnar annorlunda.

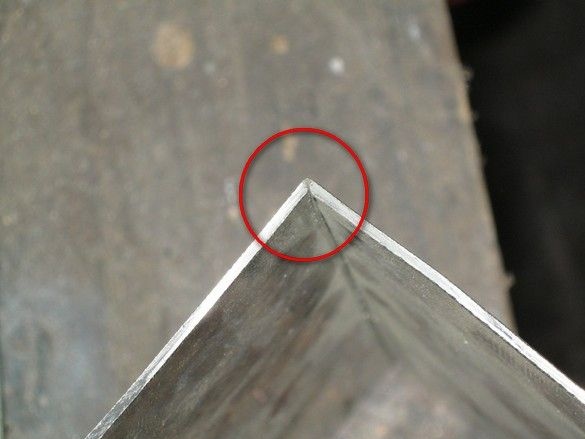
Böj sedan så att skäret är inuti. Det finns inget behov av att använda några stopp eller styrningar, böjningen kommer fortfarande att gå till platsen med minsta tjocklek, som de sågade.

Djupet för det första snittet, i idealfallet, bör vara sådant att arbetsstycket på det färdiga snittet böjs, med lite, ganska anständigt arbete, men med dina händer. I detta fall kommer den yttre ytan av krökningen att vara något tråkig, men utan märkbara sprickor.

Formen klipptes, helst skulle leda till en fullständig stängning av väggarna på den färdiga krökningen.
Så, ämnen klipptes ut, skärningar gjordes på rätt plats, genom och för böjningar. Här måste du vara försiktig och föreställa dig den färdiga produkten - ett antal veck (skärning) finns på motsatt sida.

Efter att ha krossat med snitt, i flera rörelser, böjs en låda med kronblad längs linjerna.

Vi försöker på dörren, markera hål, borrar, fäster. Vi skär bort överskottet från tråden. Fästs med en skruv och mutter. M5. Stoporov och puck används inte, men om du är osäker kan du luta snittets mitt.
Nu svetsar vi hörn från små skrot. På framsidan, annars är designen något oavslutad. Stycken med rätt vinkel är helt enkelt fästa på rätt plats, åtminstone lite mer än nödvändigt och svetsning, fixeras av flera punkter. Sedan sågas överskottet bort. Svetsarna rengörs. Skarpa kanter blir trubbiga.


Tassarna på sidan av brännkammaren är lite stora, du kan komma förbi med mindre.
Samma uppsägning, efter 3,5 års drift i en bastuugn i tegel. Tänk på sidan på askens nedre hylla. Det är lite skala, det finns inga märkbara snedvridningar och krökningar, bulthuvudena är inte synliga på fotot, men jag vågar försäkra dem också i mycket gott skick. Det yttre tegelverket har ingen förstörelse, särskilt fodret. I allmänhet är tillståndet utmärkt, och med tanke på den mycket mer intensiva uppvärmningen av badkaminen jämfört med uppvärmningen, är det helt utmärkt. Kanske underlättades detta av materialens betydande tjocklek och strukturens totala styvhet.
Inbäddningen, trots de höga kostnaderna jämfört med vanliga metoder, är ett mirakel lika bra, men metoden att tillverka en låda med tassar, flexibel, är inte för exakt. Per definition. Det är svårt att ta hänsyn till upp till en millimeter, hela utvecklingen av arbetsstycket under böjning och som en följd av att dörren inte passar in, eller att luckorna är för stora. Du kan fylla dem med samma eldfasta filt, men detta är inte fallet.
Det andra tillverkningsalternativet. Genom svetsning.

Förleden bestämde jag mig för att prova det. Huvudlådan var tillverkad av två L-formade delar.
Skär kanterna i storlek och svetsade efter att ha provat. Speciell täthet krävs inte här - i prickar, genom en och en halv centimeter. Rensa sedan allt överskott i sömmarna.

Efter på samma sätt svetsas tassarna.


Efter strippning är det möjligt att tegla upp sig på en plats där tjänsten har tagits med tidigare mjuk eldfast material. På bilden nedan används en basalt quiltad matta med en tjocklek av 10 mm.

Metoden, trots den något större komplexiteten, gillade mer. Dörren sitter mycket tätare, i tillverkningsprocessen finns det betydligt färre oro - dörren passar / passar inte i slutet. Dessutom, för designen, kan du använda mindre materialstycken, vilket ibland är mycket bekvämt.
Det finns ingen erfarenhet av att använda en tätning av denna typ av tillverkning ännu - ugnen är inte färdig än, men det finns inga skäl att tvivla på den heller.
