


En avgashuv samlar och tar bort förorenad luft från önskad plats. Detta kan vara intensiv regelbunden lödning (till exempel målat glas), inrätta experiment med flyktiga och giftiga kemikalier och lagra dem, svetsmetaller, användning av högtemperaturugnar. Det är obligatoriskt att använda en huva (paraply) för glasblåsningsarbete (brännare).
Följande beskriver tillverkningen av en avgashuv för en glasblåsare hem verkstad. En avgashuv är tillverkad av enkla och vanliga material utan att använda specialutrustning för tennarbeten. Det beskrivna paraplyet har formen av en lutande tetraedral pyramid (den bästa rymdanvändningen), en genomsökning av denna form kan konstrueras med hjälp av beskrivande geometri (på flera sätt). För en enklare form - en rak pyramid, kan svepet beräknas och automatiserad. Paraplyens dimensioner tas uppenbarligen med en alltför stor marginal, vid behov kan alla nödvändiga beräkningar av ventilationsutrustning hittas i litteraturen. En avgaslucka är integrerad i racken och är utrustad med en integrerad hemmagjord grindventil som stänger av luftkanalen.
Vad som krävdes för att arbeta.
Verktygen
Uppsättning bänkverktyg, markeringsverktyg, anpassning för montering av blindnitar, ett kraftfullt lödkolv med tillbehör och / eller en liten gasbrännare. Elektrisk borr (skruvmejsel), vinkelslipare, skyddsglasögon och hörlurar, en bra förlängningssladd. Pensel, disk.
material
Galvaniserat stål 0,5 mm tjockt, stålplåt 1 mm tjockt, flussmedel, löd, målararbete, trasor.
Paraply design, skanning.
En avgashuv var främst avsedd för en glasblåsare. Till skillnad från de klassiska, är munnen mycket bredare, och den nedre delen av paraplyet kommer inte att utsättas för uppvärmning, och den övre delen är mer troligt att värmas upp (porten är inte tillräckligt öppen eller är helt stängd). Därför är en något specifik design av den övre delen - träkonstruktioner tas bort från platsen för trolig uppvärmning, målning görs med värmebeständig färg.
Som redan nämnts kan en skanning byggas med hjälp av beskrivande geometri utan någon "naturlighet", bara på papper eller en skärm, men i mitt fall var nästan allt redo att bygga en modell i full storlek "på marken". Den nedre omkretsen på vilken paraplyklockan kommer att fästas och den övre för att fästa grinden har redan varit.Det återstod att dra ett utlopp i naturen och dra fyra rep. modell det är enkelt att överföra till en ritning och göra en skanning.


Skanningen är utrustad med utsläppsrätter för fästelementen till porten och elementen i träkonstruktionen. Den färdiga borrmaskinen är uppdelad i två delar - vänster-fram-höger sida och separat den bakre, för överföring till en standardgalvaniserad stålplåt (hela borrmaskinen passade inte i bredden). De flesta har också utsläppsrätter för anslutning till bakväggen.

Böjning utan en speciell bockningsmaskin görs på en hård, jämn (om möjligt rektangulär) kant. Detta kan vara kanten på skrivbordet, arbetsbänken, installerat speciellt tjockt bräde. Järnstycket längs giblinjen pressas uppifrån av ett bräde med en jämn kant (metallhörn) med två klämmor. Med måttliga längder av böjning och galvaniserat stål med en tjocklek av 0,5 mm är det möjligt att få ett resultat som är ganska acceptabelt i vanliga fall. Små delar böjs bekvämt mellan två metallhörn klämda i en bänkskruv.
Han böjde sin plåt på sängen hemmagjord svarvgenom att trycka på toppen av en tumskiva. Böjning bör inte ske i riktning (med en korg på ett järnstycke) utan genom en jämn lång packning (en bit kartong).


Han böjde sig i denna ordning - ett kronblad för anslutning till den saknade bakväggen, närmaste revben. Vänd på arbetsstycket och upprepade. På den resulterande ofullständiga avkortade pyramiden, kronbladen böjda från ovan och under sidorna med hjälp av en trästång med motsvarande längd, var den bakre väggen skuren separat. Det var bekvämare att göra hennes krökningar direkt.

Bakväggen löddes till huvuddelen. Löd en liten gasbrännare med tenn-blylödning med en speciell "brännare" -flöde från kopparvattenledningar. Flödet är en gråaktig tjock pasta och innehåller partiklar av lod när ytorna når den önskade temperaturen de smälter och flödet blir silver - det är dags att införa löd. Flödet är utformat för att fungera med tenn-kopparlödning, men fungerar bra med bly. Du kan också använda andra oorganiska flöden (organiska förbränningar och sot gör det svårt att löda), till exempel "lödningssyra" - zinkklorid. Strukturell lödning av stora delar kan också göras med en relativt låg effekt lödkolv, värma lödningsplatsen med en brännflamma, en hårtork i byggnaden, elektriska värmare (järn, elektrisk spis). Syraflöden ska tvättas med varmt vatten omedelbart efter kylning av delar.
När man lödar relativt stora lådor av tunn metall, finns det ett obehagligt ögonblick - körtlarna är kraftigt varva från lokal uppvärmning och välmonterade tunna sömmar förvandlas till fula, svårlödda vågor. Svårigheten kan minskas avsevärt genom ofta mekanisk fästning av ytorna. Här är denna typ av fästning gjord av blinda nitar.
I allmänhet såg installationen i stället för bakväggen ut så här - lägg markeringen av bakväggen på järnstycket, klipp ut den. Böj kronbladen ovanifrån och nedan, markera nithålen på sidorna, luta, borra, försänk hål (ta bort borrar). Fäst bakväggen på paraplyns huvuddel, säkra. Markera nitmotborrarna, ta bort bakväggen, markera hålens centrum på paraplyens huvuddel, borr, försänkare. Ta bort lödfläckarna med ett litet sandpapper, applicera flussmedel och nit. Löd, ta bort flussrester.

gate
En separat, ganska tidskrävande del av designen var porten. Det beslutades att göra sin utformning på samma sätt som en ugnsventil - till skillnad från en roterande ventil tillåter den låg tillverkningsnoggrannhet. Materialet var tillgängligt stålplåt 1 mm tjockt.Anslutningar görs genom lödning.

