


Inom snickeri, inom konst och hantverk finns det regelbundet behov av runda pinnar. Dessa kan vara element. konsthantverkträkonstruktioner, av möblerstift, stift, pilar för bågen äntligen.
Eftersom pinnen är rotationskroppen kommer den första tanken i tillverkningens mening att slipa den på en svarv, men det är ganska svårt att skärpa långa och tunna delar, ytterligare stödpunkter för ett roterande arbetsstycke (till exempel en vila) krävs. Tja, i allmänhet är tillverkningen av en olycklig, t ex pil, alltså extremt besvärlig och orättfärdig. Det verkar verkligen vara en viss process i två rörelser. Enkelt och ekonomiskt. Inte kräver noggrann uppmärksamhet åt honom, en sådan mekanistisk.
Den föreslagna utrustningen för fräsmaskinen föreslår just sådan. Utrustningen är enkel, den kräver inte hög precision i tillverkningen. Tillverkad av trä, så hårt som möjligt - björk är bra. Tillverkningsprocessen i sig är indelad i två steg - produktion av fyrkantiga billetter med önskad längd och bearbetning på en fräs med specialutrustning. Det tar en enkel installation av utrustningen en gång och pinnarna kan göras in-line. Nackdelar med metoden - du behöver en manuell fräsning (mest bekvämt) och en cirkelsåg. Men i vår tid har ett elektriskt verktyg, ibland ganska bisar, upphört att vara något överraskande i något hem verkstad.
Egentligen ser processen själv ut så här.
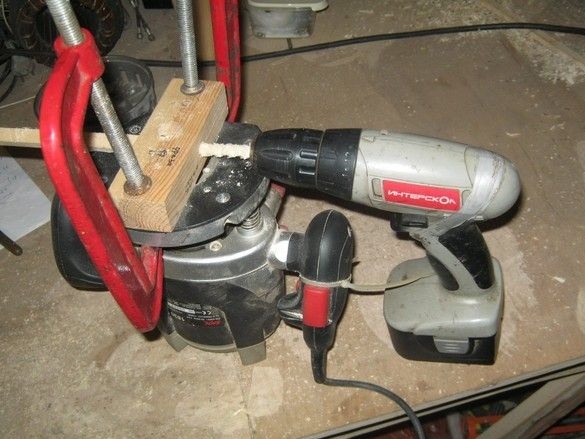
En fyrkantig stav roterar med en skruvmejsel och dras över bruket. Fräsen skär av allt överskottet, det visar sig revolutionens kropp - en cylinder. Vår utrustnings uppgift är att placera verktyget och arbetsstycket i rymden i rätt position.
Från början om pinnar. So.
En lämplig rakskik träbit väljs - pinnarna är vanligtvis ganska tunna och sneda lager gör den färdiga pinnen mycket mottaglig för krökning på grund av förändringar i fuktighet, eller i allmänhet mycket svag att böjas. Det är långt med en viss marginal - hundra millimeter, det visar sig inte vara vackert, det är en teknisk svans. Trä baserat på vidare användning - till exempel dowels, är bäst tillverkat av trä av samma ras som produkten.För dekorativt hantverk är det bättre att dra åt träet, de låter dig få en renare yta.
Sågning i arbetsstycken. Normalt arbete på cirkelsåg. Efter flera testskärningar och finjustering av stoppet skär vi det önskade antalet ämnen. Det är värt att sträva efter kontinuerligt arbete - för tillverkning av en pinne spenderas för mycket tid på verktygsutsättning, inställning och så vidare. Det är bättre att göra lite lager med ämnen och spendera dem efter behov. När vi arbetar med en cirkelsåg så kommer vi säkert att använda skyddsglasögon eller en transparent skärm - om du dammar upp ögonen kan du kännas i ett mycket obehagligt läge när båda händerna är upptagna, dina ögon inte kan se, och det är svårt att ringa efter hjälp på grund av att tjuta en såg. Ta hand om dig själv.

