

Vi kommer att behöva:
• Fil (förberedelse)
• Säck för metall
• En annan fil
• Gasbrännare (tillval)
• Horn
• Kvarn (kvarn)
• Vässad
• Material för pennor etc.
glödgning
Detta är en typ av värmebehandling, dess kärna är att värma arbetsstycket till 600-700 grader och låta det svalna långsamt. Så stålet blir mjukare, det blir lättare att hantera. Avfyrning kan göras med en enkel gasspis eller gasbrännare. Eller på något annat prisvärt sätt.
Därefter kommer jag att prata om två olika sätt. Den första är smeden, vi kommer att smida mycket. I den andra, tvärtom, minimeras användningen av smedsmeden.
Första sättet
Vi tänder vår eldstad, som jag talade om i en tidigare artikel. Det är nödvändigt att arkivera den framtida knivens form. Du kommer att behöva en städ, åtminstone från en stor slägga, en hammare, en mejsel, tång eller tång.


Förvärm arbetsstycket till rött och starta. Till att börja med smidar vi ett skaft och gradvis plattar slutet på filen från alla sidor.
Därefter smidas fasens skär. Och klipp av änden av kniven i vinkel med hjälp av en mejsel. Du kan ge arbetsstycket absolut vilken form som helst, du kan böja det som kukri eller karambit eller lämna det rakt. Allt detta ger smide underverk. Här är ett exempel på kukri från internet:

Under smide rekommenderas att rengöra skalan från smidningen med en trådborste.

Arbetsstycket är nu klart för bearbetning. Använd en fil, kvarn, kvarn eller bältslipare för att slutligen ge fasorna ett blad och skärpa. På bilden, skärpa alternativ. Om avfasningar mer detaljerat i den andra metoden.
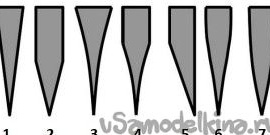
1. Finsk kniv - kilformad;
2. plan är parallella, en kil bildas efter skärpningskanten;
3. rakknivslipning, omvänd lins;
4. konkav med en försörjning, uttalade revben;
5. Japansk skärpning, en förenklad version;
6. kilformad skärpa utan revben, en smidig övergång från planet till skärkanten;
7. En rak lins, den skärande kanten bildas av rumpan.
Släckning och semester.
Återskapa nu härden. Vi kommer att temperera kniven. I butiksinnehavaren av stål skrivs att sådant stål måste värmas upp till 800 grader Celsius och kylas i kallt vatten. Så det gör vi.Det är viktigt att du inte tappar arbetsstycket efter härdningen, eftersom det nu är väldigt bräckligt och kan spricka. För att förhindra detta, låt kniven svalna med hornet. Denna process kallas semester. Därefter är bladet helt klart. Till slut kommer jag att berätta för dig hur du kan kontrollera det för att härdning och härdning är korrekt.
Det andra sättet.
Efter glödgningen kan stålet bearbetas. Med en bågsåg eller kvarn skär vi av knivens ände i önskad vinkel. Skär sedan skaftet.
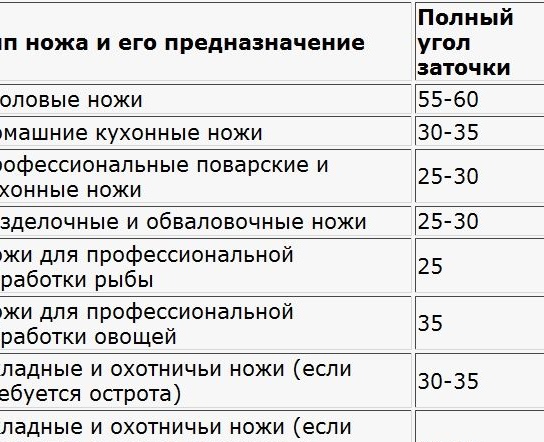
Med hjälp av en fil eller samma kvarn gör vi fasetter. Fasarnas vinkel kan tas från standarden. Du kan göra dem med ögat genom att ta ett hörn från huvudet. I allmänhet kan du inte göra det, men om du verkligen vill kan du göra det.
I denna metod är all behandling VVS. Det är för de som inte har en eldstad, eftersom det kan ersättas av ett tillfälligt fälteldar från en eld och eventuell fläkt. Härdningsprocessen är densamma som i den första metoden. Semester kan göras i ugnen, steka bladet i ungefär en timme vid 220 grader.
Bladkontroll
Nu kan bladet kontrolleras för härdning och härdning. Tryck på miniatyren vinkelrätt mot stålet. Oavsett hur polerad det är, finns det en konstig känsla av trist smärta när du trycker på ett väl härdat järnstycke. Det finns en vetenskaplig förklaring till detta fenomen, men för lat för att skriva. Och ju snabbare känslan av smärta, desto bättre härdning.
Bladets ringning. Lyft spetsen på bladet mot örat och sträck försiktigt tummen över skäreggen. Bladet ska vara fritt (kläm inte in det i fingrarna). Bäst av allt, hänga det löst på en sladd. Ett bra blad, åtminstone lite, men ringer ut med höga ringar. Dessutom kan du ändå klicka lite på bladet med nageln - det ska också ringa tillbaka. Detta är bara ett tecken på god härdning.
Med semester är allt enklare. Om du tappar den från en höjd på en metallyta och den inte spricker, är allt i ordning.
Handtag.
Innan du går vidare till handtaget måste du skydda dig. Detta är delen mellan bladet och handtaget. Det kan göras av vad som helst. Från mässing, järn, även från resterna av stål från filen. Vi kommer inte att tala mycket om tillverkning av vakter. Låt oss gå vidare till hiltet.
Det finns många sätt att göra pennor. Om du har textolit, skär en bit av den 7-12 cm lång, 1-2 cm bred. Det beror på vilken penna du vill få. Borra sedan i mitten av hålet för skaftet. Vi fixar kniven på epoxi. Knåda den och smörja generöst knivens skaft och dra den in i handtaget. Glöm inte om vakten, om någon. För större grepp kan du också göra hack på skaftet med en fil. Nu kan textolitten bearbetas med en fil, kvarn eller emery, vilket ger handtaget vilken form som helst. Jag råder dig att skriva ut eller rita en stencil, fästa den i pennan och bearbeta.

Ett annat sätt är att klippa ett massivt trähandtag. Denna metod skiljer sig nästan inte från den föregående. Men trädet måste stabiliseras. Jag vet inte mycket om den här processen.
Ett annat intressant alternativ är att ta grepp. För det behöver du björkbark eller kork. I första hand måste du klippa en hel del rektanglar från björkbark eller kork, mängden beror på längden på handtaget. I mitten borra vi hål i vilka skaftet passar in. Nu lägger vi alla rektanglarna på själva skaftet. De måste smörjas med epoxi på båda sidor. Du kan också klippa sådana rektanglar från tunn plast och sätta in dem mellan skikten av björkbark.


Limma nu spetsen.

Om det är metall kan du borra ett hål i det och klippa tråden i det. Vi skär också tråden på knivspetsen. Hålet i spetsen måste matcha skaftets diameter. Skruva sedan spetsen på skaftet.

Det här är bara de metoder som jag använde, men det finns många fler! Här är ett foto jag hittade på Internet, och jag planerar att upprepa många knivar i framtiden.