Efter märkning skärs tre huvudplattdelar ut, en kvadratisk öppning på 150x150 mm i storlek skärs ut på basen (för kanalen ø150 mm). Ett lock är lödt över grindbasen. Locket placeras på bitar av galvaniserad ståltråd med en diameter på 2 mm; tidigare appliceras ett flöde på lödningsplatsen.

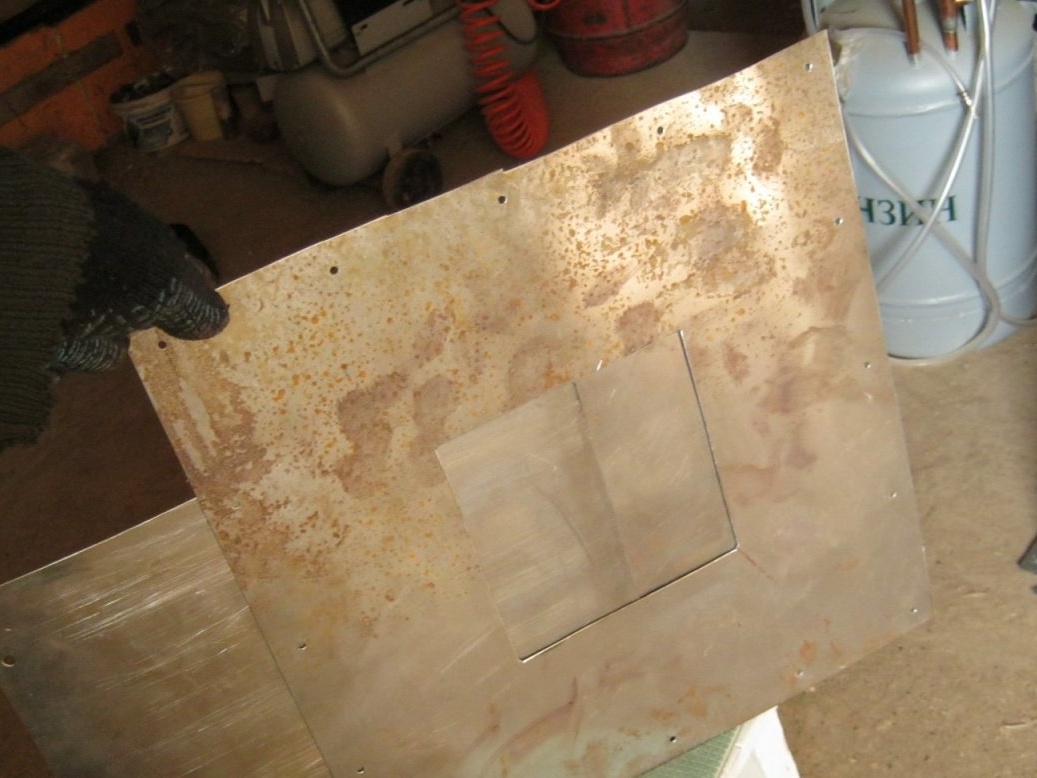
Från en skuren remsa av samma stål böjs en cylindrisk hals för att ansluta en rund kanal med en diameter på 150 mm. Halsen är böjd på en tre-liters glasburk och försiktigt monterad (diameter). Ändarna är lödda. Den färdiga halsen är lödad till grindluckan tills hålet bryter ut. Således var det möjligt att något reducera vridningen av de lödade ytorna.

Hål borrades från insidan runt omkretsen av den lödade halsen, broarna mellan vilka skars av en "rest" av slipskivan i en liten vinkelslipare. Det var också möjligt att göra en större finjustering av hålet med ett tjockt rengörande slipande hjul med en vinkelslipare, sedan en halvcirkelformig fil.

Den färdiga grinden är fäst vid avgashuven, platserna ockuperade av "tassarna" är markerade, på de platser där det är möjligt är nithålen markerade, puckade och borrade. Kontaktställena rengörs, lödningsflöde appliceras. Porten är nitade på plats, anslutningen lödas. Flödet tvättas med varmt vatten, körteln torkas.
Efter att ha testat strukturen, rengörs den övre rostiga delen av strukturen, avfettad med bensin och målad i två lager med svart värmebeständig färg. Efter torkning är en avgashuv med fyrvägsgrind på plats.


Slutsatser, arbete med buggar
Generellt sett visade designen sig utan betydande felberäkningar, men några små saker kunde ha förbättrats.
Det övre bältet på det yttre träfästet (grinden) behövdes inte alls - med standardfästningen av den undre delen är hela strukturen mycket styv och alla rimliga ansträngningar när man öppnar och stänger, även med en hårt fastklämd grindventil, kan tåla utan att glida. De breda "fälten" på grinden var inte användbara samtidigt.
Lödning av sidoribb vid montering av bakvägg var onödigt - nitar skulle ha varit tillräckligt.
Flera standardstyva skorstenar som leder till vinden (eller mjuk korrugerad aluminiumkanal), som slutar med en avgasfläkt, kommer att anslutas till avgashuven. Luftkanaler utanför det uppvärmda rummet kommer att kräva noggrann värmeisolering.
Babay Mazay, mars 2019