Slipning av små grenar på arbetsstyckets kanter är inte värt det - enskilda korn från slipskinnets yta kvarstår i träens porer och minskar avsevärt resursen för skärverktyget som används för att bearbeta dem ytterligare. I vårt fall fräsar.
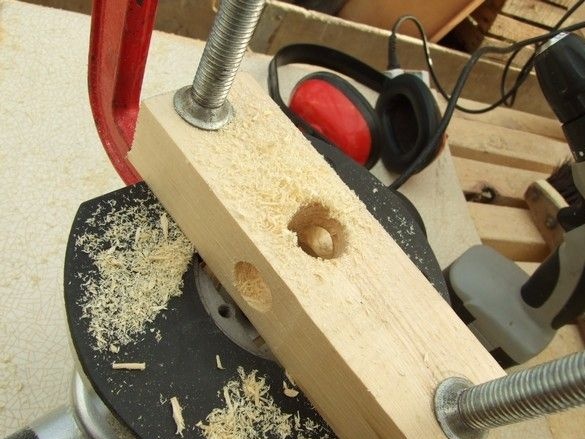
En rak spårskärare med liten diameter är fixerad i spindelhylsan på den manuella frässkäraren. Halvcirkulär fungerar bra. På fräsmaskinens plattform är vår utrustning fixerad med klämmor. Om möjligt, ett stort hål koaxiellt med frässkären.

Frässkålens sulan med fast fixering är infälld och fixeras i läget när frässkivan är i linje med underkanten på utgångshålet för den färdiga pinnen.

Vi organiserar tillräckligt med utrymme runt oss, fixar frässkäret eller ringer en assistent om arbetsstyckena är längre än räckhåll för våra händer. I det här fallet bör du också ta hand om att fixa startnyckeln på fräsmaskinen, till exempel med en elektrisk nylonskik.
Vi sätter på frässkäret och sätter in arbetsstycket i hålet för den fyrkantiga skivan, vrider den för hand. Den bitna svansen skickas till hålet för den färdiga pinnen. Vi serverar arbetsstycket med rotation "för hand" tills dess slut blir möjligt att klämma fast i en skruvmejsel. För min router händer detta när arbetsstyckets ände sträcker sig utanför sulan. Detta är ungefär 100 mm.
Vi sätter på skruvmejseln med maximal hastighet, sätter på routern och den arbetande skruvmejseln och drar arbetsstycket "på sig själv". Fram till full utgång. Order.

Om vi har pinnar för tekniska behov, så lämnar vi det, om du behöver smidiga måste du slipa det. Jag som ägare av en trä svarv var lycklig i den meningen. Jag ska använda det. För att klämma fast vår pinne använder jag en hemgjord träspännchuck monterad på mini frontplatta. På baksidan pressar jag pinnen med ett fast koniskt centrum, utan starkt tryck. Ofta måste en lång pinne stöds i mitten, redan slät med bara en hand eller en bit filt.

Två till tre siffror på huden från stor till liten, varje nummer när du ändrar rotationsriktningen för spindeln. Det vill säga, vi skummar lite, stänger av maskinen, växlar rotationsriktningen till motsatsen, skummar på samma nummer osv.
Allt, trollstaven är klar, ta ut, skär till önskad storlek, applicera.

Tja, till exempel, en upphängning för en bild av ull - två "toppar" är monterade och limmade på ändarna på de gjorda pinnarna.
Vad som krävs för tillverkning av utrustning.
Verktyg.
Snickare, märkningsverktyg. Penna borrar på trä. Snabbare och mer exakt kan verktyg göras med hjälp av maskinverktyg, till exempel en cirkulär, pendelsåg och en borrmaskin, de kan göras med minimal ansträngning, men det finns nästan ingen gräns för mänskliga förmågor - allt detta kan göras med ett handverktyg, men det kräver mer skicklighet . När du använder ett elektriskt verktyg krävs också skyddsglasögon eller en sköld, hörlurar och eventuellt en andningsskydd.
Material.
Hård träblock, medium sandpapper.
Först och främst bestämmer vi storleken på utrustningen, det följer av måtten på fräsmaskinen, dess sula. Försöker du, bör du försöka minimera "fly-out" av skäret om möjligt, detta kommer att minska vibrationerna under drift, verktyget fungerar längre, ytan på pinnen blir renare.

