
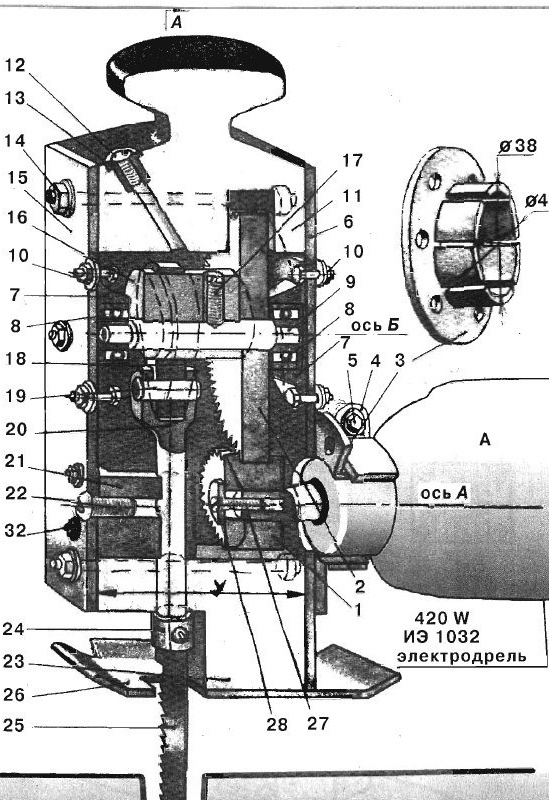
Fig. 1. Handkorssåg.
Det bringas i ingrepp med den drivna växeln 2, varefter hela omvandlaren dras ihop med en bult 5 på borrhalsen med en krage 4. Rotation från spindeln genom kugghjul 7 och 2 överförs till excentriken 16, på vilken den svängande armen sitter fritt örhänge 18. Den konverterar också rotationsrörelsen för excentriken 16 till den fram- och återgående rörelsen hos arbetsstången 20. Örhängen är ansluten till stången med ett finger 19. Stångens fram- och återgående rörelse sker längs styrningen 21. En såg 25 är fixerad vid den nedre änden av stången, som bara arbetar i spänning. Därför riktas sågarnas tänder upp.
Innan du börjar tillverka omvandlaren ska du leta efter ett par spårväxlar. Troligt hittar du rätt par i gamla apparater, växlar, växellådor. Kugghjulets 1 diameter måste inte överstiga diametern på borrhalsen. Detta är nödvändigt så att växeln fritt passerar in i hålen på lagerflänsen 3. Det blir bättre om bredden på kugghjulet är minst 20 mm, vilket säkerställer ett tillförlitligt ingrepp med den drivna växeln, eftersom den första landningen på könen är förknippad med stora längsgående förskjutningar. Höjden på kugghjulens tänder bör vara 3-4 mm för att säkerställa deras bästa ingrepp, med hänsyn till felaktigheter vid montering, borrning under bultar, lös passning på en borr och fastspänning med en klämma. För att minska antalet fram- och återgående rörelser hos stången 20 och öka skärkraften, ska växelförhållandet tas lika med tre. Växelförhållandet bestäms av förhållandet mellan antalet tänder i det drivna växeln och antalet växeltänder.
Ett matchat kugghjulspar kommer att bestämma de initiala måtten på hela omvandlaren. Om det är nödvändigt måste deras inre hål anpassas för borrkotten och axeln 9. Om växellådens diametrar är mindre än konerna och axelns diametrar måste du bära dem på en svarv. Om diametrarna är större är det nödvändigt att slipa adapterhylsorna (de visas inte på ritningen). Efter att ha avslutat arbetet i anslutning till justering av växlar, fortsätt att rita på grafpapper hela strukturen som helhet. Ett ytterligare beräknat värde är sågens slag. Det kan tas lika med 10-14 mm.Därför kommer du att känna till avståndet mellan axlarna A, B och C, liksom dimensionerna på excentriken 16. Efter att ha dragit excentriken på axeln 9, kommer du att bestämma diametern på hålet på örhängen 18 som svänger på excentriken, måtten på stången 20 och styrningen 21. Det måste noteras att dessa delar fungerar med glidfriktion. Därför är det nödvändigt att välja ämnen från sådana olika metaller som stål och brons, stål och mässing för deras tillverkning. Enligt ritningen kommer du bättre att se vilken man ska välja ett par kullager 8. Lagerens innerdiameter får inte överstiga 10 mm. Enligt deras yttre diameter bestäms flänsarnas dimensioner 7. Efter att alla dimensioner har klargjorts, fortsätt till tillverkningen av omvandlarens delar. De flesta av dem är på en svarv. Skär de övre 11 och de nedre 23 delarna av fodralet från ekstrålar, med exklusivt snickare. Var särskilt uppmärksam på ändplanens parallellitet och likheten mellan storlekarna X och Y (se fig. 1 och 2).
[/ center]
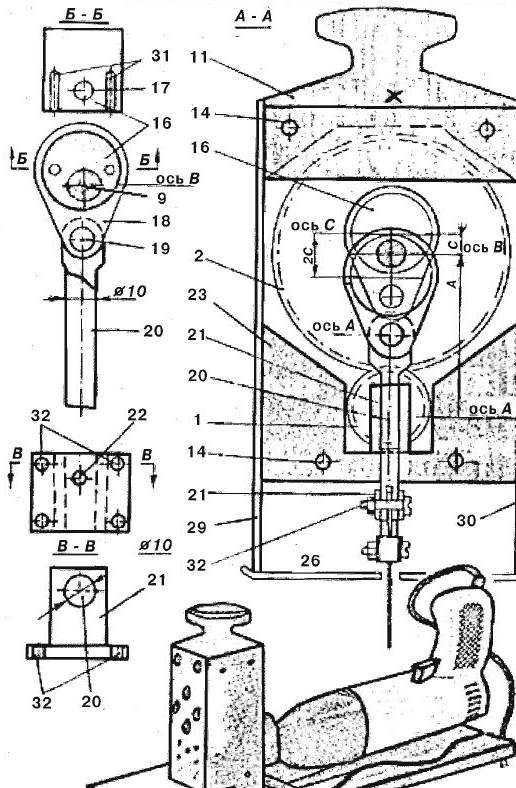
Fig. 2. Handkorssåg.
Dessa dimensioner säkerställer monteringsnoggrannheten och maskinens tillförlitlighet. Täck de inre ytorna på stängerna med epoxiharts eller oljebeständig lack. Rikta in den excentriska 16 med växeln 2 på den gemensamma axeln 9 och borra två hål för fixeringsstiften 31. När du har pressat dem in i den excentriska kroppen öppnar du stiften på växeln. Borra sedan ett hål och klipp av gängan för fixeringsstiftet 17. Efter noggrann märkning, borra hål på borrmaskinen på örhängen 18 och stången 20, och var uppmärksam på parallellen mellan axlarna på axeln 9 och stiftet 19, är hålet i örhängen blind och har en glid passar i stången. Såg guiden ur stålbänken med en bågsåg och borra hål i monteringsbultarna och stången. Stamhålet måste bearbetas med en borrmaskin. Skär av höljet, höger 29 och vänster 30, bakre 6 och främre 15, samt stödplattan 26. Fäll fram- och bakstyckena ihop, kläm fast med en klämma och borr hål för dragbultarna 14, fixera flänsarnas 10 bultar och hålet för skruven i styrets nippel 22. När du har slutfört alla operationer, fortsätt till montering av maskinen. Skruvar och brickor som inte anges i texten men som visas i figuren med siffrorna 12, 13, 24, 27, 28, 32, är färdiga som standard.