Den bör sträva efter arbetsstyckets "rektangularitet". Om du använder ett handverktyg är det bättre att ytterligare markera lite annorlunda. Arbetsstyckets revben kan vara något skinnade - det är bekvämare att markera det.
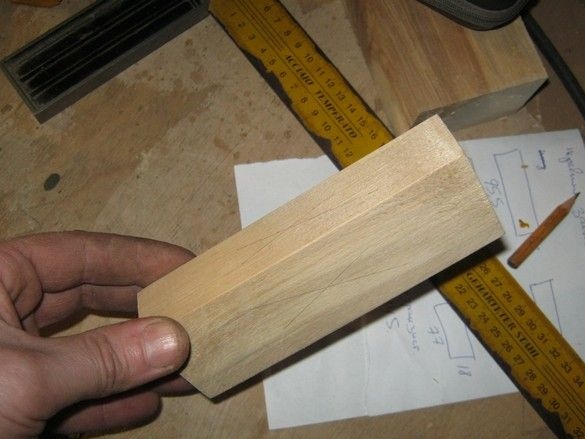
Markera mitten av varje ansikte.
Ja. Det är nödvändigt att bestämma den framtida pinnens diameter - jag rekommenderar att du stannar vid 10 mm. Storleken är väldigt bekväm för verkstaden - bra för tappar för tillverkning av möbler, ramar, bara pinnar är bra för dekorativa element av hantverk, inte för tunna och uppför sig mycket anständigt i den meningen att snedvridning från en förändring i fuktighet. Slutligen har de vanliga goda vridborrarna på trä en maximal diameter på exakt 10 mm, vilket är bekvämt.
Ytterligare hålstorlekar är utformade specifikt för denna diameter på den färdiga pinnen. 10mm.

Vi borrar med maximala hastigheter - hålet är renare. Så att utloppet inte har en ful trasig kant borrar vi bara till halva djupet.

Penna borrens styrstift kommer ut å andra sidan långt innan borren passerar helt, till detta lilla hål, vänder arbetsstycket, vi orienterar oss mot mitten av borrningen.

Nu borras hål med en diameter på 16 mm och 10 mm motsatta på smala ytor. Beträffande det stora hålet för skäret, kan de kompenseras något, detta är inte betydelsefullt, men i förhållande till varandra måste det finnas tall, annars kan pinnen fastna.
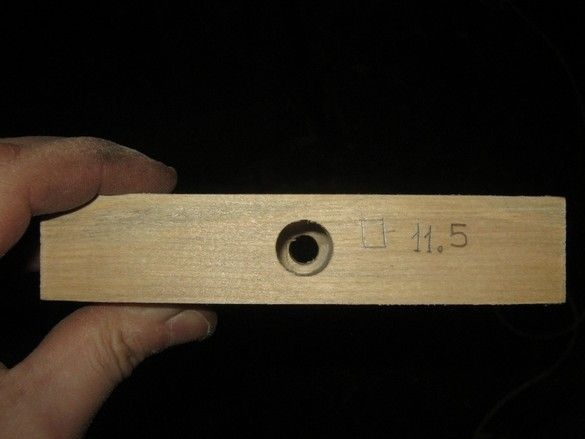
Möjliga bromsar på hålens kanter är lätt slipade. Hålet för arbetsstycket, det är bättre att skriva under, så att det senare är smärtsamt att inte komma ihåg storleken.
